破壁料理机减振降噪研究
2019-12-27吴海军蒋伟康唐路蒙
严 莉,李 豆,余 亮,吴海军,蒋伟康,唐路蒙
(1.上海交通大学 机械系统与振动国家重点实验室,上海200240;2.浙江绍兴苏泊尔生活电器有限公司,浙江 绍兴312000)
近年来,人们对家电产品的品质需求不断升级。比如空调,由过去对耗电量、制冷效果等性能指标的关注到现在对静音性能的关注,体现了人们对产品品质越来越高的要求。以空调、冰箱、洗衣机为代表的大家电,由于具有容易产生噪声和振动的压缩机或电机,噪声指标尤其受到关注,所以对空调、冰箱和洗衣机减振降噪的研究也比较多。空调的主要噪声源是压缩机,改善风扇直径、降低电机转速、改善气流通道、改变蒸发气的折弯形状、考虑出风口喉舌和回风半径等可以降低噪声和改善声品质[1];冰箱压缩机的噪声主要是气流脉动噪声,为了降低制冷剂流动所产生的吸气噪声,可以采用在压缩机吸气端设置消声器的方法来降低噪声[2]。滚筒洗衣机烘干衣物时产生的噪声主要来自于烘干流道内的离心风机高速旋转以及气流与蜗壳壁面冲击所产生的气动噪声,合理的叶片结构参数以及流道形状可以有效减小气流阻力、稳定流场并降低噪声[3]。运用传递路径分析方法,可以得到家电产品噪声传递路径的贡献量,找到主要的激励源和传递路径,从而为产品改进设计指明方向[4-5]。
破壁料理机是一款多功能食品加工产品。采用超高速电机带动不锈钢刀片对杯内食材进行超高速粉碎,从而打破食物中细胞的细胞壁,破壁料理机因此而得名。破壁料理机作为一种比较新型的厨房小家电,目前针对其噪声和振动的研究较少。国家标准QB/T1739-2011《家用和类似用途电动食品加工器具》中规定,具有处理果蔬类食物功能的器具,功率≤700 W,声功率限值为90 dB(A)。尽管市场上的破壁料理机基本都能满足标准中的噪声限值,但由于电机的超高转速,特别是在高转速工况下,破壁料理机比一般的食物料理机的振动和噪声大。而振动和噪声是产品设计是否合理的指标之一,是消费者选购的重要因素,噪声低振动小的破壁料理机将更有竞争力。所以降低破壁料理机的振动噪声,建立破壁料理机减振降噪的技术流程非常必要。
本文给出一个破壁料理机减振降噪的典型案例,供技术人员参考。以某型号破壁料理机为研究对象,首先通过噪声和振动测试,分析实验对象的噪声和振动的特性;接着通过基于边界元的近场声全息方法确定噪声的主要来源;然后分别从激励源和传递路径两个方面,针对壳体噪声、通风噪声和杯体噪声依次提出壳体优化、散热风扇改进、排气消声器及刀片优化的措施;改进后的破壁料理机的声功率下降了10 dB。根据上述研究步骤,建立了一套完整的低噪声破壁料理机减振降噪的技术流程。
1 破壁料理机噪声和振动特性分析
破壁料理机一般采用杯体和主机分离的设计方式,主机包括串激电机、电机安装支架、传动器件、散热系统、外观壳体;杯体主要由传动器件、刀座组、杯子、杯盖等组成。电机一般是单向串激电机,额定转速在15 000 r/min 左右,输出端是传动结构,另一端是散热风扇。电机通过安装支架固定在主机壳体内部,杯体安装在主机壳体上端,电机的输出端通过连轴节带动杯体内的刀片高速旋转搅动杯内液体。
图1是某型号破壁料理机最高速工况(第9 档,电机转速为17 500 r/min)的声功率频谱,从图中可以看出该型号破壁料理机的声功率主要包含3 000 Hz以下的宽带噪声并叠加了289 Hz(1阶工频)的窄带噪声。图2分别是主机壳体和杯壁振动加速度的频谱,从图中可以看出主机壳体振动比杯壁振动大,振动的主要频率是1阶工频。
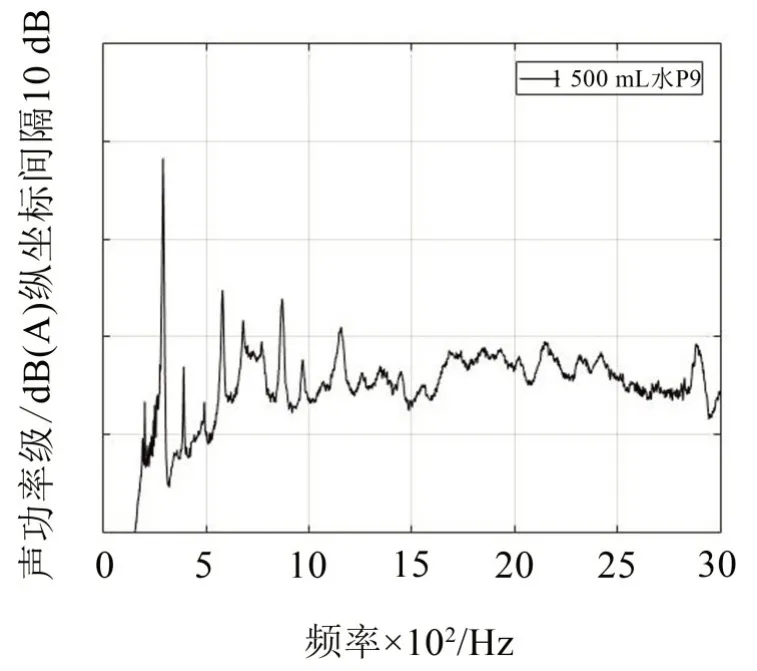
图1 破壁料理机第9档声功率频谱

图2 破壁料理机第9档壳体和杯壁振动加速度频谱
2 声源辨识
破壁料理机由上面装满液体的杯体和下部安装了电机的主机两部分组成。电机转动产生振动和噪声,电机风扇高速旋转产生通风噪声,电机振动通过支架传递到主机壳体使主机壳体振动辐射噪声,杯内刀片高速旋转搅动液体拍打杯壁,使杯壁振动辐射噪声。为了达到减振降噪的目的,首先需要确认主要的噪声源。声源辨识方法是在多个噪声源和振动部件的复杂情况下,确定各个声源和振动部件的噪声辐射性能。声源辨识技术利用测量面的信息采用特定的变换算法,重建声场中任意场点的声压、振速与声强等参数,从而可以辨识出声源的位置。近场声全息测试技术(NAH)[6]是一种非常有效且直观的非接触测试方法,利用传声器阵列在包围源的全息测量面上测量声压信息,然后借助源表面和全息面之间的空间场变换关系,由全息面声压重建源表面或其他重建面处的声场信息,如声压、法向振速及声强等。
由于破壁料理机的形状比较复杂,本文采用基于边界元方法(BEM)的NAH[7-9],对工作中的破壁料理机进行声场重建。如图3所示。

图3 NAH测试照片
通过48通道平面阵列,采集破壁料理机机壳外包络前、后、左、右、顶部5 个平面的辐射声压信号,重建破壁料理机表面的声场,确定主要的辐射声源、频率。破壁料理机第9档NAH重建结果见图4至图5。其中图4是表面1阶工频的声压分布,图5是600 Hz~3 000 Hz频带表面声强分布。从图中可以看出1 阶主要的辐射噪声源在主机壳体侧面,600 Hz~3 000 Hz的宽频噪声的来源位于主机底部出风口。

图4 1阶工频表面声压分布图

图5 600 Hz~3 000 Hz频带表面声强分布图
3 壳体减振降噪
电机通过安装支架连接到主机壳体上,所以电机振动通过安装支架传递到壳体。电机是激励源,1阶工频振动主要原因是破壁料理机工作时电机、风扇、刀片组成的转子系统的不平衡。支架和壳体是振动的传递路径。壳体减振降噪可以从转子系统的动平衡特性和传递路径两个方面入手,但是该转子系统达到高级别的动平衡较难,而且极易受到装配误差的影响,本文主要研究传递路径的改进。
主要的设计思路是提高壳体固有频率,使固有频率远离1阶工频并且降低激励点的力到壳体响应点振动的传递函数,从而降低壳体1 阶工频振动。壳体优化设计的步骤是先建立壳体模型,通过仿真计算结果和实验数据的对比,保证模型的正确性,最后在仿真模型上进行结构修改,达到优化壳体的目的。根据有限元仿真和模态试验证明,结构振幅最大的地方是主机壳体底座下缘,因此修改模型时应在加强该处的结构刚度、减小振幅的同时,提高固有频率,使之远离工频。电机通过安装支架固定在主机壳体顶面,电机振动通过壳体顶面传递到壳体外表面。综合考虑提高固有频率、降低传递函数的效果和实现难易程度,最终选择在壳体外部加环肋、顶面加厚和连接顶面和侧面的方案,如图6、图7所示。

图6 壳体改进前后第9档工况声功率频谱对比

图7 壳体改进前后第9档工况壳体振动加速度频谱对比
图6至图7分别是壳体改进前后第9 档工况声功率和壳体振动加速度对比,从图中可以看出声功率在1阶工频下降了4 dB,壳体振动加速度在1阶工频处下降了10 dB。
4 通风降噪
电机高速运转产生热量,需要通过风扇通风散热。电机噪声中通风噪声是主要噪声源之一,而通风噪声又主要由风扇噪声所引起,属于空气动力噪声。风扇噪声分两大类,分别是频率为叶片频率及其倍数的旋转噪声和周围空气产生的涡流及其分裂形成的宽频带连续分布的涡流噪声[10]。根据破壁料理机的声功率频谱可知该型号破壁料理机的风扇噪声主要是宽频带的涡流噪声。影响通风噪声的因素很多,有风扇结构型式、风扇宽径比、风扇间距、叶片数、风扇转速、通风道结构以及通风效率等。
在几何形状相似的风扇中,声功率W和风扇参数的关系为W∝D7n5b(D为风扇直径,n为转速,b为风扇宽度)。风扇噪声的声功率与其外径的7 次方、转速5 次方、宽度一次方成正比,其中外径的影响最大。降低电机通风噪声主要从抑制声源和消声两方面采取措施。抑制声源在原理上可从减少风量、减少风阻、提高风扇效率、减小风扇直径及降低风扇转速等方面入手。而消声是按照空气动力学设计风路[11]。在保证温升的前提下,本文提出降低电机风扇直径10%和加排气消声器的两种降噪方案。图8是改进前后声功率频谱对比,从图中可以看出声功率下降了7.4 dB,降噪效果明显。

图8 改进风扇和加消声器前后第9档工况声功率频谱对比
5 杯体减振降噪
采用一系列降噪措施后,主要的噪声源得到抑制,原本次要的噪声源将变成主要的噪声源。通风噪声下降后主要的噪声频带集中在如图8所标注的1 500 Hz~2 500 Hz 频带。图9是通风噪声降低后壳体和杯壁振动频谱对比,相比较于壳体振动,杯壁振动在1 500 Hz~2 500 Hz较大,与图8所示的主要噪声频带对应,可认为该频带噪声的主要来源是杯体。刀片高速旋转搅动杯内液体,杯内液体拍打杯壁产生振动,刀片搅动水的过程比较复杂,可能会引起湍流和空化现象。可以从刀片和玻璃杯两个方面来降低噪声。本文主要从激励源入手,通过优化刀片叶形,减小由于原有刀片叶形造成的流动不稳定性。将原有的2层刀片组更换成5叶刀片,改进前后声功率对比见图10所示,其中1 500 Hz~2 500 Hz噪声明显下降。但是500 Hz以下特别是1阶工频振动和噪声上升,这主要是刀片质量增加和动平衡所造成的,刀片还可以进一步的优化,本文不再介绍。

图9 通风噪声降低后壳体和杯壁振动加速度频谱图对比
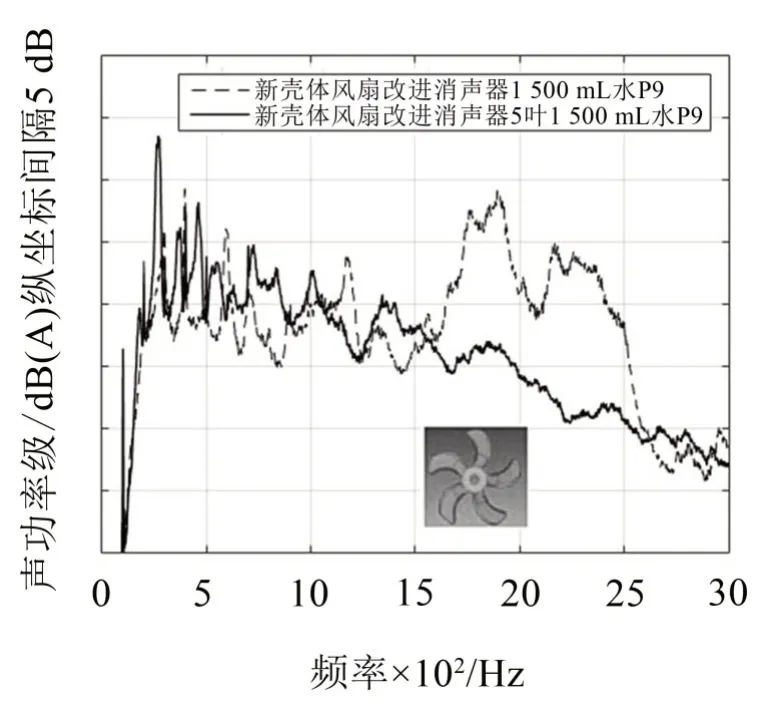
图10 刀片优化前后声功率对比
减振降噪的技术流程是产品设计中的重要环节,结合前文的研究内容,可以建立完整的低噪声破壁料理机减振降噪的技术流程和方法:首先通过声功率和振动测试,确定破壁料理机的噪声振动现状;再根据频谱分析,提取频率分布特征,找到振动噪声的主要频率;接着通过声源辨识技术,发现主要声源位于壳体侧面和底部通风口;然后通过传递函数、模态频率分析等方法,可以明确噪声传递路径;再针对激励源和传递路径,提出壳体、风扇和排气通道的改进方案;根据改进后的噪声频谱,发现现阶段主要激励源为刀片,提出刀片的改进措施并实施,最后验证。
6 结语
以某型号破壁料理机为研究对象,通过基于边界元的近场声全息技术,辨识出该破壁料理机的主要声源位于主机壳体侧面和下端通风口。通过优化壳体提高壳体固有频率,使固有频率远离1 阶工频并且降低激励点的力到壳体响应点振动的传递函数,从而使主机壳体振动在1 阶工频处下降10 dB。通过减小风扇直径和加消声通道的方式降低通风噪声,使总声功率下降7.4 dB。主机壳体振动和通风噪声降低后,由于刀片旋转引起的杯体噪声成为主要噪声,继续通过优化刀片使声功率最终下降10 dB。根据上述研究,建立了完整的低噪声破壁料理机减振降噪技术流程,该流程也可应用于其他类型的机电产品。
( 论文勘误)
发表于2015年2月的第1期论文《地震监测中异常次声波的识别方法》一文中,原图7存在子图遗漏与错误(已发表的图为被比较的波形图,且存在数据计算差错)。原图8为错误示意图。现更正如下:

图7 巴东地震前兆次声波与日本9.0级地震前兆次声波比较

图8 检测出的爆炸次声波