6061-T6/A356-T6铝合金焊接工艺研究
2019-12-11金文福沈其明魏鹏尧齐芃芃
金文福,沈其明,魏鹏尧,齐芃芃
(辽宁忠旺集团有限公司, 辽宁 辽阳 111003)
近几年来,随着国家节能、减排、降耗型“低碳经济”的提出,铝合金材料的应用在提高能源效率方面起到了重要作用。A356铸造铝合金[1-2]是一种具有优秀综合性能的铸造铝合金,具有优良的热处理性能、加工性能、良好的强度和韧性、良好的导热导电等性能,逐渐成为工业中广泛应用的Al-Si系铸造合金。随着汽车、飞机等工业的不断进步与发展,在实际生产中会出现A356铸造铝合金与挤压铝合金型材焊接的连接形式,目前国内对于铸造铝合金与挤压铝合金焊接的研究很少,本文通过采用A356-T6铸造铝合金与6061-T6铝合金板材进行对接焊接试验,主要研究其焊接工艺过程及焊接接头的各项性能,为A356铝合金焊接生产提供合理的焊接工艺指导[3-5]。
1 试验材料与方法
本研究选用的材料为A356-T6 铸造铝合金板材和6061-T6变形铝合金板材,尺寸均为300mm × 150mm × 6mm。使用的填充丝为ER5356,直径为1.2mm。母材成分见表1;合金A356-T6的屈服强度为230MPa,抗拉强度为290MPa,延伸率为11%;合金6061-T6的屈服强度为294MPa,抗拉强度为326MPa,延伸率为17%。

表1 试验材料的化学成分(质量分数,%)
焊接试板在焊前需开35°V型坡口,不留钝边,选用福尼斯TPS-5000焊机进行焊接,保护气体采用氩气(99.99%)保护,气体流量为22L/min。焊接前采用碗刷和手刷将待焊区域打磨,以去除材料表面的氧化膜,并用丙酮清洗后吹干。
选用日本岛津AG-X100KNH型万能试验机进行拉伸试验,加载速率为10mm/min,每组测试3个试样,取平均值作为试验结果。采用蔡司M2m光学显微和岛津进行接头组织观测。使用FV-810型维氏显微硬度计进行硬度检测,测试位置为接头壁厚1/2处,测试点间距为1mm。焊接取样位置如图1所示,焊接试板头尾各去20mm。
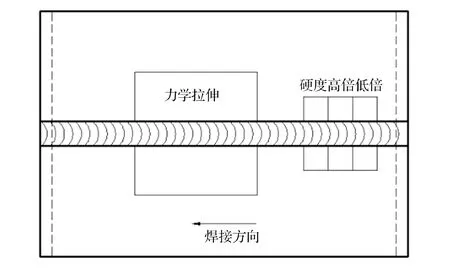
图1 焊接取样位置Fig.1 Welding sampling position
2 试验结果与分析
2.1 金相组织
截取焊缝横截面,用水磨砂纸和金刚石抛光膏进行金相试样制备,抛光后用科勒试剂对试样进行腐蚀,采用光学显微镜进行微观组织观测。图2为6061/A356铝合金接头不同区域的微观组织照片,其中(a)(b)为两种母材的微观组织,(c)(d)为两种金属熔合线侧的微观组织,(e)(f)为焊缝中心处的微观组织。

(a)母材A356; (b) 母材6061; (c) A356侧熔合线;(d) 6061侧熔合线; (e) 焊缝中心; (f) 焊缝中心图2 焊缝显微组织Fig.2 Weld microstructure
从图2可以看出,焊缝区域组织由α-Al晶粒和晶间的Al-Si共晶组成,图2(f)中的浅灰色区域为α-Al基体,黑色的网状组织为Al-Si共晶组织。热影响区的组织和母材相同,为α-Al基体+大量的晶间共晶Si颗粒。图2(d)为6061侧熔合线附近微观组织,可以看出在熔融区存在明显的晶间液化现象(红圈处)。主要是由于焊接过程中热循环导致,在焊接过程中,部分熔融区温度位于固相线和液相线之间,晶界位置低熔点相和部分基体熔化后得到亚共晶成分液体,形成环绕各个晶粒的晶间液化带,最终凝固形成由白色贫化Al固溶体+黑色晶界共晶体组成的晶间液化组织。
2.2 接头力学性能
表2为A356-T6板材与6061-T6焊接接头的力学性能检测结果,可以看出焊缝抗拉强度平均值为190MPa,分别为A356-T6和6061-T6母材抗拉强度的66%和60%,断裂位置均在铸件侧熔合线附近。
2.3 接头硬度分布
图3为沿焊缝横截面测试得到的接头显微硬度分布图。可以看出,硬度分布表现为典型的“W”型。在焊缝填充金属区域,中心处硬度达到一个极大值97HV,向两侧硬度逐渐减小,在A356熔合线处达到最小值43HV,6061侧热影响区存在硬度最低点达到66HV,硬度最低点为力学最薄弱位置,与力学结果一致。

表2 接头力学性能
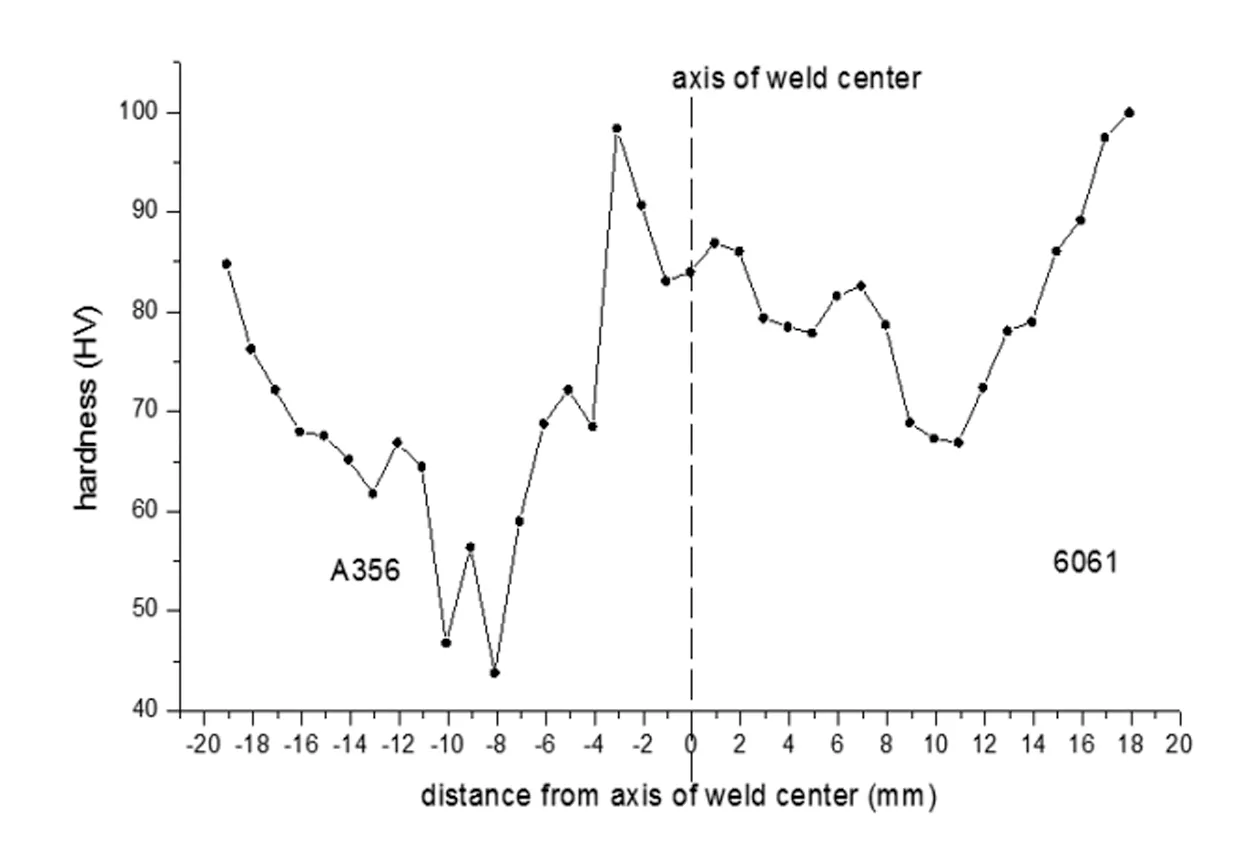
图3 接头硬度分布Fig.3 Joint hardness distribution
3 结论
(1)A356-T6/6061-T6焊缝组织主要由熔合线附近柱状晶+树枝晶+少量等轴晶组成,焊缝区域晶粒比较细小,热影响区晶粒较大,焊缝组织主要由α-Al晶粒和Al-Si共晶组织组成。
(2)6061铝合金侧部分熔融区内出现晶界液化现象,晶界液化组织由α-Al固溶体贫化区+晶界共晶体组成。
(3)A356-T6/6061-T6焊接接头焊后强度平均可达到190 MPa,分别为A356-T6和6061-T6母材抗拉强度的66%和60%。
(4)焊接接头硬度最低点位于A356铸件侧熔合线位置处,为整个焊接接头的最薄弱位置。
