CBN砂轮曲轴磨床的曲轴主颈加工电气设计
2019-11-19万学斌周少波
万学斌 周少波


【摘 要】随着绿色制造概念的提出,CBN砂轮曲轴磨床应运而生,文中利用数控系统设计了750型CBN砂轮曲轴主颈磨床。它和传统磨床比较,不仅绿色环保,而且提高曲轴加工精度,缩短加工时间,降低磨床成本。
【关键词】CBN砂轮;曲轴磨床;曲轴主颈加工;电气设计
中图分类号: TM383.6 文献标识码: A 文章编号: 2095-2457(2019)25-0026-002
DOI:10.19694/j.cnki.issn2095-2457.2019.25.011
Electrical Design of Crankshaft Main Neck Processing of CBN Grinding Wheel Crankshaft Grinder
WAN Xue-bin ZHOU Shao-bo
(Hubei Vocational and Technical College, Hubei Xiaogan 432000, China)
【Abstract】With the concept of green manufacturing, CBN grinding wheel crankshaft grinder came into being. Compared with the traditional grinder, it is not only green and environmental protection, but also improves the crankshaft processing accuracy, shortens the processing time and reduces the grinding cost.
【Key words】CBN grinding whee; The crankshaft grinding machine; Crankshaft main neck processing; Electrical design
0 前言
当前,节能减排,保护环境,已成为全人类的共同呼声。绿色环保对制造业提出了更高的要求,制造业的经济增长模式不断地由资源消耗型向高效环保节能型转变,绿色制造是21世纪制造业的可持续发展模式和重要特征,制造业实施绿色加工势在必行。在这样的大时代背景下,CBN(立方氮化硼)超硬磨料的砂轮应运而生,由CBN砂轮制造出的曲轴磨床逐渐地取代普通曲轴磨床已经成为大的趋势。[1-2]
CBN砂轮和普通(刚玉:AL2O3)砂轮比较:高速CBN砂轮产生的磨削产物极少,且其产生的金属磨屑易于直接回收利用,因此CBN砂轮不像普通砂轮那样污染环境;CBN砂轮的导热性和热稳定性好,不易产生曲轴磨削烧伤或磨削裂纹; CBN砂轮的直径较普通砂轮小,转动时的转动惯量小,易于实现动平衡,高速磨削时曲轴表面粗糙度值低,波纹小;CBN砂轮硬度大,其耐用度是普通砂轮的100倍,寿命是普通砂轮的44.4倍,磨削时不会像普通砂轮边缘磨损较快,如果不及时修整,就会将曲轴磨出喇叭口,CBN砂轮耐用度高,可以减少砂轮的修整次数,提高了磨削效率;使用CBN砂轮后,磨床的结构相对简单,成本得到了降低。[2]
1 曲轴主颈磨床运动形式
曲轴磨床加工方式多样,这里采用典型的四缸曲轴为例,给出了曲轴主颈磨床的简化运动示意图如图1所示。
CBN曲轴主颈磨床运动分两部分:曲轴主颈磨削和CBN砂轮修整。
(1)曲轴主颈磨削:当系统开始磨轴时,它会按优选的磨削顺序4#-2#-1#-3#-5#进行磨削。走到相应的磨削颈位,由中量仪在线提供信号,通过Z轴移动,让砂轮中心线与磨削颈的中心线对准,然后X轴移动磨削该颈位。精磨时,测量仪在线测量保证曲轴外径尺寸。磨完后移動到下一个磨削颈位,重复上面的动作。直到将五个轴颈磨完为止。
(2)CBN砂轮修整:CBN砂轮的修整是用的金刚滚轮,当系统进行CBN砂轮修整时,在修整信号使Z轴自动走到修整位,X轴走到修整起始点后,消空程的AE传感器探测到金刚滚轮与CBN砂轮的X轴和Z轴的位置,然后通过X轴和Z轴插补运动,将砂轮按工艺要求修整好。
其中的头架电机是使曲轴以主颈为轴旋转,砂轮电机采用皮带传动带动砂轮旋转,滚轮修整电机保证滚轮旋转;X轴电机是使砂轮架移动,Z轴电机是使工作台移动,1号和2号中心架是在曲轴精磨时,为保证曲轴磨削精度而给出的二维(V,Y)支撑。
我公司生产的曲轴主颈磨床采用的CBN砂轮直径为750mm,普通磨床砂轮直径为1100mm,故此把这样的磨床称为750型CBN砂轮曲轴主颈磨床。
2 曲轴主颈磨床电气控制方式和系统电气控制电路
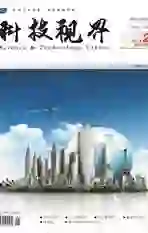
曲轴主颈磨床的执行部件较多,为了凸显主题,在这里只是按图1运动方式给出曲轴主颈磨床电气设计框图如图2所示。
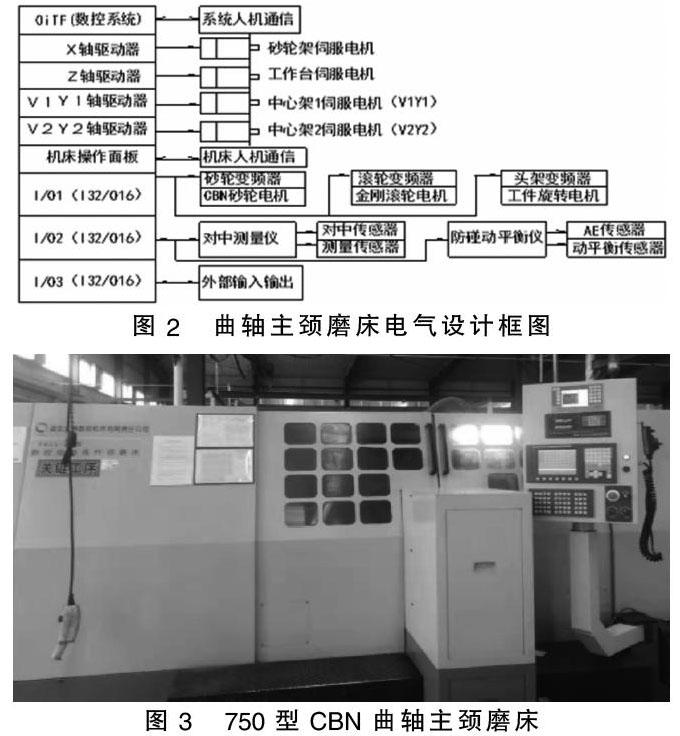
图中X、Z、V1、Y1、V2、Y2六个轴电机由数控系统控制;砂轮电机、头架电机、滚轮电机是三相交流电机,在I/o1口采用变频器控制,以实现砂轮和金刚滚轮无级调速,达到磨削和修整的最佳效果。在I/o2口连接量仪和防碰动平衡仪,其中量仪有轴颈方向对中和外径测量,以保证曲轴精度,防碰动平衡仪有声接收传感器(AE)和保证CBN砂轮动平衡(SB)的功能,其中AE功能可以用来探测砂轮位置、消除磨削余程和防碰撞,SB功能则可手动和自动平衡砂轮。其它的外围执行部件打包由I/o3口控制。我公司设计出的750型CBN曲轴主颈磨床如图3所示,其各项性能均达到国内同行业先进水平。
3 曲轴主颈磨床加工程序流程图
根据磨床磨削的加工工艺,磨削程序流程图如图4所示。[3]
4 结束语
绿色制造概念下诞生的750型CBN曲轴主颈磨床,不仅节能环保,而且提高了曲轴的加工质量和加工效率,简化了磨床结构、加工工艺和降低了磨床成本,受到曲轴加工行业的青睐。
【参考文献】
[1]杨威,刘将先,王帅,等.高速立方氮化硼砂轮与绿色制造[J].金刚石与磨料磨具工程,2014(34):69-72.
[2]王光祖.立方氮化硼砂轮在高技术制造业中的应用[J].超硬材料工程,2016(28):37-40.
[3]欧阳三泰,周琴.曲轴磨床PLC数控系统设计[J].机床电气,2004.5:30-32.