基于数字孪生理念的智能工厂与案例分析
2019-12-20林晓清
林晓清
(武汉理工大学 图书馆,湖北 武汉 430070)
智能制造的概念是由美国的怀特教授和布恩教授在20世纪80年代首次提出[1]。智能制造技术是世界制造业未来发展的重要趋势[2]。智能制造是面向产品全生命周期,不断自行升级优化的信息化制造。信息化技术的蓬勃发展,给现有的制造业带来了机遇与挑战[3]。从20世纪中叶到90年代中期,信息化表现为以计算、通讯和控制应用为主要特征的数字化阶段;从20世纪90年代中期开始,互联网大规模普及应用,信息化进入了以万物互联为主要特征的网络化阶段[4];当前,在大数据、云计算、移动互联网、工业互联网集群突破、融合应用的基础上[5],人工智能实现战略性突破,信息化进入了以新一代人工智能技术为主要特征的智能化阶段。各制造大国也紧跟时代潮流,纷纷推出了国家层面的先进制造战略,如美国的工业互联网[6],德国工业4.0[7],中国制造 2025 和“互联网+制造”等。美国在智能化方面一直处于世界领先地位,智能手机、物联网以及多功能、自动化的传感器等新一代信息技术都来源于美国[8]。
智能制造是“中国制造2025”战略背景下的主攻方向[9]。如何在现代传感技术、网络技术、自动化技术、拟人化智能技术等先进技术的基础上,通过智能化的感知、人机交互、决策和执行技术,实现设计过程、制造过程和制造装备智能化,打造真正的智能工厂[10],实现智能制造和生产。近些年来,数字孪生在越来越多的工业领域得以运用。陶飞等[11]根据数字孪生理念提出了数字孪生车间;美国国防部将数字孪生理念引入到航空航天领域[12];PTC公司则基于数字孪生理念运用于产品售后服务与支持,为客户带来更好的售后体验[13]。
数字孪生虽然在一些领域有一定的运用,但很多相关研究还只是停留在理论层面,实际运用案例很少。笔者根据数字孪生理念对某公司汽车混流装配线进行规划,阐述了数字孪生在汽车装配工厂中运用的具体步骤与数据分析结果。将数字孪生的理念与实践相结合,为人们继续深入研究数字孪生提供参考依据。
1 数字孪生与智能工厂
1.1 数字孪生
数字孪生技术的特点如下[14]:①利用计算机技术建立的虚拟模型是对物理对象的真实映射,并对物理对象的各类数据实时感知并集成融合;②通过参与物理对象的全生命周期,不断积累相关信息,并与其共同进化;③虚拟空间的数字化模型能够对现实中的物理对象准确描述,而且能够控制物理对象的运行过程,孪生数据能够促使物理对象不断优化,直到最优。数字孪生连接物理空间与信息空间的方式如图1所示。
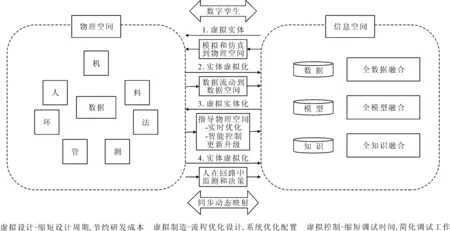
图1 数字孪生理念示意图
1.2 数字孪生与现代工厂的融合
物理工厂与虚拟工厂基于数字孪生的理念,以数据和互联网为媒介,实现双向真实映射与实时交互,打通物理世界和信息世界之间的桎梏,实现物理工厂与虚拟工厂的融合并产生孪生数据,在孪生数据的驱动下,实现工厂的全生产要素在物理工厂、虚拟工厂、工厂服务系统间的迭代运行,最终使物理工厂不断得到进化,直到工厂生产和管控达到最优的一种工厂运行新模式。物理工厂和虚拟工厂交互融合示意图如图2所示。
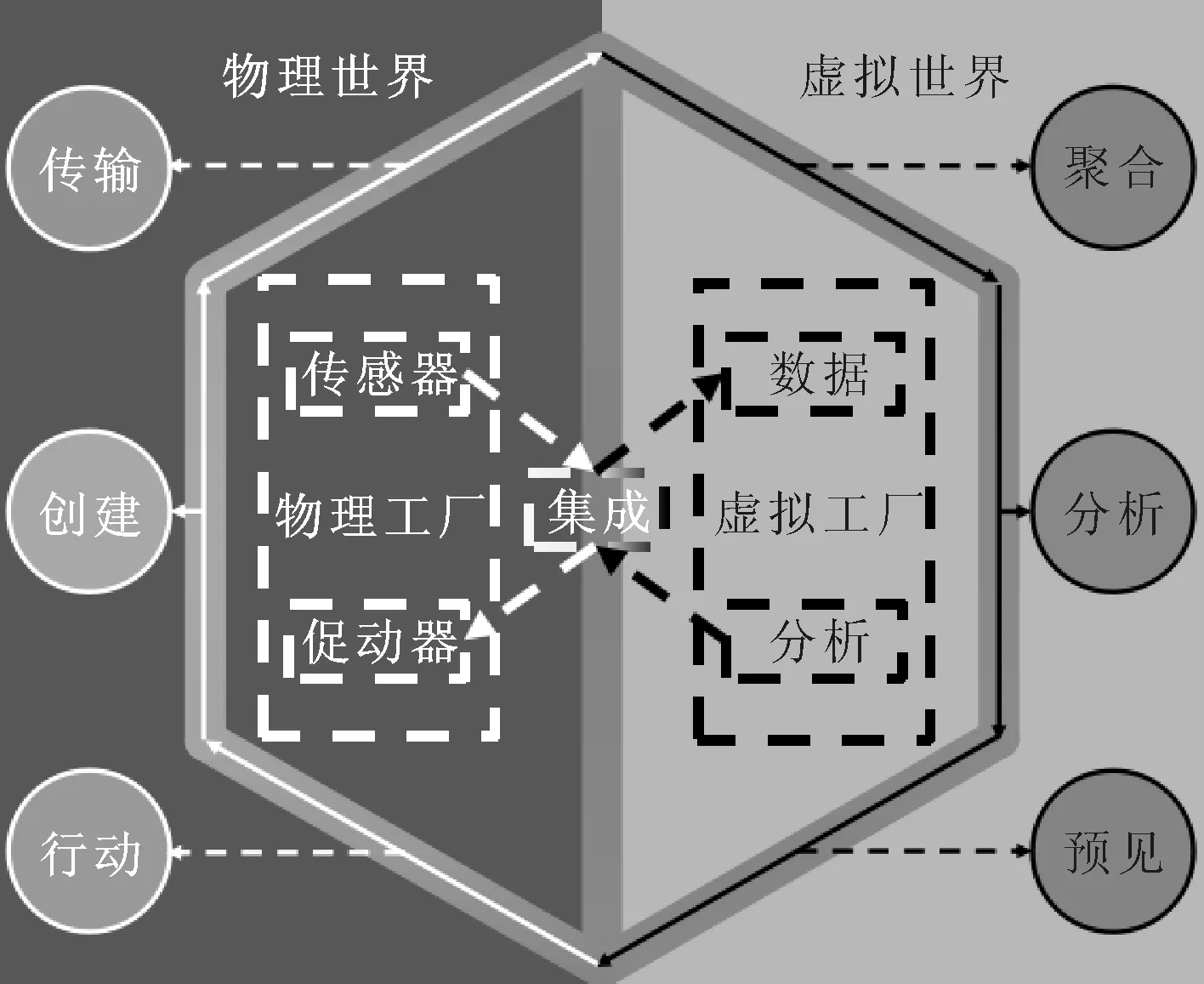
图2 物理工厂和虚拟工厂交互融合示意图
2 数字孪生系统的组成
数字孪生和工厂融合的主要系统组成如图3所示。物理工厂是物理空间内工厂的所有生产要素的总和,它是为了完成生产任务的客观存在;虚拟工厂是通过计算机技术建立起来的数字化模型,反映物理工厂的一切生产活动,负责对物理工厂的生产活动进行仿真和优化,并对生产过程进行实时监测与调控;CPS(cyber-physical system)作为一套综合技术体系,在智能工厂建设过程中为状态感知-数据分析-资源决策-规划执行提供技术支持,协助构建物理空间与信息空间各要素相互映射、实时交互、高效协同、共同进化的复杂系统,寻找工厂内资源配置的最优解;工厂孪生数据是物理工厂、虚拟工厂和工厂服务系统相关的数据,它是随着智能工厂不断进化的。
3 数字孪生与工厂融合运用案例
3.1 数字孪生理念与汽车混流装配线融合的方法
针对混流装配线运行机制复杂问题,采用仿真手段进行分析,先是基于Sketchup构建静态3D模型,还原生产线环境,确定场地、物料等约束条件;再通过传感器等实时感知物理工厂内的运行状态并转化为数字信息,并上传至虚拟工厂进行仿真和迭代优化;虚拟工厂对物理工厂实时监控,并根据优化结果对物理工厂的生产环节进行调控。
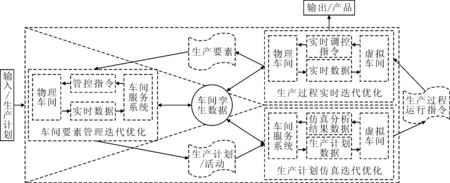
图3 数字孪生与工厂融合的主要系统组成
下面的案例是通过对某公司汽车混流装配线的调研,基于数字孪生理念,对这条生产线生产过程分析并进行规划,把装配线与数字孪生理念融合。在案例中仅以内饰、底盘、终一、终二工段进行分析,以下是数字孪生理念与汽车混流装配线的融合采取的方法和步骤。
根据实际作业流程,构建各工站的动态模型,分析整个工段运行状态,对员工作业、物料配送进行仿真。仿真结果生成的数据与物理汽车装配线建立联系,指导物理装配线的生产过程;同时物理汽车装配线产生的感知数据上传到虚拟汽车装配线进行仿真模拟,产生数据。二者数据不断交互,共同进化。物理装配线和虚拟装配线二者数据交互的本质是建立起与信息世界的联系。
3.2 虚拟汽车装配线建立的步骤
3.2.1 混流装配线静态建模
通过对生产线现场进行实地测绘,利用Sketchup的线条、圆弧、推拉、路径跟随等工具,可实现对物体的几何建模。生产线旁料架、生产线旁布局的实物与3D建模对比图如图4和图5所示。
图4 料架实物与3D模型对比图
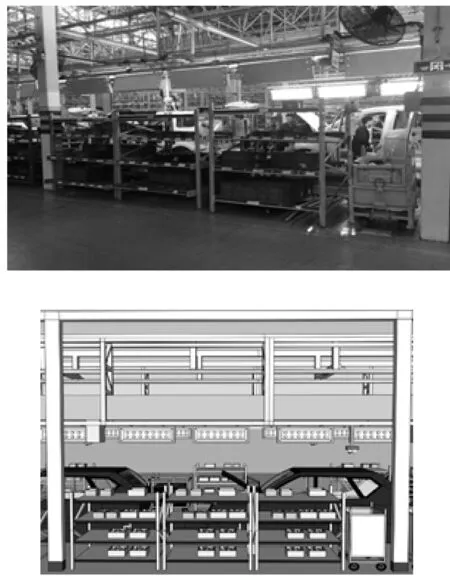
图5 生产线旁布局对比图
3.2.2 混流装配线动态建模
使用Flexsim建立一个真实系统的3D计算机数字孪生模型,用更短的时间、更低的成本来研究系统。通过创建实体、实体连接、参数设置、可视化仿真,为后面数字孪生分析提供数据依据。
3.2.3 基于Flexsim的混流装配线仿真
通过静态建模和动态建模,以完成各工段仿真模型的建立。Flexsim的仿真流程如图6所示。通过对仿真运行结果进行分析,进而指导装配线并提出相应的改进措施。
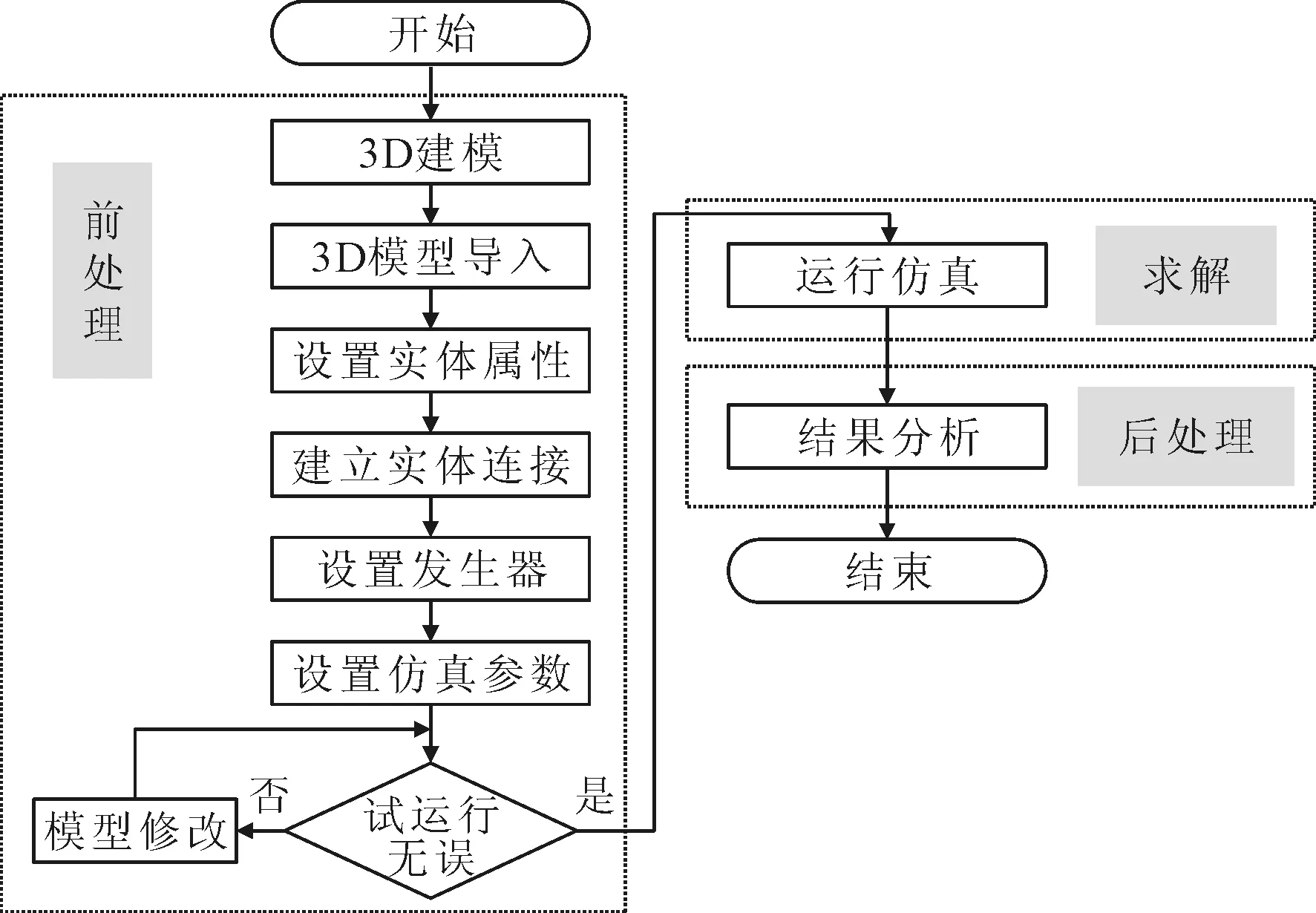
图6 Flexsim仿真流程图
本次仿真运行时间为一个班次,每班次的工作时间为10 h,即将单次仿真的终止时间设置为36 000 s。
对于混流装配线,主要研究装配线平衡和投产排序。装配线平衡主要研究各工位作业时间,而汽车总装以人工装配为主,反映在Flexsim仿真中即各工位操作员的作业状态;投产排序对装配线的影响,主要为各工位的作业负荷和线旁物料的消耗,反映在Flexsim仿真中即为各工位操作员的作业状态和暂存区物料的实时消耗状况。仿真运行36 000 s后,通过Flexsim的Dashboard和统计与报告等功能实现对生产线实时数据的监测与统计分析。
(1)操作员实时状态分析。通过图7可知,B073L_2,B073R_1,B073R_2,B075L_1,B075R_1等工位操作员的空闲率较低,作业强度大,且取料、步行时间占比较大,为瓶颈工位。由图8可知,这些瓶颈工位作业负荷波动大,生产线平衡状况差。
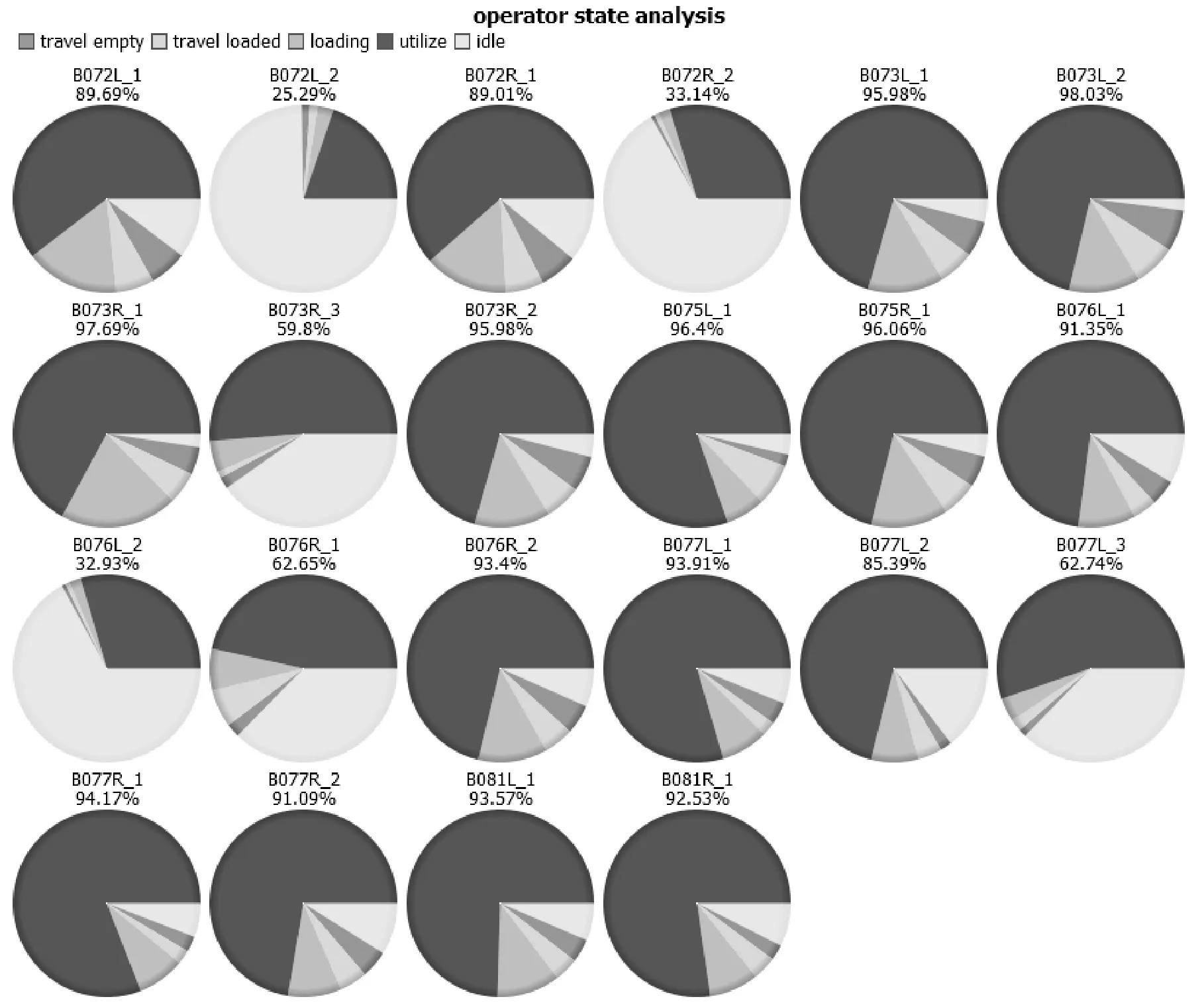
图7 操作员实时状态

图8 操作员状态平衡墙
(2)物料实时消耗分析。由图9可知,生产线总共上线车辆为372辆,装配完毕下线的车辆为366辆,有6辆车停留在生产线上。其中,车型1(CN112)生产和车型2(CN113)生产各123辆,车型3(CN180S)生产120辆。
另外,由图9可知,物料B073L_2_9053315(前地板孔盖)消耗量最大为494;其次为物料B073L_2_24542553(尾门内板孔塞)、B073R_1_23933512(导向环盖)、B077R_2_23934016(导向环盖)消耗量为246;其他物料消耗较均衡为123。为缓解物料供应压力,投产排序时不能长时间连续排产CN112、CN180S两种车型。

图9 物料消耗统计结果
3.3 数字孪生与汽车装配线融合结果
汽车装配线的生产要素数字信息可以通过物联网实时上传到虚拟汽车装配线,虚拟装配线根据实时数据模拟汽车装配线实际的运作情况进行仿真优化,并实时调控实际汽车装配线的运作,实际汽车装配线与虚拟汽车装配线通过实时的信息交互不断进化,使整个汽车装配线的效益最大化。
4 总结
(1)物理世界和信息世界的联通与融合是智能制造可以广泛应用的桎梏。数字孪生是连接物理世界与信息世界的通道。
(2)数字孪生与现代工厂的融合,打通了物理世界与信息世界的通道。根据物理工厂建立虚拟工厂,实现物理工厂与虚拟工厂(信息世界)的信息互联与共享,二者并行存在,共同进化。
(3)通过对某汽车混流装配线智能制造案例的分析,得出了数字孪生与装配线融合的方法,为数字孪生的实践运用提供了参考。
