不同焊丝对6005A铝合金焊接接头组织和性能的影响
2019-12-11姜丕文周金旭林相远
姜丕文,康 铭,邓 鑫,周金旭,林相远
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
近年来,环境污染和能源短缺问题日益突出。在充分满足使用要求的前提下,如果能够大量采用铝合金代替钢铁等密度较大的金属材料,可以使构件轻量化[1-2],因此铝合金得到广泛应用。铝合金材料制造的汽车车身板,要求既具有一定的强度性能,又具有良好的冲压成形性能,还要具有良好的焊接性能、抗腐蚀性能[3]。6005A铝合金属于Al-Mg-Si系可热处理强化型铝合金,具有中等强度、较好的挤压成形性、良好的耐腐蚀和焊接性[4],6005A铝合金主要用于新能源汽车、城铁客车、铁路客车,尤其是高速动车组的车体制造。铝合金焊接技术主要包括熔化极惰性气体保护焊(MIG)、搅拌摩擦焊、激光焊和激光复合焊等[5]。本文采用MIG焊方法,研究不同4xxx系焊丝材料对6005A-T6铝合金焊接接头的组织和力学性能的影响。
1 试验材料及方法
1.1 试验材料
试验母材为6005A-T6铝合金挤压板材,尺寸为300 mm×150 mm×6 mm,选用ER4043和ER4047铝合金焊丝,直径为Φ1.2 mm,母材和焊材的化学成分如表1所示。

表1 母材与焊材化学成分(质量分数,%)
1.2 试验方法
焊前将接头加工为单面V型70°坡口,并用气动钢丝刷将铝合金表面打磨出金属光泽,用酒精清除表面油污等杂质。使用福尼斯TPS5000焊机进行MIG对接焊接,保护气体为氩气(纯度不小于99.99%),焊接两层两道。焊接参数为:打底焊接,焊接电流150A,焊接电压21.1V,焊接速度6.1mm/s,气体流量20L/min~25L/min,电弧特性+2;盖面焊接,焊接电流165A,焊接电压22.3,焊接速度6.7mm/s,气体流量20L/min~25L/min,电弧特性0。
使用蔡司M2m光学显微镜对焊接接头不同位置进行金相观察,使用岛津AG-X 100KNH型电子万能试验机进行横向拉伸试验,加载速率10 mm/min,依据ISO 4136-2001《金属材料焊缝破坏试验 横向拉伸试验》要求制备试样,拉伸试样厚度为6 mm,每组测试2个试样,取平均值作为测试结果。使用岛津AG-X 100KNH型电子万能试验机对焊接接头进行正面弯曲和背面弯曲试验,依据ISO 5173-2009《金属材料焊缝破坏性试验 弯曲试验》要求制备试样,每组测试2个试样,弯曲试样厚度也为6 mm。使用FV-810型维氏显微硬度计对焊接接头的近上表面进行硬度测试,测试点从母材一侧经过热影响区、焊缝区至焊缝另一侧母材,相邻测点距离为2 mm,如图1所示。

图1 硬度测试尺寸图(mm)Fig.1 Dimension of hardness test (mm)
2 试验结果及分析
2.1 金相组织
图2为两种焊接接头不同区域的微观组织形貌。

(a)(b)(c)ER4043焊丝;(e)(f)(g)ER4047焊丝图2 6005A铝合金焊接接头的显微组织Fig.2 Microstrure of 6005A aluminum alloy welded joint
两种焊接接头焊缝区组织形貌相近,都是典型的铸态组织特征,焊缝区边缘为柱状晶,中心区域为等轴晶,晶界处黑色组织为低熔点共晶物和共晶体,ER4047焊缝区组织较ER4043焊缝区组织更细化;熔合区与热影响区组织相同。分析原因为,ER4047中Si含量约为12%,ER4043中Si含量约为5%,ER4047的Si含量要比ER4043的Si含量高,在焊缝凝固过程中ER4047会形成更多的低熔点共晶物和共晶体,阻碍了晶粒的长大,焊缝区组织就更加细化;而熔合区与热影响区主要受焊接热输入的影响而发生改变,因此无明显差别。
2.2 拉伸性能
按照标准ISO 4136-2001《金属材料焊缝破坏性试验 横向拉伸试验》对焊接接头进行拉伸测试。拉伸试验结果如图3所示。

图3 拉伸试样Fig.3 Tensile specimen
其中,母材标准抗拉强度均为270MPa,焊材为ER4043时,抗拉强度203MPa,断裂位置为热影响区,延伸率A50为11.4%,接头系数0.75;焊材为ER4047时,抗拉强度206MPa,断裂位置为热影响区,延伸率A50为12.3%,接头系数0.76。结果表明,ER4043与ER4047焊接接头抗拉强度差别不大,约为205 MPa,断裂位置均在距离熔合线约6 mm处的热影响区,焊接接头系数均大于标准要求的接头系数(0.6),满足标准ISO 15614-2的要求。分析认为两种焊丝的焊接接头断裂于受热影响区的过时效区,此处受焊接热的影响晶粒发生长大,强化相发生聚集,因此强度较低;两种接头的母材一样,因此强度也无明显差别。
2.3 弯曲性能
按照标准ISO 5173-2009《金属材料焊缝破坏性试验 弯曲试验》对焊接接头进行弯曲测试。弯曲试验结果如表2和图4所示。结果表明,ER4043与ER4047的焊接接头弯曲性能良好,弯曲试验合格,满足标准ISO 15614-2的要求。分析认为ER4043与ER4047焊丝属于Al-Si系焊丝具有良好的流动性,且焊后接头都具有较高的延伸率,因此弯曲性能良好。
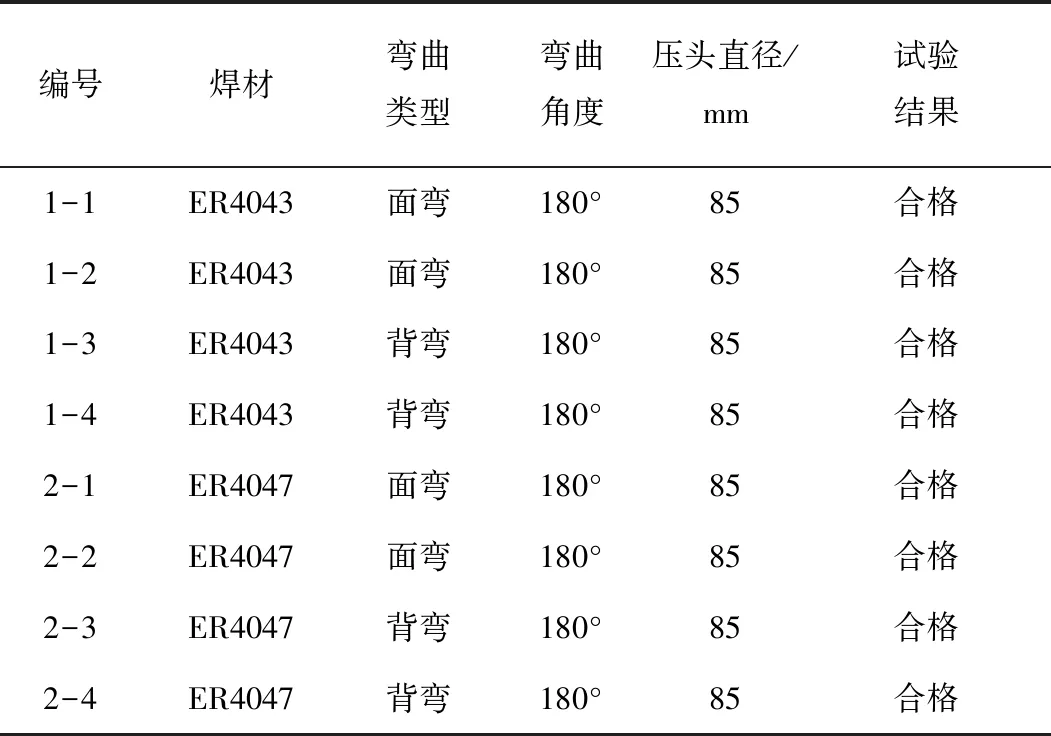
表2 弯曲试验结果
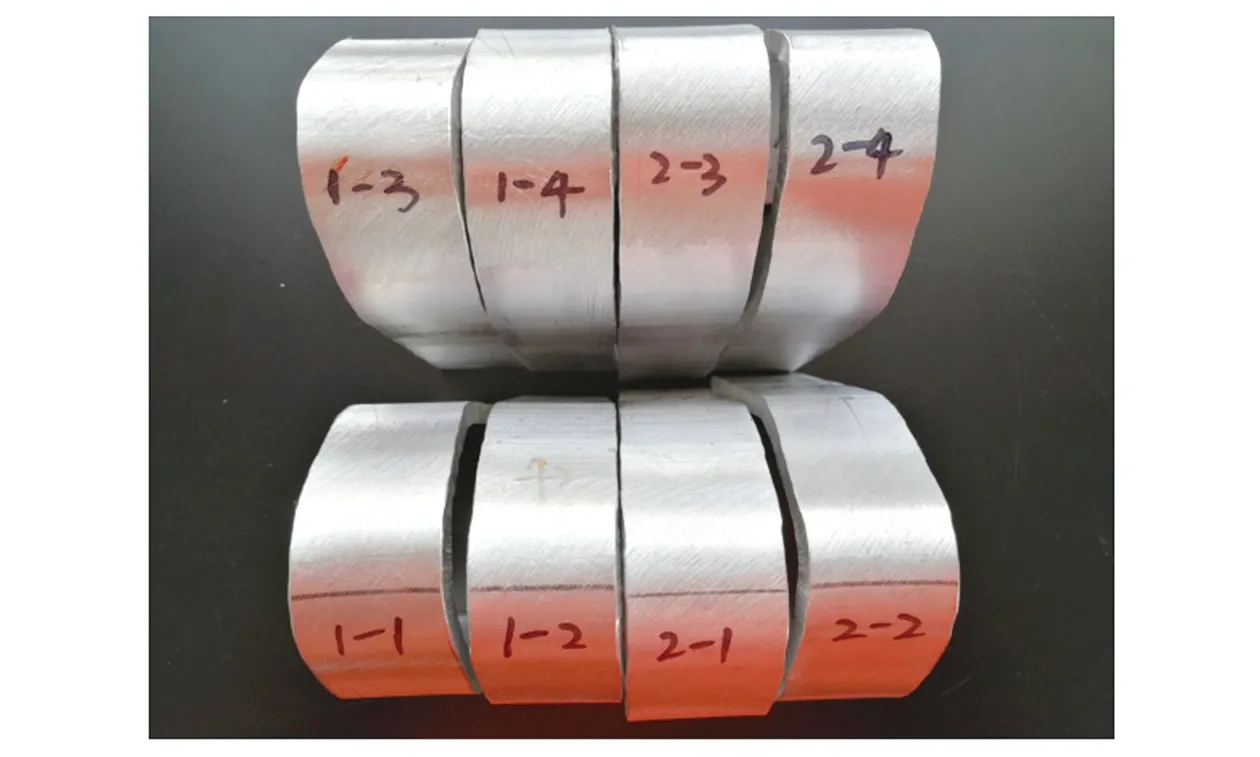
图4 弯曲试样Fig.4 Bending specimen
2.4 接头硬度
依据标准 ISO 9015-1-2011《金属材料焊缝破坏性试验 硬度试验第1部分:弧焊接头的硬度试验》取样并进行硬度测试,测试结果如图5所示。结果表明,两种焊丝焊接接头硬度分布均沿焊缝中心对称分布,硬度最低值出现在距离熔合线约6 mm处的热影响区,热影响区的软化程度相当,在焊缝区ER4047的硬度要高于ER4043的硬度。由于ER4047的成分中Si含量要比ER4043的高,ER4047的焊缝区有更多的单质Si、低熔点共晶物和共晶体,因此ER4047接头的焊缝区硬度更高。

图5 焊接接头显微硬度分布图Fig.5 Microhardness distribution curves of welded joint
3 结论
(1)ER4047焊丝焊接接头焊缝区组织较ER4043的细小,焊缝区都是铸态组织,边缘为柱状晶,中心为等轴晶,熔合区与热影响区组织无明显差别。
(2)ER4043与ER4047焊丝的焊接接头抗拉强度与延伸率差别不大,均为205MPa和12%左右,接头断裂位置都在热影响区。
(3)ER4043与ER4047两种焊丝焊接接头硬度分布均沿焊缝中心对称分布,ER4047的焊缝区硬度要高于ER4043焊缝区的硬度,热影响区硬度差别不大,两种接头硬度最低值都在距离熔合线约6mm处的热影响区过时效区。
