灰铁铸件附铸试块的位置对性能的影响
2019-12-04毛洪宇
谷 雨,毛洪宇
(沈阳远大压缩机有限公司,辽宁沈阳 110020)
近年来随着人们质量意识的提高,灰铁铸件的采购商要求也越来越高,从对铸件性能的不检验到批量抽检验收,再到逐件检查验收,形成了一个由粗放到集约的生产检验过程,这不仅可以提高铸造生产企业的技术水平,而且提升了铸件的内在品质。附铸试块常用来检测性能,重要铸件的性能检测从原来检测单铸试块逐渐转变为检测附铸试块,因为附铸试块的冷却条件与铸件相似,更能体现铸件的本体性能。但试块的摆放位置容易被铸件采购商和生产企业所忽略,本文以我厂生产的材质HT250 的10 吨往复式压缩机机身铸件为例,测试附铸试块在铸件不同位置对性能所产生的影响。
1 附铸试块在铸件上的位置
我们选择3 个同一型号的压缩机机身,每个铸件在一个特定壁厚处铸出2 个附铸试块,45mm壁厚处试块编号为A1、A2,80mm 壁厚处为B1、B2,150mm 壁厚处为C1、C2,如表1 所示。

表1 试块编号
2 工艺过程参数
2.1 化学成分
该铸件壁厚不均,厚大面为加工面,为避免石墨漂浮并降低铸件的缩松风险,最终确立的化学成分检验结果如表2 所示。

表2 铸件化学成分 ωB/%
2.2 温度
浇注温度过高会引起砂型涨大,特别是具有复杂砂芯的灰铸铁件,当浇注温度≥1420℃时废品增多,浇注温度为1460℃时废品达50%。在生产中,利用感应电炉熔炼能较好地控制铁液温度。浇注温度过低时可能形成缺陷,所以我们采用高温出炉,低温浇注。即出炉温度为1430℃,浇注温度为1368℃。
2.3 孕育
孕育处理降低白口倾向,增加铁水的形核物质,改善铸件的机械性能。我们采用出铁口随流孕育,孕育剂为普通75SiFe,孕育量为0.4%。
2.4 壁厚
铸件主要壁厚为45mm,局部壁厚80mm 和150mm。
3 各试块的金相组织
各试块的金相组织分别见图1、2、3。
从上述金相对比明显看出,珠光体的含量随着壁厚的增加明显降低,说明试块处的冷却条件对它的基体组织产生了至关重要的影响。
4 各试块的机械性能
各试块的机械性能见表3。
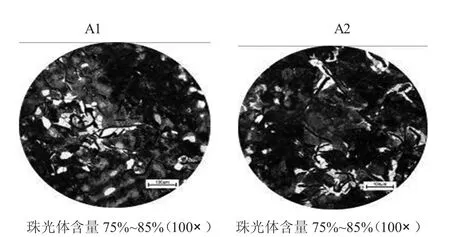
图1 45mm 壁厚处试块金相组织
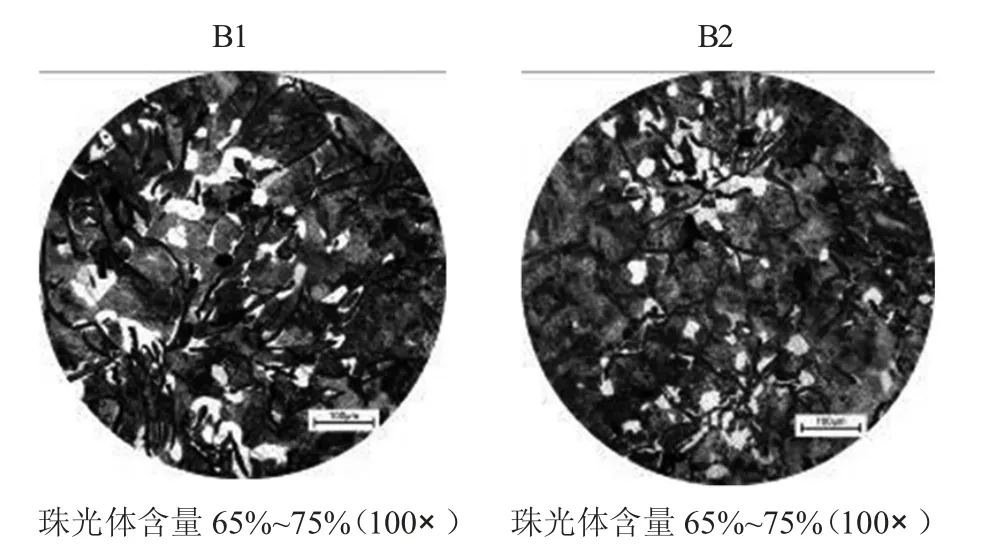
图2 80mm 壁厚处试块金相组织

图3 150mm 壁厚处试块金相组织
表3 验证了珠光体含量对铸件性能的直接影响,也间接说明了同一铸件不同壁厚处的试块性能存在一定的差异。
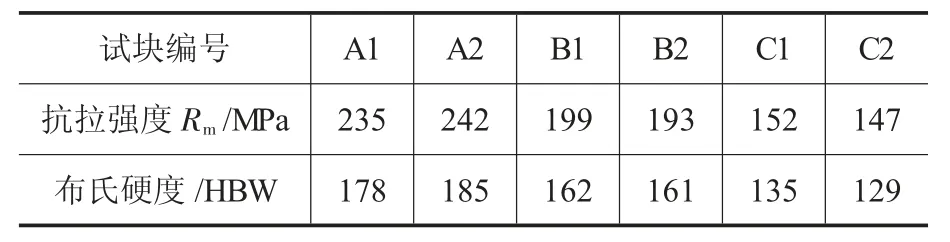
表3 试块机械性能
5 结语
由于同一铸件的不同壁厚处的冷却条件不同,造成该试块的基体组织不同,即珠光体含量不同。薄壁处的珠光体含量高,所以薄壁处的强度和硬度明显高于厚壁处。在签订铸件订货合同时,铸造生产企业要与采购商确定好附铸试块的位置,避免在铸件性能验收时发生不必要的争议。
