负压对3DP 砂型打印机喷墨影响的研究
2019-12-04杨小平郭永斌
杨小平,郭永斌,刘 轶
(共享智能铸造产业创新中心有限公司,宁夏银川 750021)
增材制造与减材制造互相对应,是当前两大主流制造技术。目前已知的有多种增材制造技术,3DP 喷墨砂型打印是目前多种增材制造技术中的一种,打印成型的砂型是铸造用铸型(芯)的理想替代产品,成型过程无需铸模和混砂机,是一项新技术与传统行业的完美契合。利用3D 打印技术生产铸型(芯)既是对3D 打印新产业的推广,又是对目前铸型(芯)成型的落后技术的更新,可解决目前铸造行业造型工序劳动强度高、工作环境差、尺寸控制难、砂箱堆积如山、模具制造成本高、产品生产周期长等问题。
1 试验方法
压电式打印头喷墨时的主要原理为压电式陶瓷片张弛作用挤压墨腔,将墨水挤出打印头形成墨滴,未喷墨时依靠墨盒内与外界作用产生的压力差控制墨水保留在打印头墨腔内。在打印头规格型号和墨水型号不变时,影响压电式打印头喷墨的主要因素有电压、电脉冲波、墨管气泡、墨盒内部负压等。本次试验主要研究墨盒内部负压对喷墨的影响,因此采用固定变量法,将电压、电脉冲波、墨管气泡等恒定,单独改变墨盒负压验证喷墨状态,将墨滴观测仪安装到喷墨砂型打印机上,利用砂型打印机自身负压控制系统调节负压。
研究用器材及试剂为:压电式喷墨打印头12个,墨滴观仪1 套,3DP 喷墨砂型打印机1 台,砂型打印粘结剂10L,清洗剂5L。
2 试验结果及分析
利用墨滴观测仪测试打印机初始参数喷墨墨滴状况,初始参数为打印机出厂时内置参数,经观测发现打印机初始参数下喷墨墨滴整齐规律,如图1 所示;初始参数及喷墨测量结果如表1 所示。
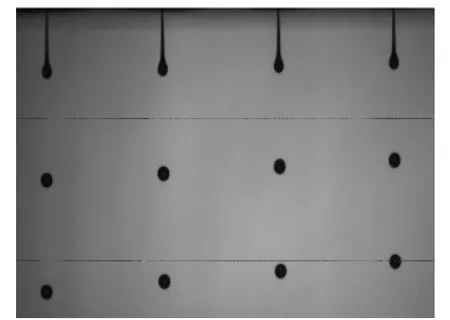
图1 喷墨墨滴
2.1 降低负压对喷墨的影响
在其他喷墨参数不变的情况下,降低负压,测试结果如表2 所示,降低负压对喷墨有较大影响,负压降低幅度较大时无法正常喷墨,随着负压逐渐增高,墨滴喷射速度、墨滴体积、喷出率、持续喷墨时间均会相应增加。测量过程中发现负压降低到一定程度墨水将在重力作用下自然滴落,自然滴出的墨水在喷孔口形成墨滴。
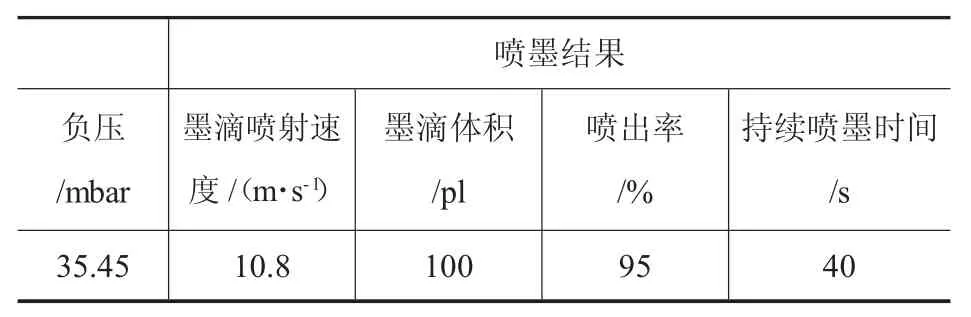
表1 初始喷墨参数

表2 降低负压对喷墨影响
2.2 升高负压对喷墨的影响
在其他喷墨参数不变的情况下,升高负压,测试结果如表3 所示。
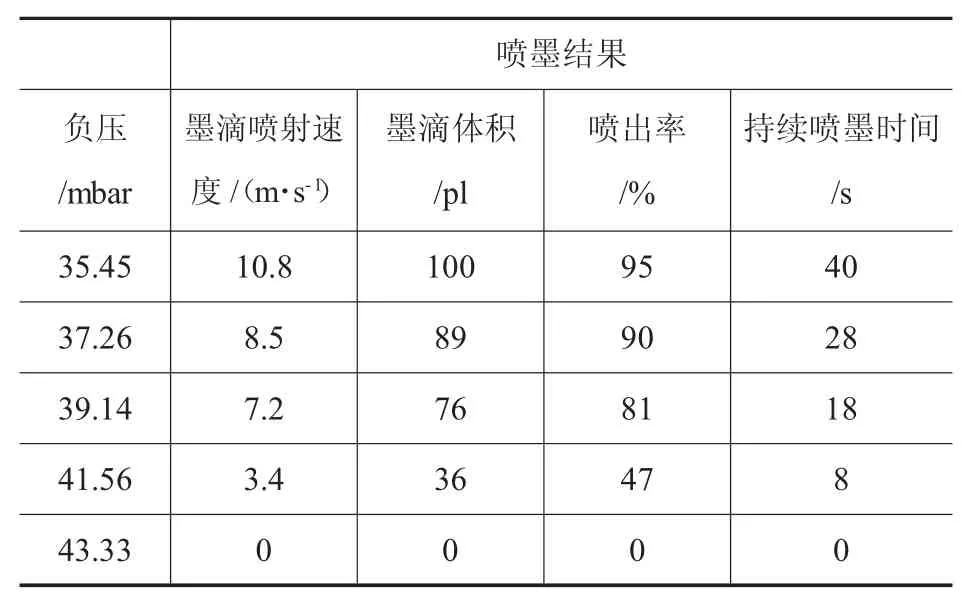
表3 升高负压对喷墨影响
由表3 可见,升高负压对喷墨有较大影响,负压升高幅度较大时无法正常喷墨,随着负压逐渐增高,墨滴喷射速度、墨滴体积、喷出率、持续喷墨时间均会相应降低。
2.3 微调负压对喷墨的影响
在其他喷墨参数不变的情况下,微调负压,测试结果如表4 所示。
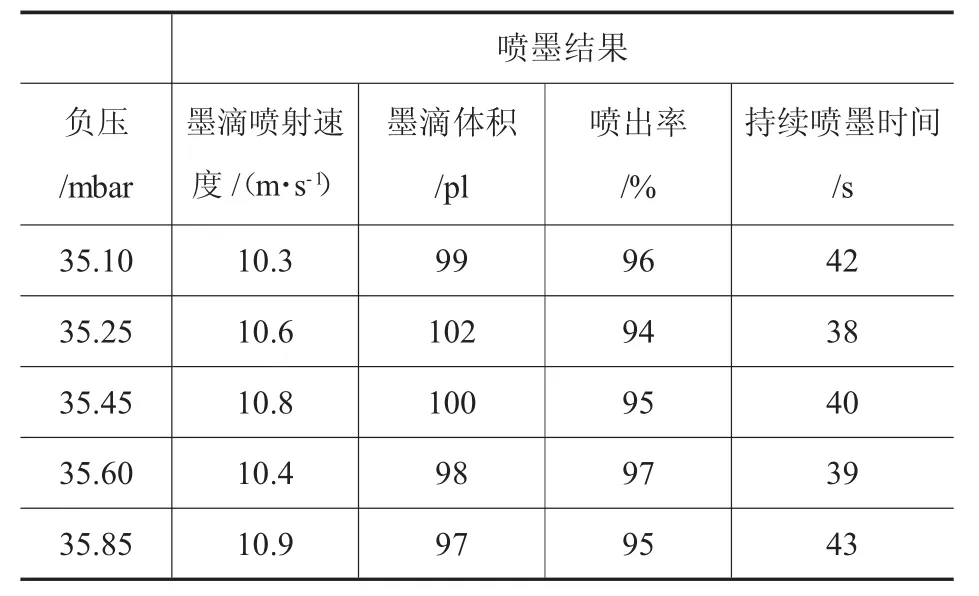
表4 微调负压对喷墨影响
由表4 可见,负压在35~36 mbar 之间微调时未体现出喷墨各项参数明显的规律性的变化,变化值均在测量误差范围内,由此可知负压控制精度精确至小数点后两位数即可。
3 结论
本次试验研究表明,负压对3DP 砂型打印机喷墨具有较大影响,降低或升高负压均会影响喷墨效果,负压大小应控制在一定范围内,负压的调节原则如下:
(1)负压不能过高或过低,原则为压电陶瓷片在张弛作用时产生的力大于墨盒内部与外界大气压力差产生的力,墨盒内部与外界大气压强差产生的力大于或等于墨水自身重力。
(2)墨盒内部与外界大气压力差产生的负压压力与墨水自身重力越接近喷墨效果越理想,压电陶瓷片在张弛作用时产生的力与墨盒内部与外界大气压负压力差产生的力差值越大喷墨效果越理想。
(3)负压调节精度可控制在5%mbar 以内。
