电机保护罩自动冲孔机设计
2019-12-10潘静范振哲吴桐宫思怡
潘静 范振哲 吴桐 宫思怡

摘 要:电机保护罩自动冲孔机主要由机械和控制两个部分组成,机械部分包括X、Y工作台,冲孔装置和夹紧装置,X、Y工作台由步进电机带动丝杠螺母传动带动工件运动,冲孔装置和夹紧装置由液压传动实现;控制部分采用PLC控制。设计的自动冲孔机,解决了工厂加工速度慢、劳动费时费力的困难,提高了加工精度和工作效率。
关键词:冲孔机 自动化 PLC
中图分类号:TM30 文献标识码:A 文章编号:1672-3791(2019)10(b)-0068-02
Abstract: The automatic punching machine of motor protective cover is mainly composed of mechanical and control parts. The mechanical part includes X, Y worktable, punching device and clamping device. X, Y worktable is driven by stepping motor to drive screw nut drive to drive workpiece movement, punching device and clamping device are realized by hydraulic transmission, and control part is controlled by PLC. The designed automatic punching machine solves the difficulties of slow processing speed, labor time and effort, improved machining accuracy and working efficiency.
Key Words: Punching machine; Automation; PLC
电机保护罩起到对电机内部保护的作用,为了使电机内部产生的热量能够快速散发出去,需要在电机保护罩上面开设多个通孔。该文主要介绍了如何设计一台能够自动完成电机保护罩冲孔设备。
1 冲孔机结构设计
该设备主要由机械部分和控制部分组成,机械部分包括机架、X向运动装置、Y向运动装置、冲孔装置和夹紧装置构成。
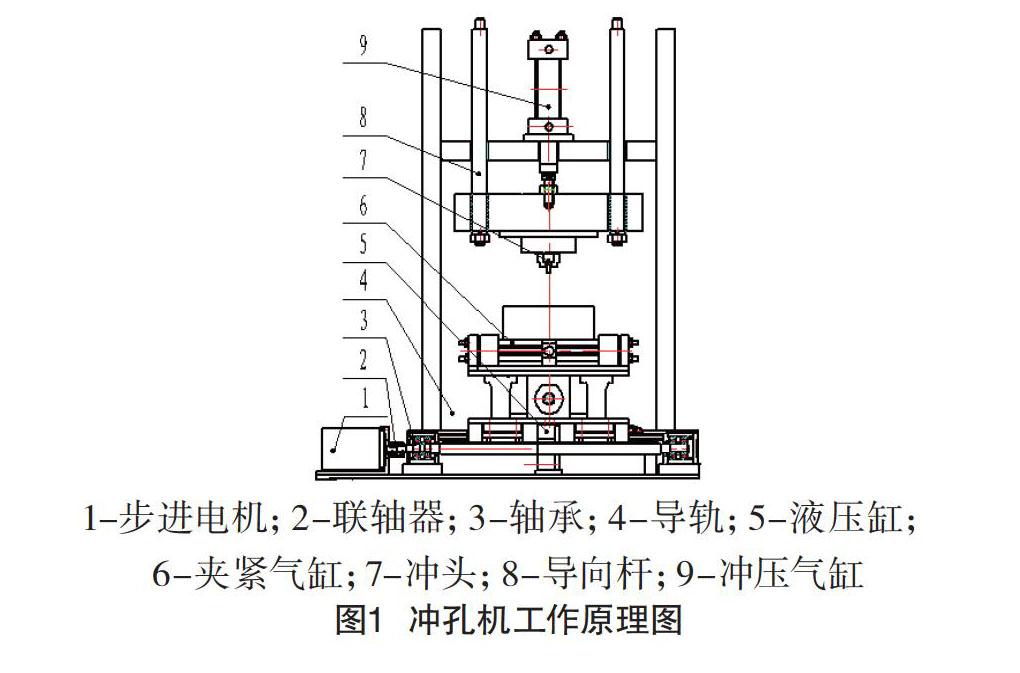
机架要求成本低,结构合理制造方便,工艺性好,内应力小,有一定的负载承受能力且耐腐蚀,因此采用标准型钢(见图1)。
X向和Y向运动装置需要带动整个工作台完成。X、Y两个方向的直线运动,为了使各孔之间的距离均匀,要求位置控制精度较高,且在运动过程中要求运行平稳,运动速度可调,通过比较,采用步进电动机通过联轴器带动滚珠丝杠螺母运动的传动方式。由于工件壁厚为0.5mm,为避免工件被夹坏,需设计一个与工件形状相同的辅助支撑装置,将工件套到上面。该设计采用液压缸通过连杆机构带动两个夹爪实现同时运动实现对工件夹紧。
2 液压系统原理图
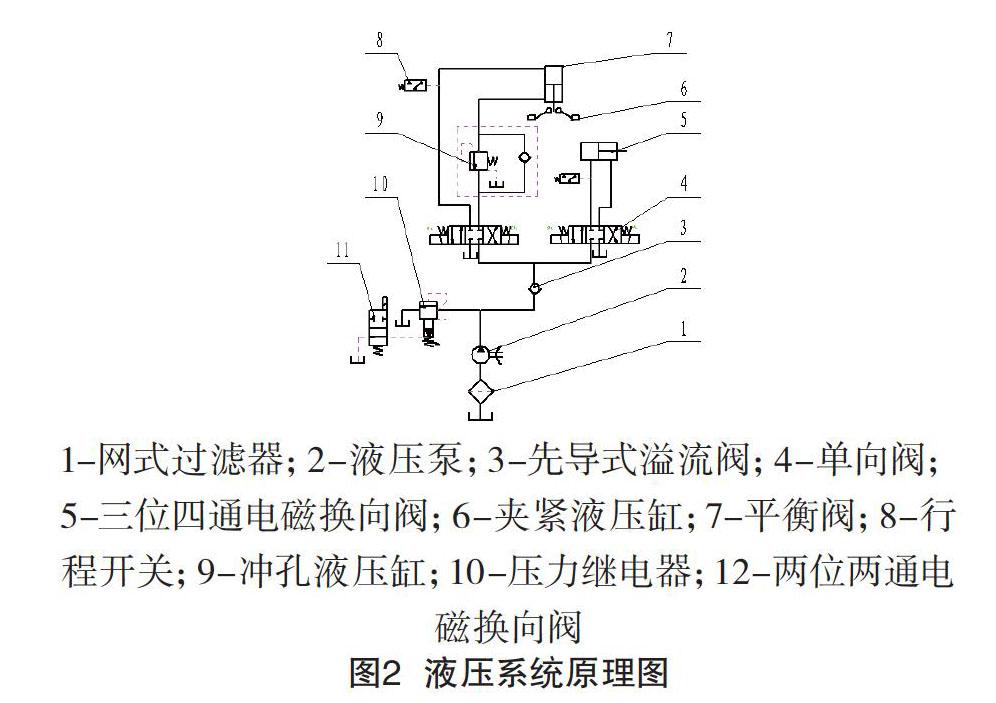
设备中冲压装置和夹紧装置都是由液压传动实现的。由于冲孔液压缸垂直放置,所以回路中放置了平衡阀,系统卸荷通过先导式溢流阀的远程控制口实现见图2。
3 控制系统
由于PLC具有通用性强,使用方便,调试和维修方便,可靠性高,抗干扰能力强的特点,采用PLC控制。控制对象为X向、Y向步进电机和电磁换向阀,通过控制脉冲的个数实现工作台的位置控制;控制脉冲频率实现工作台速度控制;通过方向控制实现电动机正反转控制,从而实现工作台的正反两个方向运动;通过控制电磁换向阀的电磁铁通断电实现冲头上下运动和工件的松开夹紧(见图3)。
4 结语
设计的自动冲孔机,能够实現工件自动夹紧、转孔,具有位置控制精度高、加工速度快、生产效率高、成本低等特点。
参考文献
[1] 张建民.机电一体化系统设计[M].北京:高等教育出版社,2014.
[2] 尹志强.机电一体化系统设计课程设计指导书[M].北京:机械工业出版社,2007.
[3] 廖常初.PLC编程及应用[M].北京:机械工业出版社,2007.
