某海洋气田中心平台三甘醇脱水系统模拟研究
2019-12-24李天斌
李天斌
中海石油(中国)有限公司湛江分公司
某海洋气田中心平台为8腿中心处理平台,共有4层甲板,分别是直升机甲板、上层甲板、中层甲板和下层甲板。设置模块钻机、120人生活楼、主电站、气液分离及油水外输系统、湿气压缩及三甘醇(TEG)脱水系统、烃露点控制及干气外输系统等。海洋平台与陆地装置相比,结构复杂,空间狭小,各工艺单元均按撬装模式设计,布局更紧凑,分别布置在不同层高的甲板上。
井口气在平台上经脱水和脱烃,满足供气要求的干气通过海底管道输送至香港。天然气在输送过程中,液态水的存在会加速天然气中酸性组分CO2对钢材的腐蚀,还会形成固态天然气水合物,堵塞管道和设备。同时,液态水聚集在低洼处,也会减小管道的流通截面。天然气中的饱和水会因压力及管输温度的变化而凝结成液态水。因此,天然气在进入管输系统之前,需要脱除天然气中的饱和水[1-4],本装置采用TEG脱水的方案。
对于TEG脱水与再生系统,TEG循环量和再沸器操作温度对再沸器电加热器能耗有直接影响,汽提气用量也影响到生产装置的运营成本。因此,确定TEG循环量、再沸器操作温度以及汽提气量,不仅可以对现场操作起到指导作用,而且可以达到节能降耗、降低生产成本的目的。本研究使用Aspen HYSYS软件对TEG脱水及再生系统进行模拟计算,优化工艺参数,确定各变量之间的相互关系,从而找到最佳操作点。
1 TEG脱水系统基础
1.1 基础数据
天然气处理量(15.6 ℃,101.325 kPa,下同)、操作条件及技术指标见表1。
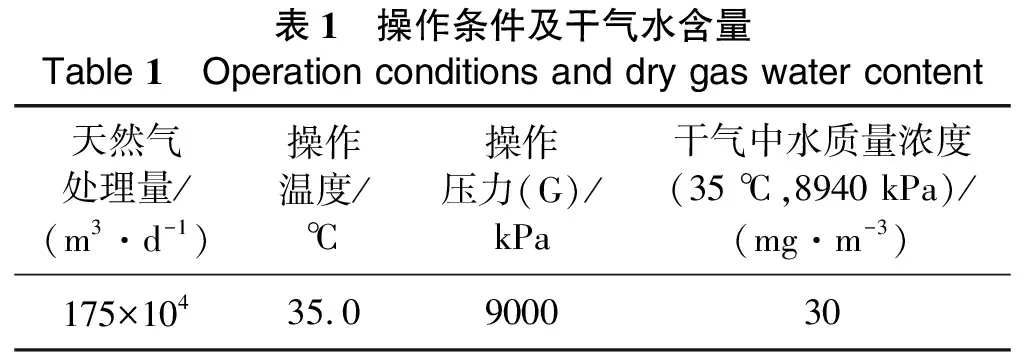
表1 操作条件及干气水含量Table 1 Operation conditions and dry gas water content天然气处理量/(m3·d-1)操作温度/℃操作压力(G)/kPa干气中水质量浓度(35 ℃,8940 kPa)/(mg·m-3)175×10435.0900030
天然气的组分含量见表2。
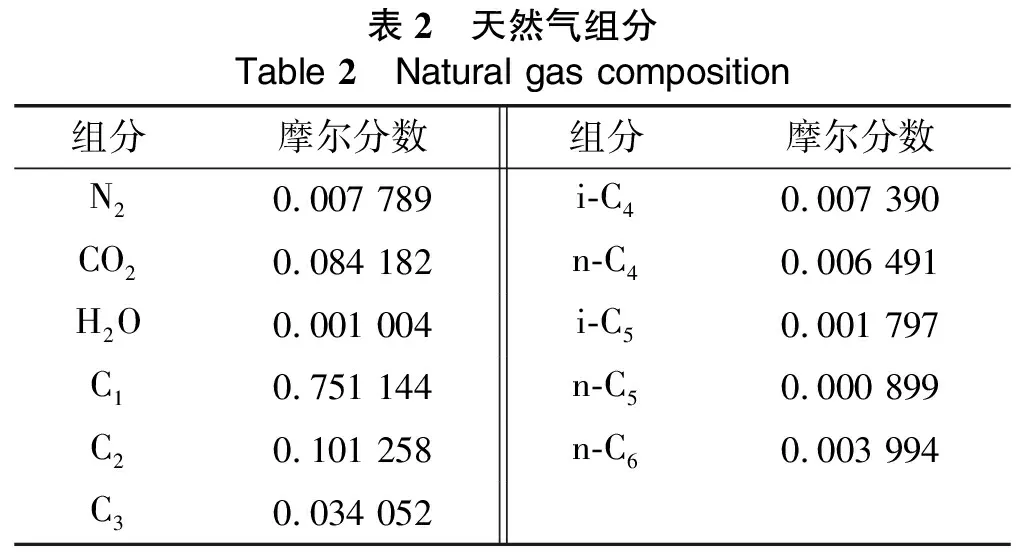
表2 天然气组分Table 2 Natural gas composition组分摩尔分数组分摩尔分数N20.007 789i-C40.007 390CO20.084 182n-C40.006 491H2O0.001 004i-C50.001 797C10.751 144n-C50.000 899C20.101 258n-C60.003 994C30.034 052
1.2 工艺流程描述
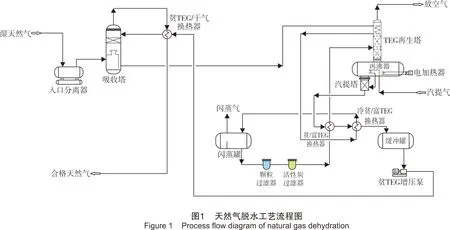
三甘醇脱水工艺流程如图1所示[5]。
温度为35 ℃、压力(G)为9000 kPa的湿气在入口分离器中除去固体颗粒、游离水和液烃,以避免由于甘醇发泡而造成的溶液损失及塔效率降低,然后从吸收塔底部进入,与从塔顶进入吸收塔的40 ℃贫TEG逆流接触,通过物理吸附去除气体中的水。离开塔顶的气体进入贫TEG/干气换热器,以冷却进入塔顶的贫TEG,随后,满足水露点要求的干气输送至下游。
吸收塔塔底的富TEG通过再生系统脱除吸收的水:富TEG先后在再生塔塔顶的换热盘管、冷贫/富TEG换热器中预热后,进入闪蒸罐,使溶解气、TEG及液烃三相闪蒸分离,分离出的三甘醇在颗粒过滤器和活性炭过滤器内去除杂质及有机物,然后与贫/富TEG换热器换热到170 ℃,进入三甘醇再生塔。三甘醇再沸器温度设定为200 ℃,脱除富甘醇中的水,然后在汽提塔内与汽提气逆流接触,进一步提高三甘醇的质量分数,达到合格后,陆续和贫/富TEG换热器、冷贫/富TEG换热器换热到90 ℃后进入缓冲罐,并用贫TEG增压泵输送到脱水塔循环使用。
2 TEG脱水系统模拟及分析
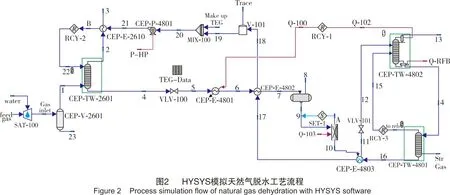
现以第1章中的基础数据及工艺流程描述为基础,使用Aspen HYSYS软件搭建三甘醇脱水及再生系统模型,工艺模拟流程如图2所示。
本次模拟计算关键初始值确定:吸收塔理论塔板数为3,贫TEG进入吸收塔的温度为40 ℃;富甘醇精馏塔为2块塔板,再沸器温度为200 ℃,操作压力为20 kPa;汽提塔塔板数为1,汽提气量为25 m3/h。
对TEG脱水工艺,降低干气含水量常用的方法有:增加三甘醇循环量、提高贫甘醇质量分数等;贫甘醇质量分数取决于再沸器温度、汽提气量等因素。使用Aspen HYSYS软件对贫TEG循环量及质量分数、再沸器温度及汽提气用量进行计算,分析各自对TEG脱水效果的影响,最终确定TEG循环量及质量分数、汽提气用量、再沸器温度,以期指导生产。
2.1 三甘醇循环量的影响
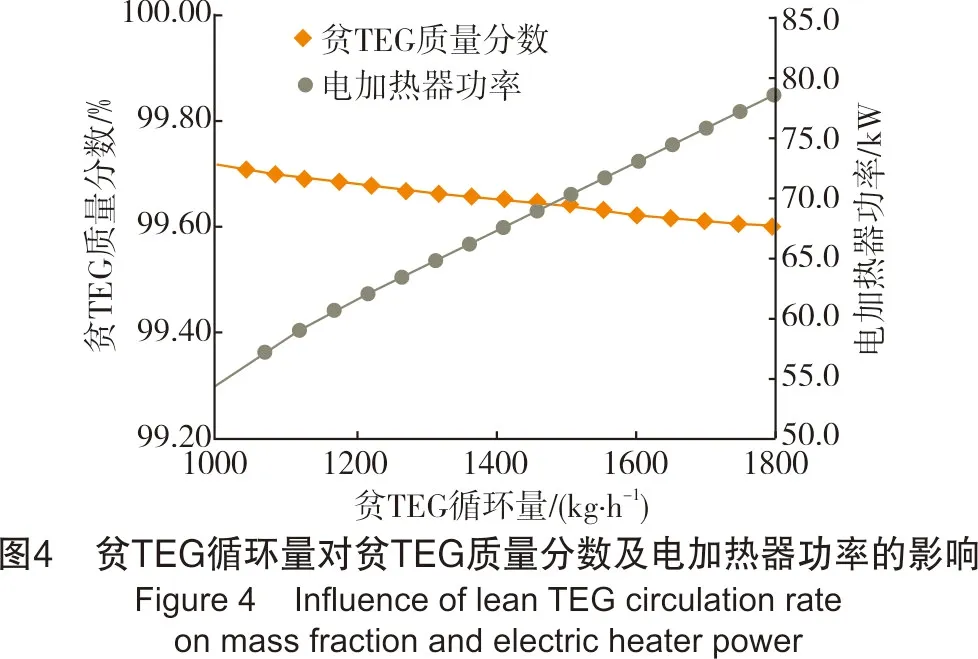
经计算,上述条件下,饱和天然气中水流量为57.5 kg/h,根据SY/T 0602-2005《甘醇型天然气脱水装置规范》及工程经验,脱除1 kg水需要17~25 L甘醇[6-7];当脱除1 kg水所用的甘醇量超过40 kg时[8],对干气水含量的影响已经很小。保持汽提气流量为25 m3/h,分别计算TEG循环量在1000~1800 kg/h变化时,贫TEG质量分数、干气含水量及电加热器热负荷的变化,结果如图3、图4所示。
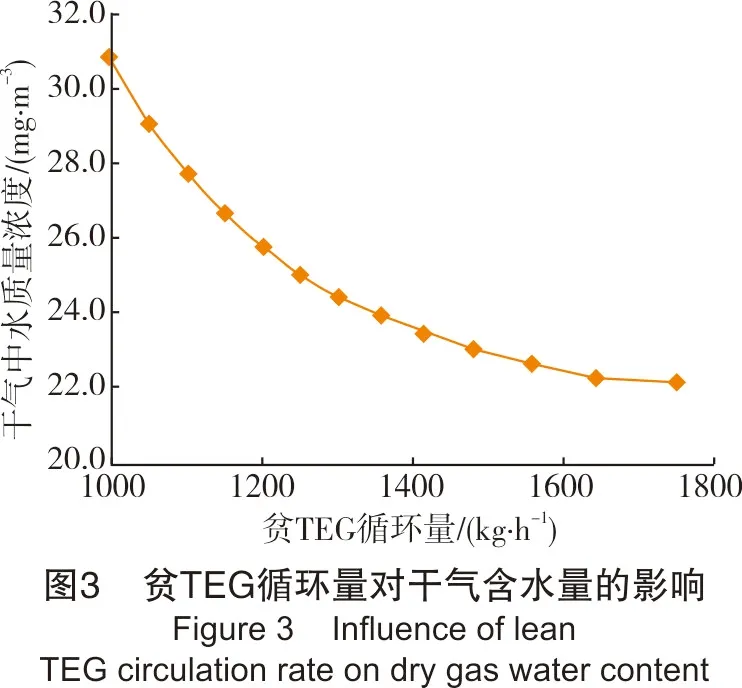
由图3可知:当贫TEG循环量小于1750 kg/h时,随着贫TEG循环量的增加,干气含水量急剧减小,贫TEG循环量对干气含水量的影响较为明显;当贫TEG循环量超过1750 kg/h时,干气含水量基本不随贫TEG循环量的增加而发生变化。
由图4可知:保持汽提气流量不变,随着TEG循环量的增加,再生贫TEG质量分数略微减小,但变化不大;再沸器电加热器功率呈线性增长,运行成本将增加。
2.2 再沸器温度的影响
保持甘醇循环量为1750 kg/h,逐渐调整再沸器温度,将其从180 ℃升至204 ℃,计算并统计干气含水量和再生贫TEG质量分数,结果见图5。

由图5可以看出,随着再沸器温度的升高,贫甘醇质量分数会逐渐增大,干气含水量也会明显降低。受TEG物理性质的影响,当TEG温度超过204 ℃时,三甘醇溶液分解速率明显增加,故再沸器温度范围为177~204 ℃[9-11],一般设定为200 ℃,如果再沸器温度升高至204 ℃,贫甘醇质量分数仍然不能满足脱水要求,就需要调节汽提气量。
2.3 汽提气的影响
TEG再生系统在没有汽提气的情况下,再生贫甘醇质量分数最大可达到98.75%,通过调整汽提气流量,再生贫甘醇质量分数最大可达到99.96%[8]。为提高贫甘醇质量分数,通常会使用汽提气,常用氮气或燃料气做汽提气,其用量通常为15~25 m3/m3TEG[12-13]。本项目基本流程为燃料气先在再沸器内预热后进入汽提塔底部,与来自再沸器的甘醇在汽提塔内逆流接触。现计算汽提气流量在0~40 m3/h范围内变化时,贫甘醇质量分数及干气含水的变化情况(重沸器温度200 ℃),结果见图6。
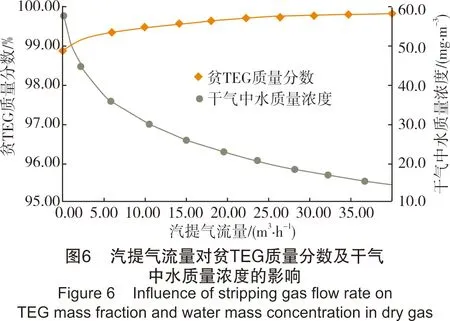
由图6可以看出,随着汽提气流量的增加,贫甘醇质量分数逐渐增大,但增大的速度越来越慢,当汽提气流量达到25 m3/h并继续增大时,贫甘醇质量分数将不会有明显的变化;而随着汽提气流量的增加,干气中含水量急剧减小,当汽提气流量超过25 m3/h后,干气中水含量减小的趋势逐渐减弱。即对于本装置而言,当重沸器温度不能再升高时,调节汽提气流量是调节贫甘醇质量分数及产品气中水含量的主要手段。
保持甘醇循环量为1750 kg/h,计算并统计再沸器在不同温度下,要使贫TEG质量分数达到99.6%,汽提气流量的计算结果如图7所示。
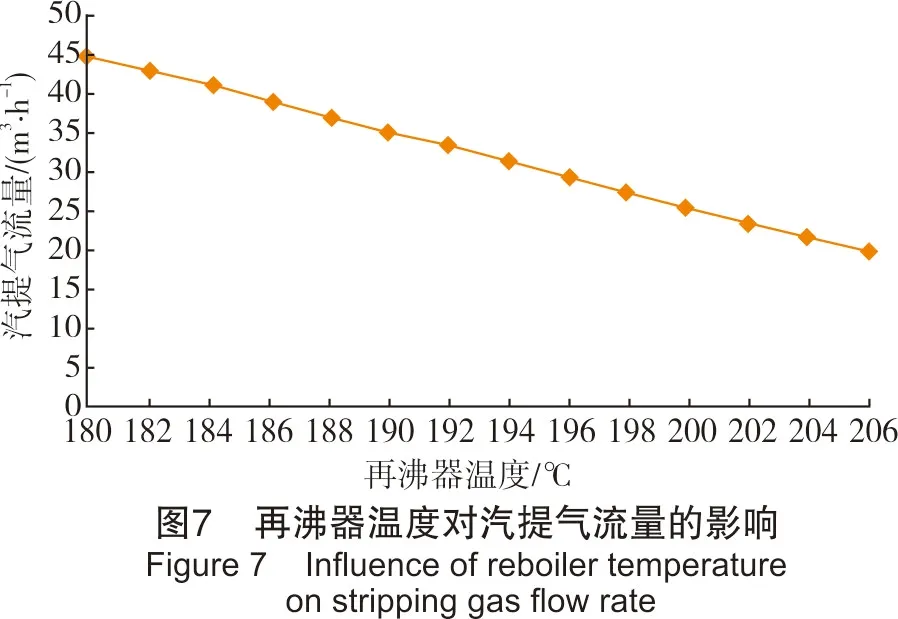
由图7可知,保持贫TEG质量分数不变,提高再沸器温度,所使用的汽提气流量逐渐减少,脱水效果也越来越好。在生产过程中,应综合考虑再沸器负荷与汽提气流量的经济成本。
2.4 数据对比
将上述模拟计算得到的关键工艺参数和实际生产数据汇总于表3。由表3可以看出,模拟计算数据与现场实际运行数据基本吻合,模拟计算结果可以用于指导实际生产。
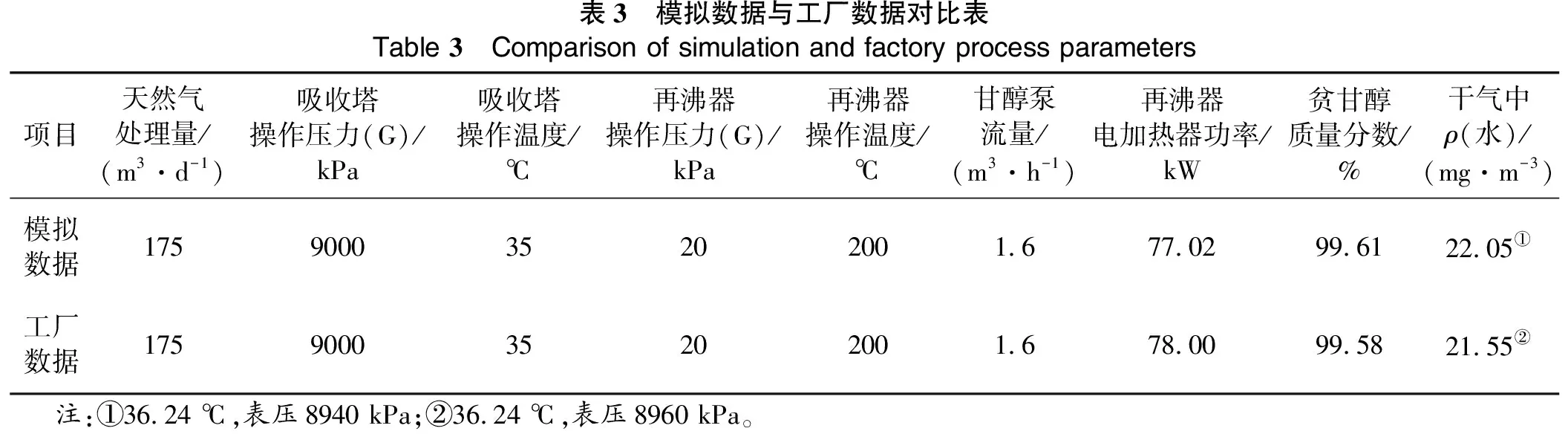
表3 模拟数据与工厂数据对比表Table 3 Comparison of simulation and factory process parameters项目天然气处理量/(m3·d-1)吸收塔操作压力(G)/kPa吸收塔操作温度/℃再沸器操作压力(G)/kPa再沸器操作温度/℃甘醇泵流量/(m3·h-1)再沸器电加热器功率/kW贫甘醇质量分数/%干气中ρ(水)/(mg·m-3)模拟数据175900035202001.677.0299.6122.05①工厂数据175900035202001.678.0099.5821.55② 注:①36.24 ℃,表压8940 kPa;②36.24 ℃,表压8960 kPa。
3 结论
(1)三甘醇循环量直接影响三甘醇脱水装置的脱水效果,可以按每1 kg 水30 L 甘醇的比例确定脱水系统所需要的甘醇量,如果继续增加其循环量,电加热器功率会呈直线升高,从而增加操作费用。
(2)通过升高再沸器温度,可以增大贫甘醇质量分数,理论而言,再沸器温度越高越好,但考虑到甘醇在高温下会发生降解,当TEG温度超过204 ℃时,三甘醇溶液分解速率明显增加,一般设定再沸器的操作温度为200 ℃。
(3)通过增加汽提气用量,可使贫甘醇质量分数明显升高,但达到一定的用量后,贫甘醇质量分数及干气含水量均不再发生明显变化,反而会增加汽提塔及再生塔的气相负荷,甚至发生液泛。
(4)甘醇循环量、再沸器温度及汽提气量对脱水效果均有明显的影响,同时,它们也是相互影响的,生产过程中可根据现场实际情况摸索出最佳操作点,不仅可以满足生产指标,还能达到节能降耗的目的。
(5)Aspen HYSYS软件具有丰富的热力学数据库及专用热力学方程,其计算结果能准确模拟三甘醇脱水工艺。通过实际生产与模拟数据的对比可知,软件计算准确,对工艺设计及现场操作具有指导作用。
