YJ17 型卷烟机烙铁调整工装的设计和运用
2019-12-23谢志兴徐永辉
谢志兴,李 旻,徐永辉
(江西中烟广丰卷烟厂,江西上饶 334600)
0 引言
烙铁是YJ17 卷烟机卷制成形系统的重要机构,作用是把卷制成形后的烟条搭口上的胶水烘干,使其快速成形,保持烟条直径稳定,避免粘贴不牢,出现质量缺陷。因此烙铁相对烟条的位置应正确调整,但现行调整方式存在烦琐、调整精度低的弊端,影响设备运行效率和产品质量的提升。为此,通过对烘干过程涉及的机构及调整过程进行分析,设计一种能够既保障调整精度又能节约调整时间的工装十分必要。
1 存在的问题
1.1 烙铁调整方式的弊端
本机电烙铁由图1 和图2 所示的2 套烙铁装置组成,结构基本相同,彼此独立,每个烙铁的调整方式是相同的。调整前,拆下烟枪前后压板,用量棒模拟烟条插入烟枪,手动把烙铁压倒量棒上。如图2 所示,然后拧松烙铁座固定螺钉,前后移动烙铁,调整烙铁和量棒的相对位置;转动角度定位螺丝,调整烙铁相对量棒中心的角度;分别转动调节螺钉,调整烙铁入口端和出口端的高度。
为了保障卷制成形工作的顺利进行,烙铁位置应满足以下要求。
(1)烙铁相对烟条搭口的前后位置。烙铁工作面应与烟条带胶水面的搭口纸边平行,里侧棱边应与搭口纸边平齐,但不可超出纸边,并且完整盖住烟条搭口。即在长度方向,烙铁工作面中心线与烟条中心线对正。
(2)烙铁入口端和出口端的高度。烙铁工作面必须在整个长度上轻压在烟条上(高度=烟支直径-0.1 mm)。
(3)在垂直于机器平面的方向,烙铁相对烟条中心的角度。烙铁工作面应与烟条中心成90°,才能保证烙铁工作面在宽度上贴合烟条搭口。

图1 电烙铁

图2 烙铁装置内部结构
量棒是刚性圆柱体,和烙铁的接触是线接触,不能保证烙铁工作面在整个长度和量棒母线平行并居中,也不能保证烙铁工作面和量棒中心成90°,在整个宽度上和量棒中心线平行。仅在高度方向,可以通过塞尺检查,避免高低头现象。
由于没有合适的工装,维修工只能依靠目测判断反复调整,调整精度较低,容易出现烙铁倾斜、偏移、仰头或耷拉头现象。
1.2 烙铁位置对烟支卷制质量和设备运行的影响
烙铁是将烟条搭口胶水烘干,完成卷制成形的最后保障,因此烙铁位置调整是否正确,直接影响卷制质量。如果烙铁位置调整不当,烟条会搭接不良,烟条圆度和圆周不合格,严重时产生散口,引起跑条。烙铁对烟条压得过紧,还会使烟条变形,甚至将搭口烫黄或刮伤烟条搭口处卷烟纸。
2017 年6 月,对抢修中拆装调整过烙铁装置的ZJ17-1#和2#机组的烟支进行了抽样,采集的烟支圆周均值和标准偏差(SD)数据见表1。
从上表看,尽管圆周均值在标准范围内,但SD 值较大,超限烟支较多,说明圆周控制不稳定,也从侧面说明现行调整方式的局限性和弊端。

表1 卷接机组烟支圆周抽样检测数据
2 问题分析
2.1 烙铁前后位置调整时存在的问题分析
调整烙铁前后位置时,量棒由于和烟枪槽圆弧吻合,能够保证自身在烟枪中居中。但松开螺钉,烙铁在量棒上是可以前后移动和倾斜的,没有其他装置辅助定位。从正面和上方看,烙铁外壳对视线阻挡,无法判断烙铁工作面是对中还是倾斜。从左右侧面看,烙铁体和量棒接触面是一个点,没有相对基准,仅凭目视是很难对中的。只能调整大致位置,再根据产品质量自检进行反复调整。还有一个不确定因素是在紧固时稍不留神,烙铁移位,会让前面的工作前功尽弃。
2.2 烙铁角度调整时存在的问题分析
量棒是刚性的,调整时烙铁工作面不可能在整个宽度压在量棒上,在宽度上只能是点接触,不易判断烙铁工作面是否竖直。
3 实施措施
3.1 改进思路
通过上述原因分析,可以得出导致烙铁反复调整、精确度低的主要因素有2 个。
(1)没有对中定位限制烙铁的前后移动和左右倾斜,不能很好地控制烙铁的位移,反复调整,不能保证精确度。
(2)使用量棒调整烙铁时,不能判断烙铁在整个宽度上工作面是否贴合烟条,用线接触去判断面接触的方法欠妥当,容易误判。
3.2 设计依据
为实现调整方便,精确度高的目的,需要设计对中定位、平面贴合以及高度满足要求的工装,通过使用工装直接获得较为理想的位置度,减少依赖经验判断产生的误差。
对中要求是烙铁工作面长度方向中心线、工装调整面中心线、烟枪半圆槽轴向中心线在轴向(即长度方向)上的平行和对正。定位要求是工装能够将烙铁工作面限制在对中位置,工装自身除可以沿轴向滑动外,不能前后移动或晃动。平面贴合要求是烙铁工作面和工装调整面完全贴合。高度要求是工装调整面高度应等于烟支直径减去合理压缩量。同时工装应方便嵌入烟枪半圆槽间。
3.3 材料选用
工装材料的选择要考虑到长期使用不至于很快磨损而失去其精度,保持工装尺寸的精确和恒定,同时也要考虑经济性,所以选用耐磨性、强度较高的碳素工具钢T10A。
3.4 主要结构
依据设计思路和目的、技术要求,首先构思出工装的结构,然后根据现场测绘数据,进一步将设计结果确定化和精确化,绘制零件图3。工装长220 mm,宽40 mm,和烟枪、烙铁有较大的接触面积,定位稳固。工装横截面底部是R4 的半圆形,和烟枪Φ8 mm 的半圆槽吻合。工装顶面成阶梯形,第一阶梯平面和两阶梯平面交接的竖直面是高度和对中的定位面,第一阶梯平面高度7.7 mm,竖直面偏移轴向中线2 mm。
3.5 使用方法
取下布带,从烟枪底板上拆下前后边板,将工装如图4所示嵌入烟枪半圆槽中,推到烙铁处。手动压下烙铁。松开锁紧螺母,转动角度定位螺丝和高度调节螺丝,直至烙铁工作面和工装上平面完全贴合,拧紧锁紧螺母。松开烙铁座2个固定螺钉,向里轻推烙铁,使烙铁体里侧面靠紧工装定位平面,拧紧固定螺钉。

图3 烙铁调整工装零件

图4 烙铁调整工装安装示意
4 实施效果
使用烙铁调整工装后,减少了调整的盲目性,减少了调整的次数,调整效率和调整精度得到提高。由于不再反复调整,调整时间可以降低50%以上。
反映到卷制质量,烟支的圆周指标比原来更好。2017 年9月,采用新工装对ZJ17-1#和2#机组的烙铁进行调整,对调整后的烟支进行了抽样,采集的烟支圆周均值和标准偏差等数据见表2,改进前后的数据对比情况见表3 和图5。

表2 改进后卷接机组烟支圆周抽样检测数据
从表3 和图5来看,使用新工装重新调整过烙铁的1#和2#两个机组圆周标准偏差(SD)和超限数量均大幅下降,说明圆周控制比改进前更稳定,烟支质量得到提升。
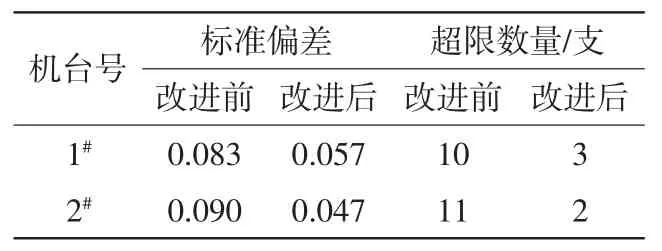
表3 改进前后样本烟支圆周数据对比

图5 改进前后样本烟支圆周数据对比
无论是调整效率还是调整效果,使用新的方法都比传统方法更符合实际使用场景,更能快速、准确进行检查、调整,减少返工造成的原辅材料浪费和运行效率损失,降低了烟支缺陷率,使产品质量得到保障。
