基于PPrroo//E的动态选粉机模块化设计
2019-12-17王烨
王烨
动态选粉机作为目前主要的粉状物料分选设备,因应用条件的不同,会有很多形式,这给设计人员带来了许多重复的工作量,所以合理的设计方法就显得尤为重要。模块化是指对产品设计出一系列通用的功能模块,通过对模块进行选择和组合,以构成不同功能或功能相同但性能不同、规格不同的产品,在满足客户需求的同时又因为模块的通用性较强降低了制造和管理成本,该方法在工业设计上的应用较为普遍[1-4]。笔者运用模块化设计理念,对动态选粉机的结构进行合理的模块划分,利用Pro/E分别对各个模块进行独立设计,不同模块组合形成不同形式的动态选粉机,从而提高设计人员的工作效率。
1 动态选粉机的模块划分及设计
1.1 动态选粉机结构及模块划分
图1所示的是几种常用的动态选粉机,此类选粉机从结构上分为:壳体、回转部分、驱动部分、导流叶片。
产品模块划分是模块化设计的关键环节,模块划分应当遵循以下原则:模块的功能和结构的独立性和完整性;模块的连接和分离的便利性;合理的模块划分粒度;模块的通用性好等[5]。根据这些原则并结合动态选粉机本身的特点,可以将其划分为两层模块。第一层模块:驱动模块、壳体模块、回转模块。第二层次的模块是对第一层模块的细化,具体见图2。这样划分的模块满足了设计、制造、维修等多个方面的需要,如笼子是动态选粉机的核心工作装置,关系到设备的工作性能,对其单独划分模块,便于设计时直接更换笼子模块,能够使新设计的产品得到快速应用;制造时,以模块为单位进行生产,规格不同的笼子使用同一块板材下料,能够提高板材的利用率,节约成本;维修时,笼子是易损件,对单一模块能够快速更换,简化了维修程序,降低了维修成本。
动态选粉机的形式多种多样,进风形式、喂料形式、出风形式均不同,同一个部件要有不同的模块,通过不同模块的合理搭配,形成各式各样的动态选粉机。图3为常用动态选粉机的模块构成。
1.2 模块的设计

图1 几种常见的动态选粉机
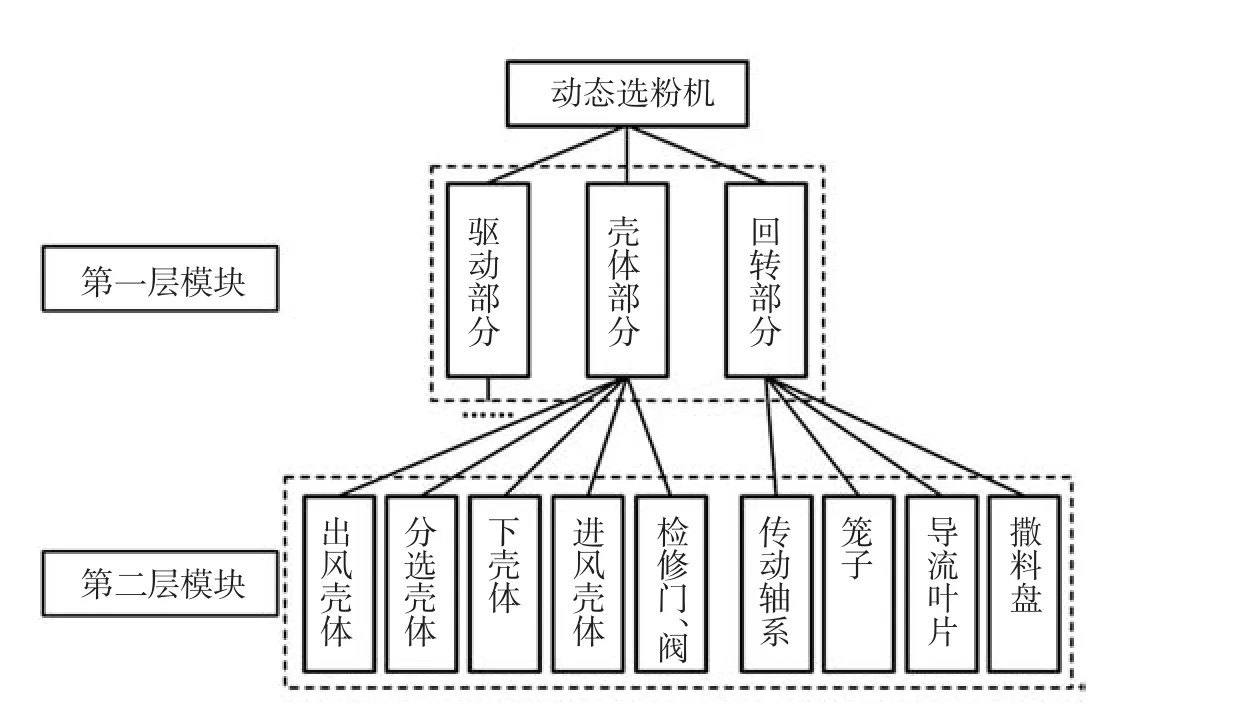
图2 动态选粉机两层模块划分结果
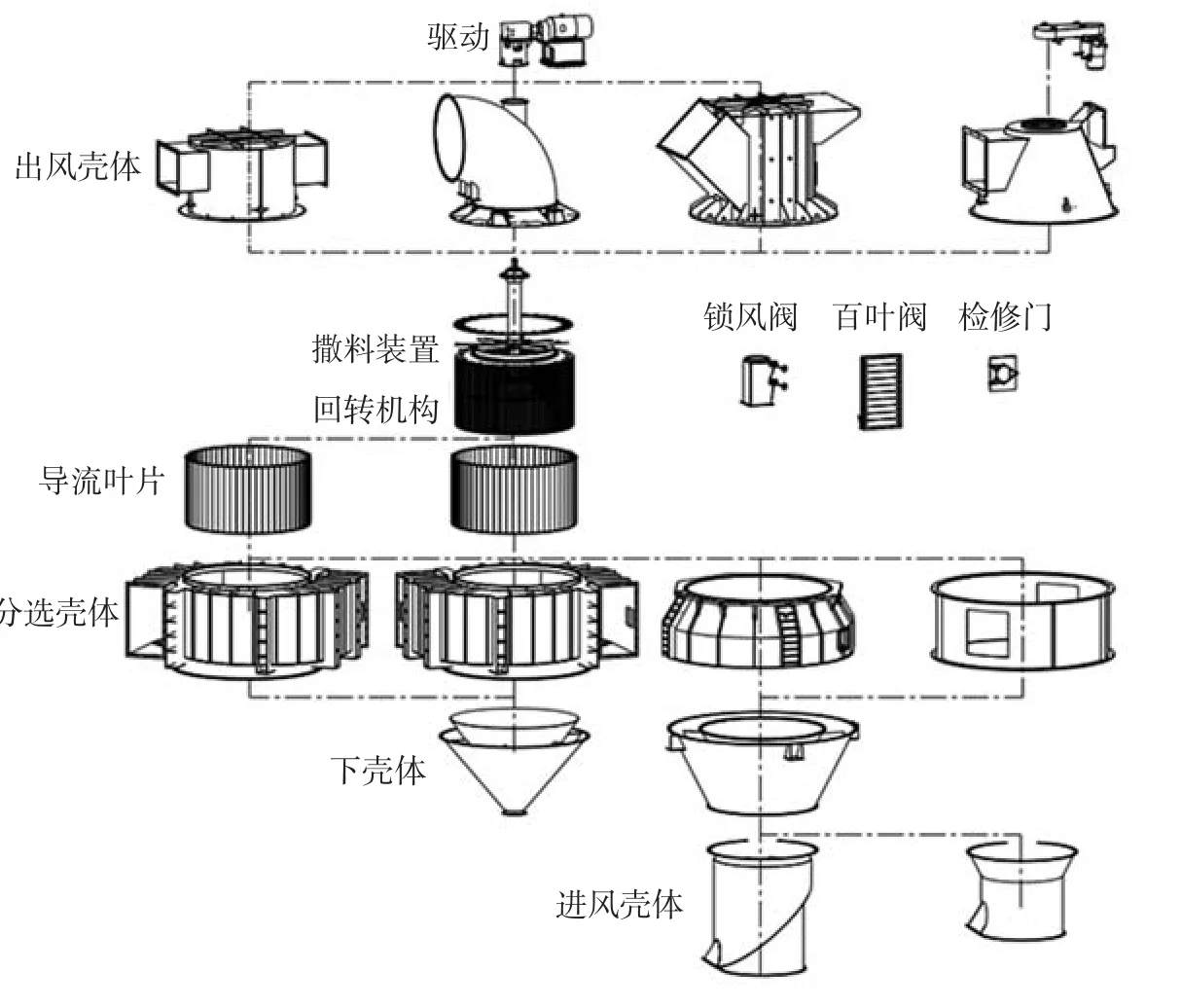
图3 动态选粉机的模块构成图
Pro/E具有参数化的优势,同时又提供了很好的设计平台。Pro/E提供了Top-Down(自上而下)的设计方法,该方法先进行总体结构框架设计,而后将信息传递到低层,各个零件并行设计,当顶层信息发生变化后,低层信息作相应的调整,提高了产品设计的准确性,容易实现产品的参数化、系列化设计。Pro/E骨架模型是实现Top-Down设计方法的工具之一,笔者及同事在工作中运用该工具设计了粉磨系统中的多种设备[6-7],证明了该工具的实用性。运用该工具对各个模块进行设计的基本过程如下:
(1)在第二层模块的asm总装配图中建立骨架模型,通过设置参考点、线、面来绘制骨架模型,对这些参考信息进行选择性地发布几何,如发布a、b、c……;
(2)在第二层模块的asm总装配图中新建prt零件,如零件 1.prt、2.prt、3.prt……,这些零件分别复制几何,即零件1、2、3分别得到了发布几何a、b、c中的信息;
(3)在零件中以得到的几何信息为参考进行建模,绘制工程图;
(4)更改参数,进行系列化设计。
第(1)步中绘制的骨架模型是否合理是模块设计是否成功的关键。绘制骨架模型时要充分考虑到模块的结构样式、复杂程度等因素,进而采取不同类型的绘制方法。对于笼子和传动轴系,由于其结构较简单,以回转形式为主,所以宜采用参考面、线的形式,之前发表的文章有详细的介绍[7]。传动轴系可以采用参考面、线绘制骨架模型(见图4)。
对于结构较复杂的壳体,由于其曲面较多且曲面上有加强筋、检修门孔等,宜在骨架模型中运用曲面作为参考,而后进行面与面的修剪,这样可以精准地控制加强筋、检修门孔等的形状。同时在骨架模型中发布出去的是曲面,零件通过复制几何得到的也是曲面,可以直接将曲面加厚成钣金件,具有方便、快捷的优点。动态选粉机壳体可以采用曲面绘制骨架模型(见图5)。
为了后续更好地使用模块,在模块设计时需要注意以下问题:

图4 传动轴系可以采用参考面、线绘制骨架模型
(1)规范模块接口。模块接口是具有直接连接关系的两个模块在接合部位形成的连接特征。接口的规范化和系列化是模块互换的重要保证,因此在模块划分的基础上,要对接口进行深入全面的分析,定义所有的模块接口。如动态选粉机壳体的法兰盘直径,螺栓孔分布圆直径、方位和螺栓孔大小等。
(2)明确模块的适用范围。每个模块要有明确的适用范围,选用时可以有章可循。如锁风阀,在竖直管道和倾斜管道上应用时的结构是不同的,设计该模块时应明确其适用的倾斜角度范围。
2 模块的组装与替换
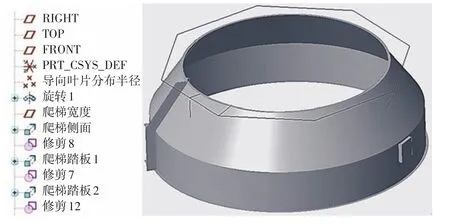
图5 动态选粉机壳体可以采用曲面绘制骨架模型
模块与模块之间的装配是通过定义模块间的约束关系来实现的,由第二层模块装配成第一层模块,第一层模块再装配成整机。由于低层模块不受上层模块的控制,所以模块是可以随意替换的。
在Pro/E中提供了多种替换元件的方法。其中,“替换为不相关的元件”这种方法通过对替换的元件重新设置约束关系,理解较容易,所以应用最为基础和广泛,适用于比较简单的装配约束关系,需要替换的数量也较少。对于有着相同接口及装配约束关系的模块来讲,运用“替换为互换”这种方法更为快捷方便[8],如图6中的两种进风壳体,可设计成互换的模块,设置好参照标签,在装配模型里即可直接将壳体1替换为壳体2,不需要再重新设置约束关系。采用“替换为互换”方法替换元件见图6。
3 结语
本文运用模块化的设计方法,对动态选粉机的结构进行模块划分,使用Pro/E的Top-Down的设计方法,对各个模块进行独立设计。工程设计时,通过工艺参数、进风形式、驱动模式等信息选择合理的模块,或者在已有机型上更换其他模块产生不同形式和不同规格的产品,实践表明,该方法大大减少了设计人员的重复工作量,提高了工作效率。

图6 采用“替换为互换”方法替换元件
