基于CCD视觉成像的管-板焊接装置设计及检测方法*
2019-12-19于复生严高超朱宝星
梁 为,于复生,严高超,朱宝星
(山东建筑大学 机电工程学院,济南 250101)
0 前 言
在锅炉、石油、化工、核能等工业部门的热交换器生产中,热交换器是重要的热力设备[1]。我国的压力容器制造行业与世界工业发达国家相比,无论在产能、生产效率、技术装备的先进性,还是产品质量控制与管理、技术标准和信息化技术的应用等方面,都存在较大差距[2]。 在整个换热器的制作过程中,管子和管板接头的焊接是工序的关键部分[3],如果焊缝的根部没有焊透,焊缝中存在裂纹、气孔等缺陷,在检验中又未被发现,那么在运行中就会在交变应力的作用下,使缺陷扩展、泄漏通道扩大、从而导致冲蚀、以至泄漏,影响整机的运行安全[4]。 而管-板焊接接头在运行过程中发生泄漏是换热器不能正常工作的主要原因[5],因此管-板焊接接头的质量将直接影响设备的使用寿命[6]。
在换热器的生产制造过程中,管子与管板焊接的特点是:接头数量大,焊接位置苛刻,工作环境恶劣。 近年来,国内开发了多种类型的管-板自动焊机[7-17],如李敏[11]设计的全位置自动管板氩弧焊机,使焊机结构更加紧凑,提高定位精度,进而提高焊接质量。 又如王振民等[16]研制的全数字管板自动化焊机,具有良好的动静态性能,焊缝成形美观,“鱼鳞纹” 规则均匀,焊接质量较高,但是在实现整台换热器上千个管孔全自动焊接方面仍存在一些问题,因此研发了基于CCD 视觉成像的管-板焊接装置,并提供了用于该装置的检测方法。
1 管-板焊接装置整体结构设计

图1 管-板焊接装置结构示意图
管-板焊接装置的结构设计如图1 所示。 该装置是由控制系统、移动机构、视觉成像系统和焊接装置组成的,移动机构包括y 轴旋转机构、z 轴升降机构、x 轴旋转机构、CCD 移动机构、焊机移动机构、z 轴旋转机构和x 轴移动机构,视觉成像系统包括CCD 视觉成像系统、激光测距传感器和CCD 光源,焊接装置为焊机,控制系统为PLC 控制器。 x 轴移动机构上方安装有z 轴旋转机构,z 轴旋转机构上方安装有z 轴升降机构,z 轴升降机构侧面安装有x 轴旋转机构,x 轴旋转机构外侧安装有y 轴旋转结构,y 轴旋转结构上方安装有CCD 移动机构和焊机移动机构,CCD移动机构和焊机移动机构后方安装有PLC 控制器,CCD 移动机构前方安装有CCD 视觉成像系统、CCD 光源和激光测距传感器,焊机移动机构前方安装有焊机。
y 轴旋转机构、z 轴升降机构、x 轴旋转机构、CCD 移动机构、焊机移动机构、z 轴旋转机构和x 轴移动机构采用液压驱动并配备相应的位移传感器,z 轴升降机构用于实现y 轴旋转机构、PLC 控制器、CCD 移动机构、焊机移动机构、CCD 视觉成像系统、激光测距传感器、CCD 光源和焊机沿z 轴的升降运动; x 轴旋转机构用于实现y 轴旋转机构、PLC 控制器、CCD 视觉成像系统、激光测距传感器、CCD 光源和焊机绕x 轴方向的旋转运动; z 轴旋转机构用于实现 y 轴旋转机构、PLC 控制器、z 轴升降机构、x 轴旋转机构、CCD 移动机构、焊机移动机构、CCD 视觉成像系统、激光测距传感器、CCD 光源和焊机绕z 轴方向的旋转运动; x 轴移动机构用于实现y 轴旋转机构、PLC控制器、z 轴旋转机构、z 轴升降机构、x 轴旋转机构、CCD 移动机构、焊机移动机构、CCD视觉成像系统、激光测距传感器、CCD 光源和焊机沿x 轴方向的运动; y 轴旋转机构用于实现 PLC 控制器、CCD 移动机构、焊机移动机构、CCD 视觉成像系统、激光测距传感器、CCD 光源和焊机绕y 轴的旋转运动; CCD 移动机构用于实现CCD 视觉成像系统、激光测距传感器和CCD 光源的伸缩运动; 焊机移动机构用于实现焊机的伸缩运动,旋转机构和移动机构液压工作原理如图2 和图3 所示。
z 轴升降机构移动的高度位置信息,x 轴移动机构的水平位置信息,x 轴旋转机构、y 轴旋转机构和z 轴旋转机构旋转的角度信息,CCD 移动机构和焊机移动机构的移动位置信息被记录下来。
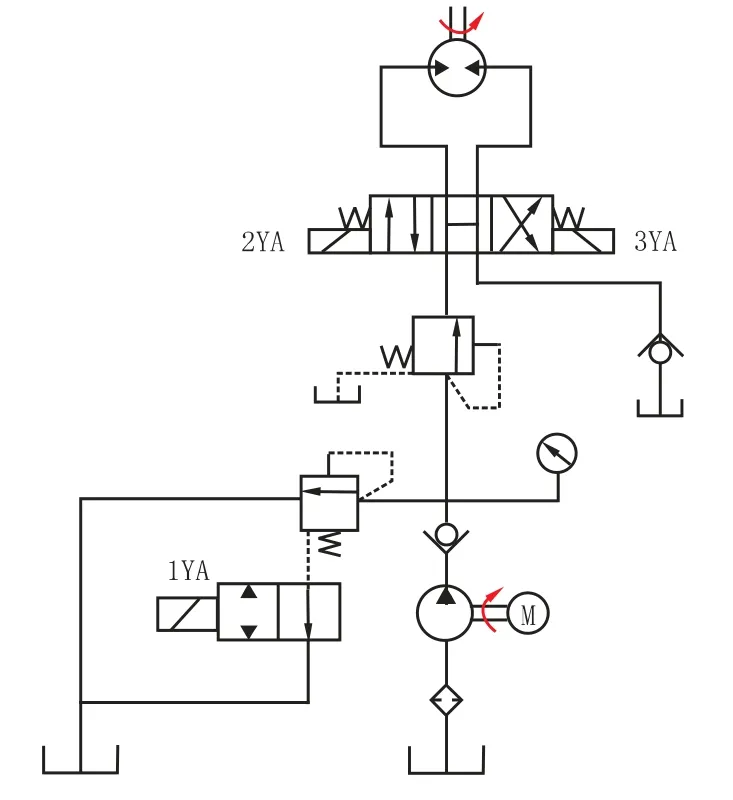
图2 旋转机构液压工作原理
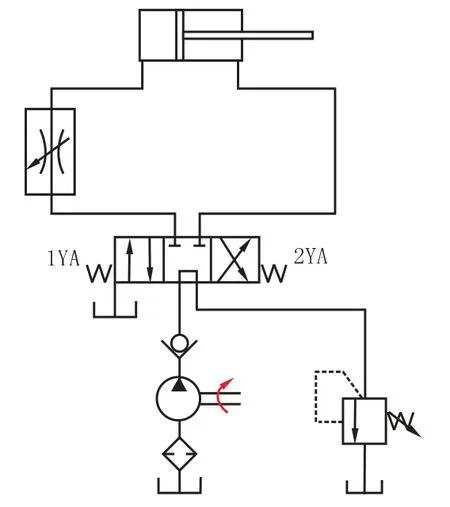
图3 移动机构液压工作原理
2 管孔中心坐标检测方法
管孔中心坐标的检测方法包括四个步骤:
(1) 将待测工件摆放至焊接装置前方。 待测工件的板面与焊接装置所处水平面和垂直面的水平偏角为α 和垂直偏角为β,管排中心连线与水平线间的夹角即管排倾角为θ,如图4 和图5所示。

图4 管-板面检测点及夹角示意图
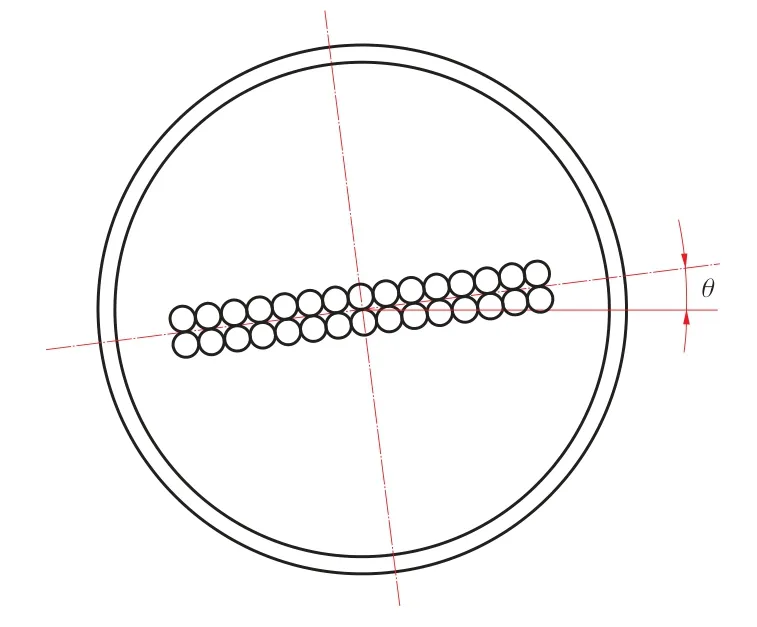
图5 管排倾斜度示意图
(2) 确定板面上不共线三点的坐标。 通过PLC 控制器控制z 轴升降机构和x 轴移动机构带动激光测距传感器上下左右移动,检测板面上不共线的三个点分别到传感器的距离,确定待测工件的板面上不共线三点的坐标。
(3) 求得待测板面的平面方程。 假设不共线的三点 (A、B、C) 坐标分别为 A (xa,ya,za)、B (xb,yb,zb)、C (xc,yc,zc),设平面的一般方程为:

将所得到的三点坐标代入所设平面方程可得
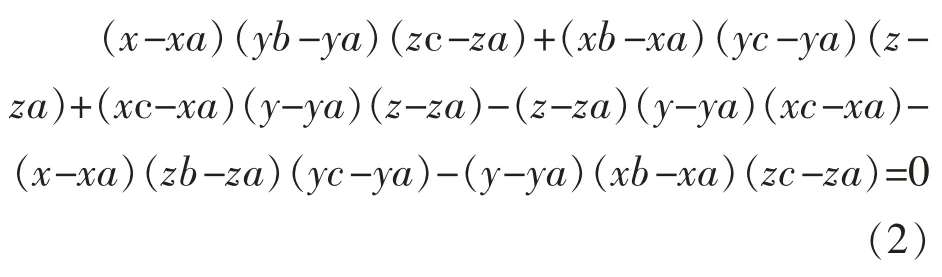
转化成行列式为
(4) 调整 CCD 视觉成像系统。 根据所得到的平面方程,通过两平面法向量的夹角计算得到板面与水平面和垂直面所成水平偏角α 和垂直偏角β,利用PLC 控制器控制x 轴旋转机构和z 轴旋转机构带动CCD 视觉成像系统旋转水平偏角α 和垂直偏角β,使CCD 视觉成像系统与板面垂直,焊机与CCD 视觉成像系统由x 轴旋转机构和Z 轴旋转机构同时调整,固此时焊机同样与板面垂直。 CCD 视觉成像系统与待测工件垂直后,利用CCD 视觉成像系统检测任意一排中的两个管孔中心坐标,即可得到该排管孔中心所在的直线,该直线的斜率即为管排倾角θ,控制y 轴旋转机构带动CCD 视觉成像系统旋转抵消掉θ,此时CCD 视觉成像系统与管板面相对水平,便于后续管孔中心坐标的测量。
通过CCD 视觉成像系统获取管孔坐标,再由PLC 控制器控制整机完成管板焊接工序。
3 结束语
基于CCD 视觉的管-板焊接装置能实现整台换热器上千个管孔的全自动焊接,该检测方法能够准确获取管-板表面管孔中心坐标,为管子管板的全自动焊接工作提供准确数据,保证管-板焊接的质量和速度,降低劳动强度,具有一定的推广和应用价值。
