碗底图案印刷缺陷检测系统设计与实现
2019-12-05李亚东曹明兰李长青高少伟
李亚东,曹明兰,李长青,高少伟
(1.北京工业职业技术学院,北京 100042;2.北京林业大学 精准林业北京市重点实验室,北京 100083)
0 引言
瓷碗的生产制作是我国制造业的一项代表性产品,随着经济全球化的进展销量日益增长,并且对图案印刷质量的要求也越来越高。但在因瓷碗器型多样不利于设备开发市面上有关瓷碗印刷图文缺陷检测设备较少,且较昂贵。文献[1]从数字图像处理技术角度对日用陶瓷缺陷进行了研究,但因实际生产中碗底印刷与碗壁图案印刷在原理和装置都有所不同,因此碗壁和碗底的图案印刷往往不属于一个流水线;碗壁图案印刷原理如图1所示。

图1 碗底图案印刷示意图
图1中左侧为碗底,右侧为涂刷;涂刷沾取设计好的图案模板颜料后通过挤压旋转来完成印刷到碗底上。因此碗底图案印刷的缺陷率一般高于碗壁图案印刷,且检测方法有所不同。采用人工检测方法效率低、受主观判断影响,缺乏客观性和科学性,劳动强度大;因此有必要研究一种速度快,准确率高的自动检测方法。
本文Python[2]语言和开源项目Opencv[3]计算机视觉开发库的相关函数,探索了系统结构、运行流程,并给出了实现原理与关键算法,并验证了有效性。
1 系统结构与流程
本方系统与碗底图案的印刷以流水线作业方式紧密结合,由控制器控制传送带按一定速度运动,印刷过的碗被扣分与传送带上,传送带上方安装有标定[4]过的摄像头,摄像头采用了分辨能力达到0.01mm的工业级USB摄像头,为保证能够快速检测到碗是否进入摄像区域,摄像头的帧数频率为120fps,USB接口与装有缺陷检测程序的PC相连接,如图2所示。

图2 碗底印刷图案检测方法的硬件布局
由PC根据摄像头检测到碗的进入后,进行拍照及缺陷检测,根据检测结果分类分流;具体系统的执行流程图如图3所示。

图3 碗底印刷图案检测系统流程图
2 算法与实现
2.1 确定范围
为了精确的定位出图案检测区域,减少计算量,再做检测前应对模板图像和待检测图像的检测区域进行判定和裁剪。检测区域的提取主要采用了OPENCV视觉库,通过轮廓判定,几何形状识别,按外接矩形裁剪的方法提取了检测区域。本文实验中所涉及的碗底均为圆形,因此主要用了Hough圆检测cvHoughCircle函数,具体检测效果如图4所示。
2.2 特征匹配
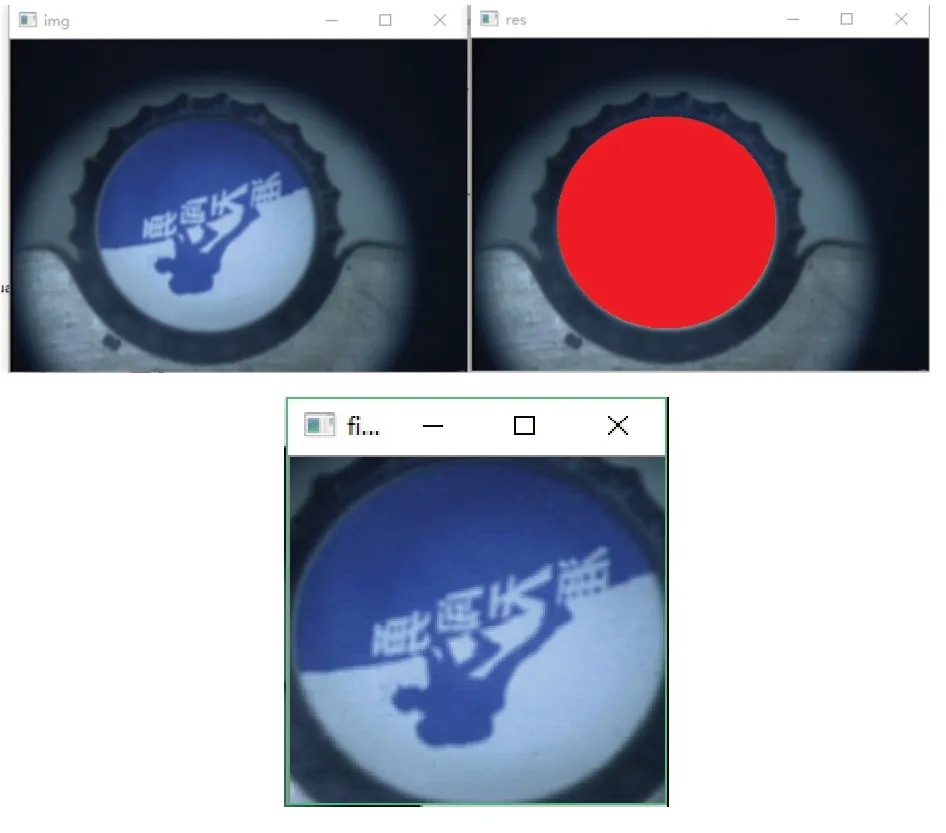
图4 碗底印刷图案检测区域裁剪结果图
Sift[5]特征提取方法是先通过高斯微分函数在图像所有尺度上搜索对于尺度旋转不变的兴趣点,以每个兴趣点作为候选的关键点通过拟合三维二次函数以精确确定关键点的位置和尺度,根据图像的局部梯度方向为关键点确定方向,8个方向的梯度强度信息和4×4子区域,共有4×4×8形成128维的Sift特征矢量;特征点的匹配是通过计算两组特征点的128维特征向量的欧式距离实现的。本系统采用Python调用Opencv扩展库中的Sift特征提取和匹配的相关函数实现了待检测图像与模板图像的特征点匹配功能,结果如图5所示。
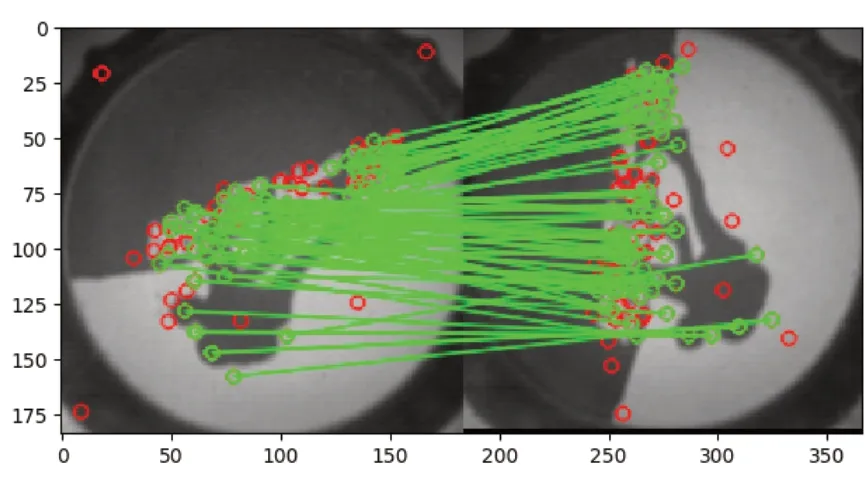
图5 待检测图像与模板图像特征匹配结果图
2.3 图像校正
现实碗底再传送带上的位置不能完全统一,而且碗底图案的方向也无法固定,但经畸变矫正并按检测区域裁剪过的待检测图像与模板图像存在单应性关系,假设单拟合应性矩阵为H,那么只要求得H矩阵就可以将待检测图像旋转到模板图像的方向上。从为下一步计算缺陷奠定基础。

写成方程组形式如式(2)所示:

将通过特征匹配得到的匹配点坐标带入方程,使得反向投影误差如式(3)所示。

最小,即可求出H矩阵如式(4)所示。

得到待检测图像与模板图像之间的单应性变换矩阵H后可以根据单应关系旋转待检测图像到模板图像的方向。图6中(a)为模板图像,图6(b)为透视变换前的待检测图像,图6(c)为变换后的待检测图像。

图6 待检测图像与模板图像透视变换矫正结果图
2.4 缺陷检测
碗底印刷缺陷检测的实现是通过计算SSIM[6]指标来实现的,SSIM是衡量两幅图像结构相似度的指标;其具体原理如式(5)所示。

本文借助Python语言和Opencv、scikit-image、imutils等开源库将模板图像和校正后的图像的整张图片的像素分别读取到两个列表中,然后比较两个列表计算SSIM值来实现了缺陷的检测与标识,结果如图7所示;其中图7(a)为模板图像,图7(b)为校正后的待检测图像,图7(c)缺陷检测结果图像。

图7 校正后的待检测图像与模板图求差异结果图
3 结果与讨论
本文所设计的基于机器视觉的碗底印刷图案缺陷检测系统,基于Python和Opencv编制了相应的算法,对碗底印刷图案缺陷检测成功率达100%,单张图像检测耗时不足20毫秒,流水线环境下平均每个对象检测耗时不到60毫秒,能识别最小缺陷面积0.0004mm2,识别结果较理想,与传统检测方法相比,具有较高的准确率和效率,为碗底图案印刷缺陷的自动检测提供了低成本,高效率,切实可行的新途径。
