金属材料热处理变形的影响因素和控制策略
2019-12-14赵行,肖捷
赵 行,肖 捷
(陕西法士特齿轮有限责任公司,陕西 西安 710077)
热处理技术主要是通过对金属材料进行热加工而改变金属材料的外在物理属性或者是其内在的化学性质。热处理过程,因为零件热处理过程内部存在热应力和组织应力,所以不可避免的存在零件变形问题。如何减少变形,保证零件热后尺寸就是我们迫切需要解决的问题。针对我公司产品变速箱齿轮而言,热处理变形主要影响齿轮装配精度,轻则行驶中异响,严重的会导致挂挡失败甚至变速箱打齿。下面笔者就我公司某代表性零件举例说明我们在减少零件热后尺寸变形的一些探索[1]。
1 存在的问题
从2017年开始,公司某款同步器齿毂(材料20CrMnTi)经常出现由于周节累积误差过大而无法装配的现象,二月初出现批量无法装配的现象[2]。设计要求周节累积误差小于0.13mm。通过数据测量发现,当周节累积误差大于0.20mm以上会造成无法装配;当处于0.15mm~0.20mm之间时装配时有卡滞;当小于0.15mm时,装配较顺利。
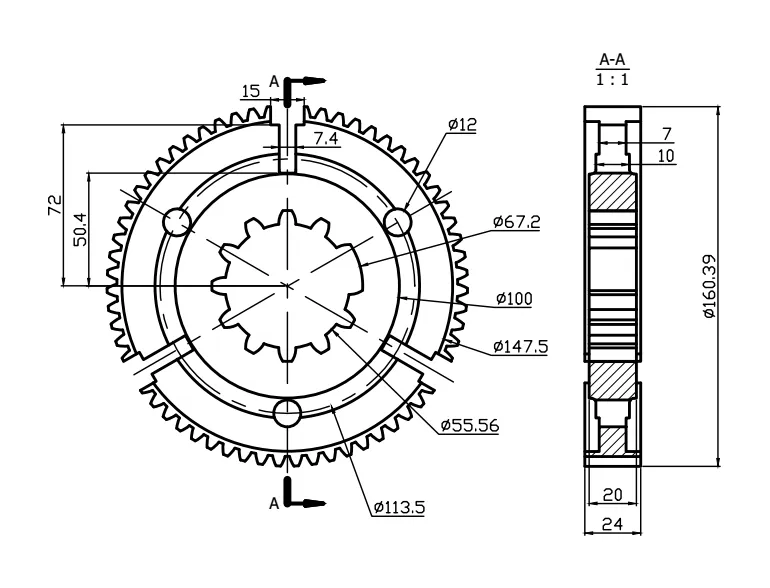
图1 同步器齿毂简图
2 采取的措施
(1)通过调整淬火介质、搅拌强度、渗碳淬火温度、装卡方式等多种途径,对该批次零件进行多轮工艺试验,该批次零件的材料淬透性信息及实验结果如下表。

表1 出现批量无法装配批次D17A25400、D17A25409零件的淬透性信息
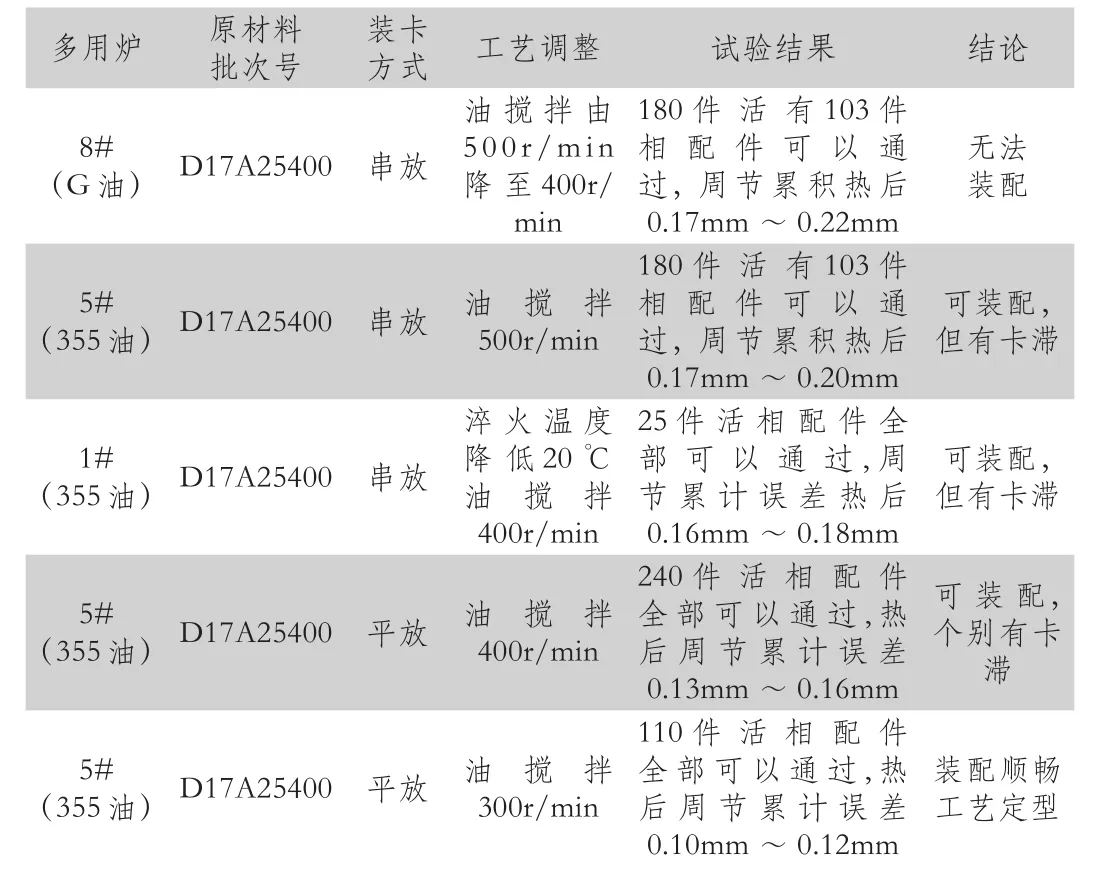
表2 D17A25400、D17A25409两个批次零件的试验结果
(2)对从库里挑出的淬透性偏低的D17B21509批次的零件进行类似的工艺验证,结果如下。

表3 淬透性偏低的D17B21509批次的零件淬透性信息
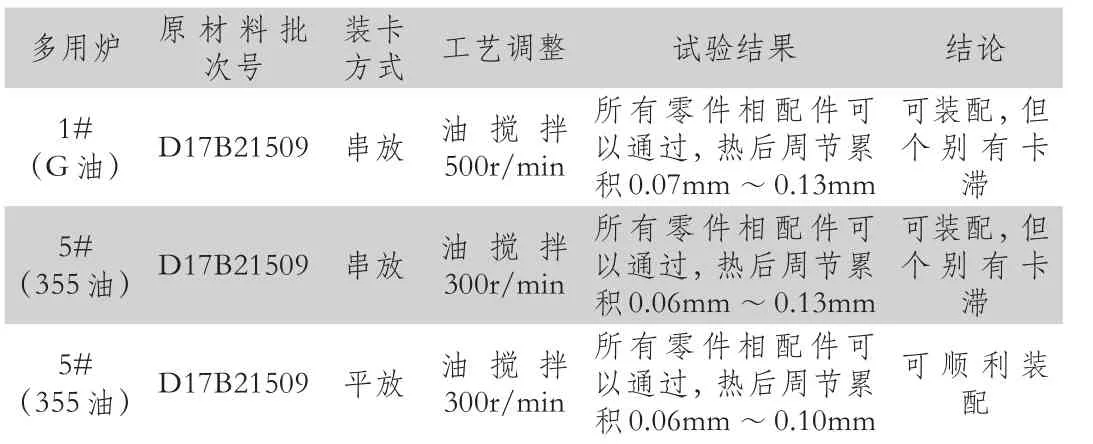
表4 淬透性偏低的D17B21509批次的零件的工艺验证结果
3 实验结论
(1)该类零件在热油热处理后的变形小于在G油热处理的。同设备同工艺情况下,搅拌速度降低有助于减小变形。
(2)20CrMnTiH材料端淬值偏下限的变形小于材料端淬值偏上限的。
(3)该类零件平装热处理变形明显小于串装热处理,到目前为止,平装热处理的零件可基本满足设计与生产的要求,但平装生产产能会有一些损失。
4 原因分析及后续改进
4.1 原因分析
(1)零件在试制开发进行冷热配合变形实验时不充分,对于零件合格与否的判定缺乏数据支撑,且未充分考虑20CrMnTiH材料淬透性处于极端状况下的零件变形情况。
(2)零件设计结构调整变化后,未重新进行充分的冷热变形实验验证便批量生产。
(3)齿毂类零件大多属于薄壁易变形零件,但该类零件未列入原材料信息重点跟踪的四大类零件,存在出现问题无法追溯的现象。
4.2 后续改进
(1)已签订低淬透性20CrMnTiH1的钢材技术协议,待该材料的零件毛坯到位后,重新进行冷热配合试验,进行工艺验证,根据验证结果考虑切换20CrMnTiH1的钢材。
(2)对齿毂类零件的平装工装重新进行优化设计,力争平装比串装的产能损失控制在15%以内[3]。
(3)将产量较大常见同步器零件纳入了重点跟踪的四大类零件目录,便于产品质量问题分析及产品追溯[4]。
5 结语
综上所述,金属材料热处理变形是我国当前一个主要的问题。因此,为了更好的解决金属材料在热处理过程中所引发的变形问题,需要不断地对引发金属材料变形的因素进行分析;根据其因素制定出有针对性的措施,以更好地减少在对金属材料热处理过程中所引发的变形现象,更好地让我国的金属材料以更佳的状态被应用在各行各业中。
