重型燃机精加工后点状缺陷修复工艺
2019-12-06杨程坤
杨程坤,马 鑫,刘 建
(辽宁福鞍重工股份有限公司,辽宁 鞍山 114016)
重型燃机作为清洁能源,以其启停快且效率高的优良技术经济性,近年来越来越多的引入到现代大电网中来,为缓解电网调峰能力不足起到了重要的作用[1]。我公司给美国GE 生产的9FB.05 系列重型燃机(见图1),产品粗加工后经探伤合格交货。在精加工后,加工面露出了一些点状缺陷,这些点状缺陷都是不超标的,很难通过现有的超声波手段控制在厂内,只有在精加工后进行渗透探伤的时候能够发现。近年来随着客户要求的不断提高,点状缺陷也作为一项验收要求,由供应商负责后续的处理。小的缺陷打磨去除即可,但大的缺陷需要焊补,由于重型燃机结构复杂,壁厚不均匀,加热或者焊接热输出量过大容易产生变形,焊补的位置出现硬点,损坏加工刀具,严重时可引起铸件报废,因此这种点状缺陷的修复工艺十分重要。
1 铸件点状缺陷描述
该铸件精加工后在把和面露出12 处点状缺陷,缺陷形貌如图2 所示,直径约2.5 mm,属于夹杂类的缺陷。挖除后的最大单个体积为20 mm×15 mm×12 mm,最小单个体积为10 mm×10 mm×7 mm,有2 处密集点状区域,面积为80 mm×50 mm,UT 检测没有深度。

图1 9FB.05 压缩机排气缸
2 修复方案
2.1 挖缺
1)密集区小于1 mm 的缺陷
对于在一定区域内密集的点状缺陷,由于没有深度,可以采用冲眼的方式消缺,冲眼深度超过2 mm,冲子尖端需要圆滑,不能有棱角。
2)较大缺陷
单个面积较大的缺陷,用φ5 mm 的旋转锉挖除,挖除后PT 检查,直至合格;

图2 精加工后点状缺陷
将缺陷周围打磨圆滑,保证缺陷周围没有尖角、锐边;
清除缺陷表面及周围75 mm 范围内的油、锈、水等。
2.2 焊前预热
使用岩棉将缺陷周围进行覆盖,只露出缺陷位置及周围20 mm~30 mm,并在缺陷旁边30 mm 处放置一个热电偶,进行温度检测,使用气割枪对缺陷位置进行加热,使缺陷温度达到200 ℃以上,方可进行焊接,如图3 所示。

图3 局部加热示意图
2.3 焊补
铸件材质为B50A178H,采用AWS A5.28 ER90S-B3 焊丝,直径φ2.0 mm 或φ2.4 mm,进行焊补。
焊接采用规范:
钨极氩弧焊(TIG):
焊接电流:120 A~180 A;
焊接电压:14 V~18 V;
缺陷区域预热温度:≥200 ℃;
层间温度:≤315 ℃;
焊接速度:60 mm/min~100 mm/min;
焊道宽度:≤7mm.
参照GE 规范P8A-AL-0018 使用氩弧焊对缺陷进行焊补,起弧时先输入氩气2 s~3 s,保护缺陷表面,第一层焊肉从缺陷底面向上开始焊接,覆盖缺陷整个表面,在焊肉处进行收弧,禁止在缺陷边缘的焊肉处收弧,以防止产生弧坑裂纹,焊接过程中要求焊道摆动宽度不超过7 mm.
在焊补缺陷过程中,每焊一层焊肉前进行预热温度检测,如果预热温度低于工艺要求,则重新使用气割枪加热,直至预热温度达到200 ℃方可继续焊接;打磨掉焊肉一半厚度后再进行层间温度检测,层间温度不得超过315 ℃,如果层间温度超过315 ℃,缓慢降温至200 ℃然后再焊补。
2.4 焊后处理
将缺陷焊满填平后,采用不填丝的方式在焊肉上面焊接一层自回火焊道,要求回火焊道不能接触到母材,如图4 所示。

图4 自回火焊道示意图
每个缺陷焊完后,立即使用烤枪将焊肉位置加热至660 ℃±30 ℃,保温时间为5 min~10 min.保温后,使用岩棉对缺陷进行覆盖,然后缓冷至室温。将焊肉打磨至与母材表面相平,然后进行PT 探伤检验、硬度检验,硬度检测结果如表1 所示。
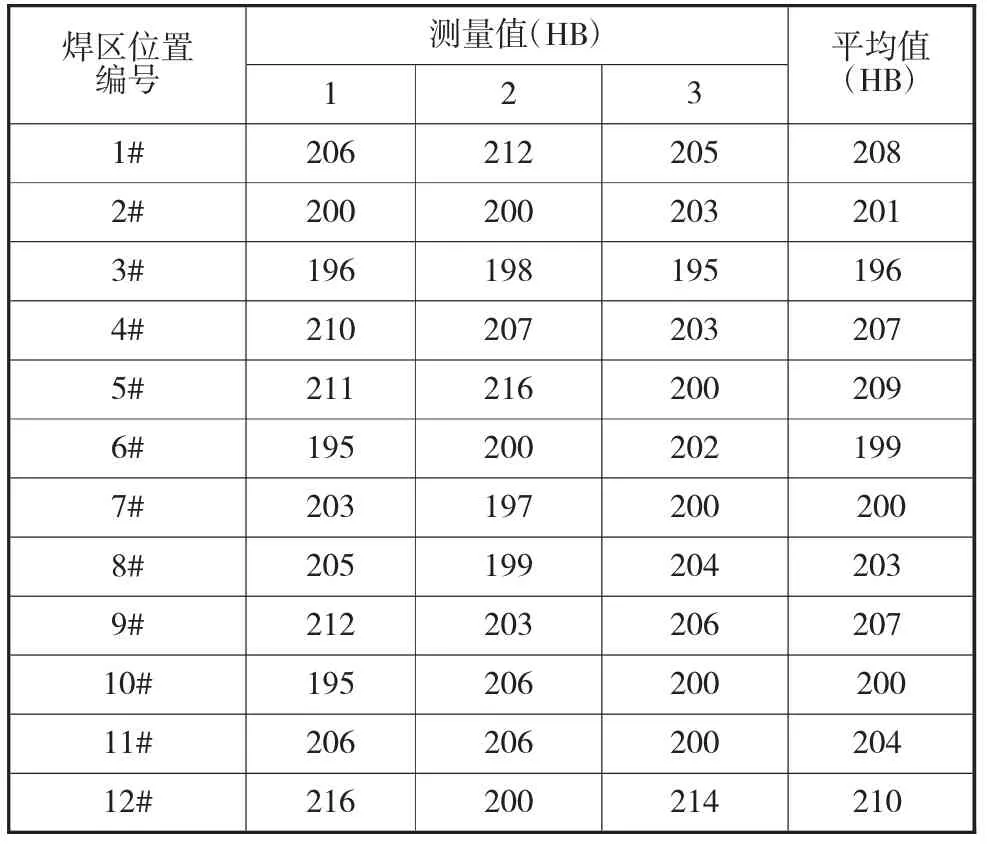
表1 焊补区硬度检测结果
3 结论
1)精加工后的点状缺陷修复中,缺陷的挖除工作比较关键,面积要尽量小;
2)为了防止焊接变形,需要采用局部加热的方式,而且要控制热量的传递;
3)为了避免焊接硬点,需要自回火焊道,自回火焊道不能接触母材。
