ModBus通信技术在无地坑缓冲送料系统中的应用
2019-12-09梁文宏李明鉴高超佳
梁文宏,李明鉴,高超佳
(1.西安工业大学,陕西西安 710028;2.长庆油田分公司第三采油厂,宁夏银川 750001)
0 引 言
送料机构、开卷机构是连续型自动化设备常见的辅助设备之一,在轧钢机、剪切机、卷曲机和分切机等设备中广泛使用。常见的送料机构包括开环和闭环两种模式:开环送料机构通常是电机的转速恒定、送料的速度由上下两个限位光点开关控制,上限位光电开关检测到料带时,送料电机开始旋转,下限位光电开关检测到料带时,送料电机停止旋转[1-2]。闭环送料机构通常送料电机由变频器控制转速,采用PID 算法,反馈检测包括张力检测[3]、线速度检测[4]和卷径检测[5]三种主要方式,涉及压力、速度、距离等不同的物理量。
针对送料电机的PID 闭环控制技术,传统控制方案使用模拟量输出功能的传感器配合主控PLC 或变频器实现其功能[6],但实际使用中发现,工业现场环境复杂,中高频干扰多,线槽走线时动力线和控制线不好分离,因此传感器输出模拟量信号和变频器速度输入模拟量信号在传送中存在扰动问题,严重影响了中高速PID 闭环控制系统的稳定性。
近年来,随着通信数字和数字抗干扰技术的发展,数字化技术的使用推广迅速,很多传感器和工业设备具备了工业总线通信控制的能力,其中ModBus 通信、CANOpen 通信以及ProfiBus 通信使用较多。本文采用ModBus 通信方式完成传感器采样和变频器PID 闭环控制的工作,性能良好[7]。
1 缓冲送料传动系统基本结构
本文涉及的缓冲送料系统是特大型变压器横剪线无地坑缓冲送料系统的一部分,包括换料机构、张紧机构和送料机构三个功能组件,其中送料系统的运动原理图如图1 所示。送料速度不大于100 m/min,片长范围为100~500 mm,料带宽度为50~500 mm,料带质量为15~350 kg。采用常规设计方法,估算张紧系统转动惯量,根据角加速度、摩擦系数等计算加速转矩和摩擦转矩,选择电机后根据电机转速和技术指标确定减速比,计算齿轮模数齿数、轴颈尺寸、轴承寿命等。

图1 送料系统运动原理图Fig.1 Principle diagram of motion of feeding system
送料机构:电机经过减速机带动张紧机构,张紧机构外套料卷,送料电机旋转,料带同步旋转,送料机构保证剪切时料带能充分供应。
2 控制系统设计
2.1 控制系统选型
常见控制系统主要包括单片机、PLC、工控机三种主要控制核心,综合考虑适用性、经济性、抗干扰、维修保养方便和节能环保性等方面的特点,系统采用PLC 作为控制核心设计送料电控系统,控制系统原理框图如图2所示。

图2 控制系统设计框图Fig.2 Block diagram of design of control system
控制系统采用永宏FBS 系列PLC FBS-20MA 为控制核心,配备FBS-CB55 扩展2 路RS 485 通信模块,PLC编程口与维纶MT6071IE 触摸屏通过RS 232 通信方式完成人机交互。送料系统采用安川E1000 系列变频器控制普通三相异步电机,变频器实现送料速度的无极调速,安川E1000 系列变频器内置ModBus 通信协议,与PLC 通过RS 485 总线连接,实现通信控制。配备一只超声波测距传感器,检测钢带与传感器安装面之间的距离,检测信号通过RS 485 总线连接,使用ModBus 通信模式输入PLC 并完成闭环PID 控制。控制系统主要器件型号如表1 所示。

表1 控制系统主要器件型号Table 1 Models of main devices in control system
PLC 闭环控制理论采用常规的PID 控制,控制框图如图3 所示,式(1)为传递函数,包括比例Kp、积分Ki和微分Kd三个参数[8]。

2.2 Modbus 通信
Modbus 协议是一种已广泛应用于工业控制领域的通信协议。使用主从通信技术,由主控设备方(Master)主动查询和操作从设备(Slave)[9]。典型的主从设备包括工控机、工业控制器、PLC 可编程控制器等。Modbus通信物理接口多选用串口RS 485 或以太网口[10]。
永宏FBS 主机默认的编程口为RS 232,但通过扩展板FBS-CB55 在主机上很容易扩展出2 个RS 485 通信端口,分别对应Port1 和Port2 两个通信口。本次设计的PLC 作为主控设备,使用PLC 专用编程软件WinProLadder 进行软件设计,联机状态下,在PLC-设定中选择对应的通信口,弹出通信口设定对话框,依次选择波特率、资料位数、停止位数和同位检查,具体设定参数如表2 所示。
除PLC 的设定外,安川变频器也要设定与PLC 相应的通信参数,包括站号(从站)、波特率和校验位,另外必须将频率给定控制对应的参数设定为通信给定,具体参数设定内容如表3 所示,其余变频器参数根据设计用途进行规划。
完成变频器和PLC 的设定后进行程序的编写,永宏PLC 提供了人性化的编程方案,首先在专案中增加Modbus 表格,表格名称任取,表格起始地址一般放到R5000 寄存器之后,不能和其他表格地址冲突,其次直接确定需要读取或写入的单元地址。图4 所示为PLC从变频器读取数据,变频器站号4,读取从0024H~0027H 单元的4 个数据,放入PLC 寄存器D40~D42 单元中,数据起始位置的特点是要将变频器的16 进制单元地址转化为10 进制地址,同时地址数加1,如16 进制0024H 转化为10 进制为36,再加1 为37,所以仆站数据起始地址为0037。
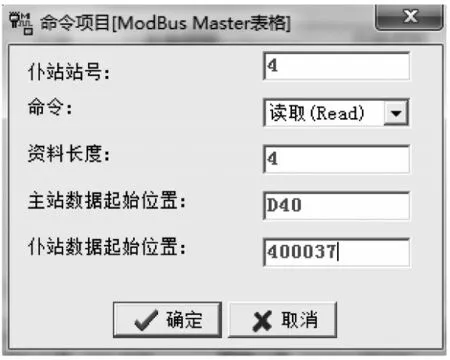
图4 PLC 向变频器写入数据设定图Fig.4 Diagram of setting of read-in data to inverter by PLC
图5 所示为PLC 向变频器写入频率的设定,4 为变频器的站号,写入1 个字,将PLC 的寄存器D0 中的数据写入变频器0002 单元,此时注意仆站数据起始左侧要填入数40 表明写入的是字型数据。
通信程序如图6 所示,编写好通信表格后,只需在PLC 程序中增加150 号指令就可以完成通信功能,其通信功能相对独立,不影响其他任何处理程序。
2.3 通信故障及解决
通信设备在实际应用中一样会遇到干扰问题,在现场出现过厂区高压电干扰、动力线缆干扰、环境腐蚀、雷击、瞬时断电等各种问题。
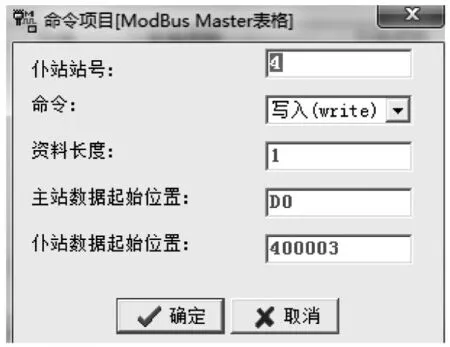
图5 PLC 读取安川变频器数据设定图Fig.5 Diagram of setting of reading data of Yaskawa frequency inverter by PLC
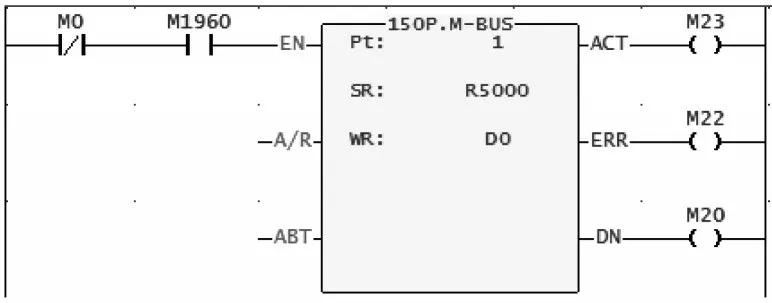
图6 PLC 通信程序Fig.6 Communication program of PLC
为保证通信质量,应做好以下防护和措施:通信电缆选择质量较好的双绞屏蔽线,且连接中不要有拼接;电缆尽量不要和动力线布置在一个线槽或地沟中,不要直接铺设在地沟底部以防止电缆在地沟内泡水及低温冻裂;PLC 和变频器都自带终端电阻,在使用串接方式连接通信线时,只在通信线首尾节点连接终端电阻;PLC 和变频器良好接地能有效减少通信干扰;最后,供电电源应具备稳压装置和防雷击设备,否则有可能出现损坏通信设备的问题。
3 结 论
本文针对特大型变压器剪切线采用的无地坑缓冲送料系统,提出一种数字化解决方案,即PLC 采用ModBus 通信方式从传感器读取数据,进行PID 闭环控制后又通过ModBus 通信方式控制变频器的频率,调节送料电机转速,达到实时和精确调整的目的。
数字化ModBus 通信的使用解决了以下几个问题:解决了原来PID 中模拟量传输干扰和零漂大的问题;通信模块替代了A/D,D/A 模块,送料电机的电流、频率、功率都得到了监控,系统性价比有明显提升;机柜内部和现场的配线、施工工作量有明显减小。
