浅谈阀门表面涂装工艺
2019-11-22曹宜军尚洪宝
曹宜军,尚洪宝
(重庆川仪调节阀有限公司,重庆 400707)
阀门制造的全过程既包含了铸造、锻造、热处理、焊接、清洗、表面处理、无损检测、表面涂装、阀门产品包装等生产过程,也包含各类阀门零部件的机械加工工艺及成品装配工艺过程。本文着重论述阀门表面涂装工艺:涂装前处理、表面涂装在阀门生产制造过程中的运用及关键控制点。
1 阀门生产过程基本流程
阀门生产过程中涂装前处理及整机涂装必不可少,同时具备自身的行业特点,需遵循行业标准JB/4711《压力容器涂覆及运输包装》的要求。
2 涂装前处理

图1 阀门生产过程基本流程Fig.1 Basic flow of valve production process
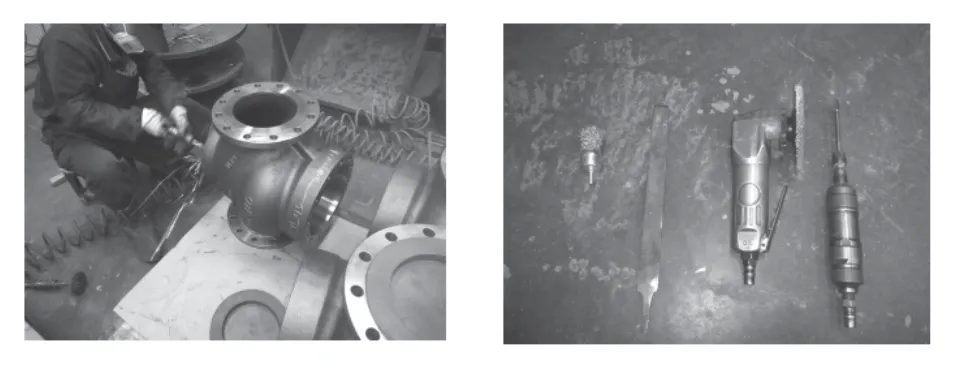
图2 打磨及打磨工具Fig.2 Grinding and grinding tool

图3 智能磷化生产线Fig.3 Intelligent phosphating production line
涂装前处理涉及打磨、除油、磷化、喷砂/抛丸等过程,对于阀门壳体类零件,涂装前处理主要是为改善钢结构表面特性,从而提高涂层附着力,增强涂层物理防腐能力。
2.1 打磨
打磨主要是针对铸造类零件,其目的为去除工件非加工面上所有影响产品外观和油漆附着力的型砂、芯砂、芯骨、多肉、粘砂、残余浇冒口、皱褶、飞边、毛刺、焊接面、焊接飞溅等,对于碳钢类铸造件还具备除锈功能。阀门壳体类零件打磨目前主要为手工打磨,需要做好安全防护。
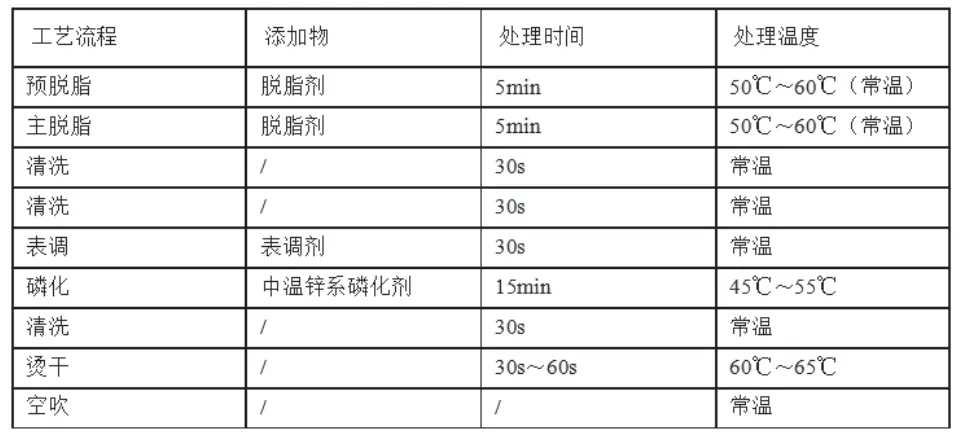
表1 碳钢零件中温锌系磷化工艺流程Table 1 Medium temperature zinc phosphating process flow of carbon steel parts
2.2 除油
除油主要是通过有机溶剂或碱性皂化液将加工过程中产生的油污、切削液以及存放过程中吸附油污进行清除,为磷化和喷漆做准备。
2.3 磷化
磷化[2]处理分为:锌系、锰系、锌钙系、铁系磷化,按磷化温度不同分为低温、常温、中温、高温。磷化的作用主要是给基体金属提供保护,在一定程度上防止金属被腐蚀并用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力。磷化防锈基理主要是在基体金属形成一层磷酸盐防护膜。其中中温磷化游离酸度稳定,易掌握,磷化时间短,生产效率高,耐蚀性与高温磷化膜基本相同。其中最为关键的工序为磷化,需定期测定总酸度及游离酸度,以保证磷化质量,同时中温锌系磷化日常维护最为重要的参数为磷化温度,温度过高磷酸盐过饱和析出产生白色沉淀影响磷化质量,温度过低则降低磷化效率。
2.4 喷砂/抛丸
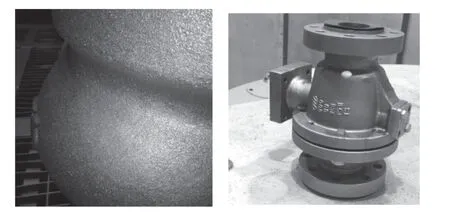
图4 喷砂处理后钢结构表面Fig.4 Steel structure surface after sandblasting treatment
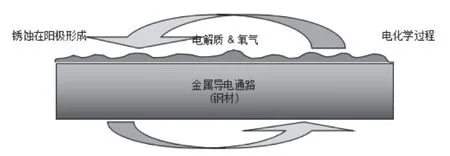
图5 腐蚀基本原理图Fig.5 Corrosion principle diagram
GB/T 8923.1-2011 将喷砂[3]/抛丸工艺用“Sa”表示,其作用为改善零件外观质量,形成一定的粗糙度进而提高油漆附着力。一般高防盐雾等级喷漆的产品及外观要求较高的不锈钢类产品需进行喷砂/抛丸,对于不锈钢类壳体喷砂/抛丸不可选择碳钢类钢砂/钢丸,避免“嵌入式”生锈。

表2 涂装主要性能参数检测Table 2 Testing of main performance parameters of coating
2.4.1 喷砂原理
将磨料输入到空气流中,经高速将磨料/空气混合物从喷嘴射向要清理的表面,在钢砂切削、撞击的作用下,将基材表面附着不牢的铁锈、氧化皮清除掉,从而达到除锈的目的。
2.4.2 抛丸原理
在固定装置中或移动式设备上,磨料装在旋转轮或放置在叶轮上,被均匀地抛出,高速抵达被清理表面。其作用基本与喷砂类似,但获得的表面更加规则细腻。
3 整机涂装
3.1 阀门涂装的目的
阀门涂装的目的除了美化产品外观,更重要的是进行防腐和标识,尤其在石油开采逐渐扩张到沿海甚至海上,配套的阀门产品必须满足含盐类、含硫类的湿热大气环境防腐要求,进而达到额定防盐雾指标。
3.2 什么是腐蚀
钢结构腐蚀是一个电化学过程[4],该过程必须满足以下4 个要素:阳极、阴极、电路通路、电解质和氧气。阀门表面涂层就是为了阻止以上四要素的形成。随着涂装行业的发展,表面涂层除了有物理隔绝防腐方式还有物理隔绝加阴极保护[5]双重防腐,典型的例子为目前运用的比较广泛的“环氧富锌(Zn)”底漆[6]。
阳极反应:Fe →Fe3++3e-
阴极反应:O2++2H2O+4e-→4OH-
3.3 涂装的方式
涂装方式一般有刷涂、滚涂、喷涂、浸涂,其中喷涂又分为高压无气喷涂和传统空气喷涂[7]。结合阀门壳体外形尺寸,采用传统空气喷涂更有利于控制涂层质量。
3.4 涂装性能检测
涂装主要性能检测包含漆膜硬度、底面漆附着力、底面漆拉拔力、底面漆中性盐雾试验[8]以及漆膜厚度,表2为其检测值及检测方法。值得注意的是,当漆膜额定厚度达到100um 以上时,划格法测试油漆附着力时涂层很难划破到基材表面,此时需采用拉拔法进行测试。同时为保证阀门产品在现场安装后,其防腐能力达到预期,阀门生产厂家可通过中性盐雾试验结合ISO12944-6 相关标准及预先选定的涂层配套,在阀门产品出厂前对涂层进行定量检测来衡量涂层防腐能力是否达标。
4 结语
在当今阀门行业国产化[9]的大形势下,国产阀门与进口阀门比拼的是稳定性及耐久性,国产阀门除了结构必须优化外,其表面涂层防腐能力的高低也是影响阀门稳定性和耐久性的重要因素。尤其在石油、石化行业不断向沿海甚至海上发展的格局下,其配套的阀门产品如果不能满足设计的防腐要求,必将被市场淘汰,做好阀门表面涂装显得尤为关键。