基于LabVIEW的微尺寸轴监测系统设计与实现
2019-11-15李真,刘超
李 真,刘 超
(1.重庆工程学院 大数据与人工智能学院, 重庆 400056;2.贵州航天电器股份有限公司, 贵阳 550009)
继电器上往往存在一种微小尺寸轴,它是继电器的关键部件之一,其尺寸制造精度对整套继电器产品的使用状况和寿命起到了决定性的作用。因此,为了保证该轴的质量,使后期工序可以精准配对,需要对该微小尺寸轴进行质检。
目前,国内外普遍使用的检测方法是传统的打表法。一方面,该种方法检测过程劳动强度大,工人易疲劳,经常会出现错检现象,给后续工序带来了潜在的安全隐患;另一方面,其检测速度、精度难以达到要求,检测成本也比较高[1]。CCD(charge-coupled device)摄像机具有集成度高、体积小、分辨率高、图像畸变小等优点,基于CCD摄像机的机器视觉技术取代传统检测技术的应用更加广泛[2-3]。LabVIEW软件是一种图形化编程语言,编程灵活、流程清晰,具有开发周期短、扩展性好的优点,广泛用于自动化工程领域监控、检测系统开发[4-6]。其中,张平生等[7]设计的机器视觉系统能对管孔零件尺寸自动测量,测量精度在0.01 mm左右;岳晓峰等[8]建立了一种基于虚拟仪器技术的工件同轴度误差检测系统,精度维持在0.006 mm;高琼等[9]采用IMAQ Vision视觉软件实现对圆筒形零件的直角梯形槽槽宽检测,精度维持在0.002 mm左右。
因此,借鉴以上方法的优点并结合微小尺寸轴的特征,本文设计一种基于CCD与Labview的微小尺寸轴监测系统,该系统主要由CCD机、机械结构系统、运动控制系统以及上位机组成,其实现了微小尺寸轴的自动监测,减少了人为误差,提高了测量准确度和精度,提升了产品质量,并提高了生产效率,具有良好的实用价值。
1 系统描述
如图1所示,根据待测微小尺寸轴的检测要求以及行业标准,设计了微小尺寸轴的在线监测系统,其中φD1、φD2分别表示轴直径和槽直径。该系统主要由上料装置、机械手构成的送料装置、CCD检测装置以及分选装置组成,如图2所示。首先将待检测的微小尺寸轴放置于上料载盘上,接着运用机械手将其抓取至CCD检测位置,最后通过检测系统软件中一系列算法实现微小尺寸轴的检测并将最终检测结果分为合格品和不合格品,合格品进入下一个工序使用,不合格品则进行剔除。

图1 待测小尺寸轴示意图
整个系统中的动作控制都是由传感器检测待测微小尺寸轴的位置和状态,通过PLC控制气动元件、主轴电机以及机械手的运动和停止来实现微小尺寸轴的监测过程。微小尺寸轴的在线监测系统是基于LabVIEW搭建的虚拟仪器软件开发平台实现的,主要检测流程如图3所示,主要包括程序初始化、相机是否正常连接、图像采集、图像处理、轴尺寸计算以及结果输出和数据存储等几个部分。
2 检测原理
2.1 CCD传感器检测原理
首先CCD 相机通过连续拍照的方式采集微小尺寸轴的图像信息并将该信息传输至计算机,然后检测系统经过图像预处理、查找表、图像二值化以及边缘特征提取等图像处理技术对图像信息进行分析和处理,提取轴的边缘特征,最后通过最小二乘法拟合轴边缘直线并计算出轴的相关尺寸。本检测系统中,相机采用的是某公司的500万像素 CCD 工业相机,镜头选用日本某公司生产的工业镜头。光照系统采用上海某科技有限公司生产的平行背景光源,该光源添加了平行光镀膜,其发射光接近理想平行光。
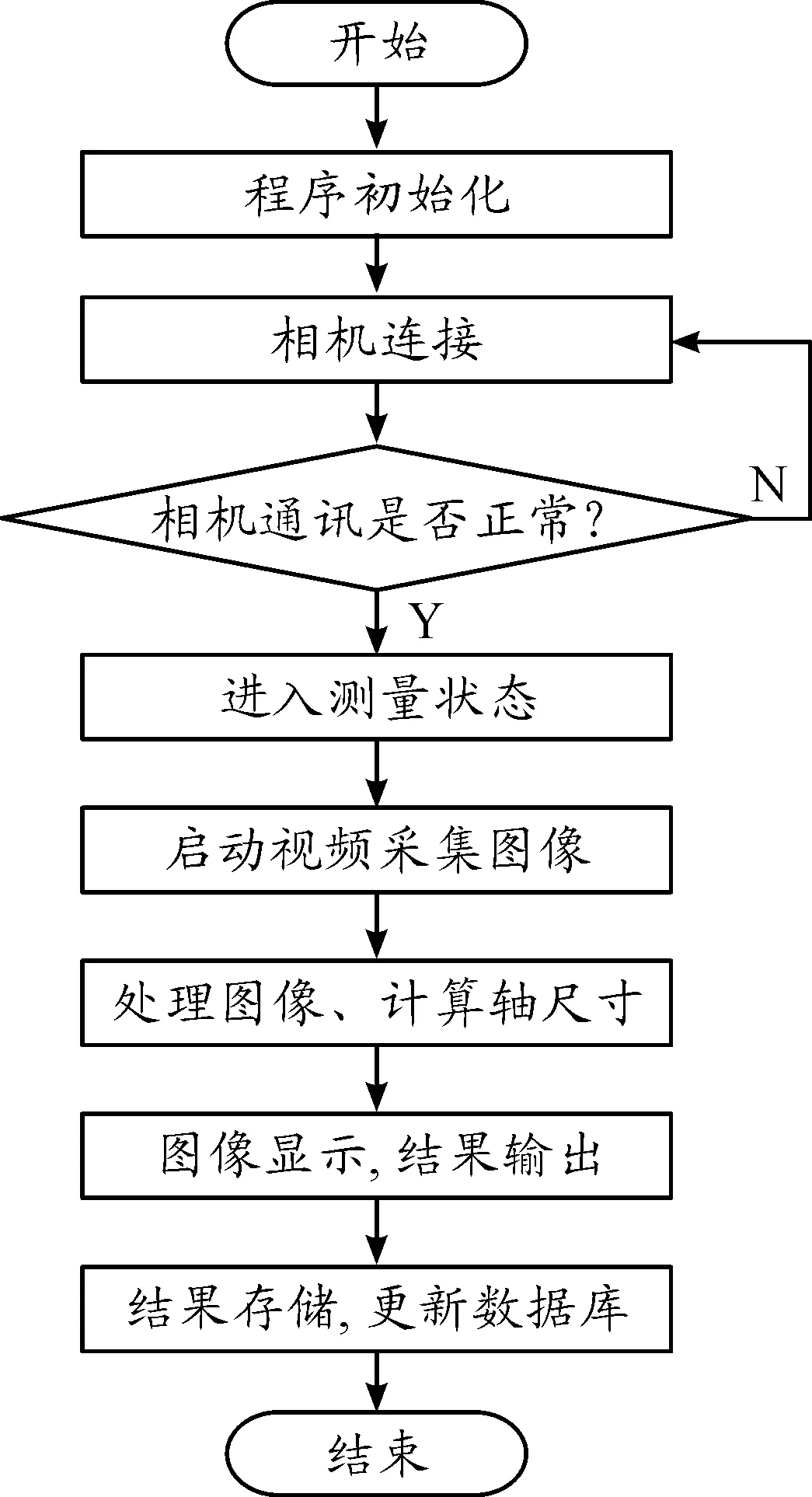
图3 系统检测流程框图
2.2 静态工况下轴、槽直径和同轴度检测
在计算微小尺寸轴的各项尺寸时,通过最小二乘法拟合各条直线段,进而得到相应的尺寸。以轴直径测试为例,设拟合的轴边缘的2条直线方程为:
y1=a1x1+b1
(1)
y2=a2x2+b2
(2)
按照最小二乘法原理计算出a1、b1、a2、b2:
(3)
(4)
(5)
(6)
式中:(xi,yi),(xj,yj)分别是小尺寸轴两边缘上的像素坐标;m、n分别为拟合的总数。通过不断修正参数使得2条线平行,即a1=a2=a,进而计算出2条直线之间的距离:
(7)
进一步地,通过图像处理得到轴和槽中心线上的像素坐标。取微小尺寸轴的中心线作为基准线,并用最小二乘法拟合得到直线方程,如式(8)所示。计算槽中心上任意点(xk,yk)到基准线的距离,并将该最大值乘以2即两者的同轴度,如式(9)所示。
y3=a3x3+b3
(8)
(9)
3 检测系统程序搭建及功能实现
3.1 检测系统程序搭建
软件系统设计是基于LabVIEW开发的人机界面,检测系统主界面如图4所示。系统采用模块化设计思想,根据图3的系统检测流程将软件系统划分为图像采集、图像处理、检测结果实时显示以及图像数据存储等模块。

图4 检测系统主界面
不同模块的程序框图如图5所示。其中,图5(a)中主函数程序框图采用了生产者消费者框架结构,生产者循环主要生产数据指令,消费者循环主要执行指令并做数据处理。图5(b)中图像采集循环主要是通过调用IMAQdx Snap函数来实现[10],但是在进行图像采集之前还需要打开相机并正确配置相机参数。图5(c)中图像处理程序框图主要是调用NI视觉助手中的不同图像处理算法来实现微小尺寸轴的尺寸检测,具体算法参见下文。图5(d) 图像数据存储程序框图主要是调用DB Tools Insert Data子函数进行数据的存储,在进行该循环过程之前需要通过DB Tools Open Connection子函数打开数据库连接和运用DB Tools Create Table子函数在数据库中建立数据表。

图5 Labview程序框图
3.2 图像处理算法实现
基于机器视觉的图像处理过程主要包含相机标定、图像预处理、二值化、特征提取以及尺寸计算等,如图6所示。其中,图像的二值化处理主要是增强待测图像中背景与可用信息点之间的对比度,凸显有用信息点,形成只有0和1的图像的一种算法。而特征提取则是基于Hough变换是将直线上每一个数据点变换为参数平面中的一条直线或曲线,利用共线数据点对应的参数曲线相交于参数空间中一点的关系,使直线的提取问题转化为计数问题的一种方法。其算法实现如图7所示。

图6 图像处理过程

图7 Labview图像处理算法实现
3.3 动态工况下轴、槽直径和同轴度检测
利用静态工况下轴、槽直径和同轴度检测原理,可以采用CCD相机分别对不同角度的微小尺寸轴进行动态检测,即微小尺寸轴的一端用机械手夹紧,通过PLC控制机械手以一定的速度旋转,CCD相机以一定间隔时间采集图像。按照静态工况下的检测方法,对采样的轴图像进行处理,即可得到在动态工况下不同角度的轴尺寸测量结果,并将该结果与人工测量的结果比较得到如表1的结果。
从表1中可以得出:不同角度下的测量值均接近实际值,其中轴和槽直径运用千分尺测量,分别为0.796 mm和0.494 mm,而运用最小二乘法拟合轴、槽边缘直线计算得到的平均直径分别为0.798 6 mm和0.495 7 mm,与实际测量误差为0.002 mm和0.001 7 mm。运用手工打表法测量的同轴度为0.013 7 mm,而用最小二乘法拟合中心线方法计算的同轴度为0.015 5 mm,误差为0.001 8 mm。由此可见,运用最小二乘法拟合直线计算轴、槽直径以及同轴度与实际检测结果相吻合,且符合实际生产加工的要求。

表1 动态工况下微小轴的尺寸测量结果 mm
3.4 环境变化实时监控及报警
在实际检测过程中,周围环境的光照会对检测系统产生一定的影响,尤其是在进行尺寸检测时,当光照发生变化时会使得图像的一些像素的灰度值发生改变,使得边缘几何特征缺损,最终使得测量尺寸错误。为解决类似问题,本检测系统设置了一种报警系统,即对该系统中微小尺寸轴所占的像素灰度值总数设置了一个阈值,该阀值是在正常光照条件下通过多次检测多颗小尺寸轴所占的像素灰度值总数的平均像素灰度值。在实际检测过程中,当微小尺寸轴的像素灰度值总数超过了该阈值时则弹出报警界面,用户根据实际情况清除报警后才能够继续对微小尺寸轴进行检测。
图8为环境光源变化时的状态图,此时设置的像素灰度阈值为50.82,而实际检测到小尺寸轴所占的像素灰度值总数为89.98,明显高于设置的阈值,因此会弹出报警界面。

图8 环境光照变换时的图像
将图8状态下的像素阈灰度值设置为100后,发现系统不会报警,同时在对该图像进行边缘特征提取时,偶尔会出现把边缘直边找错的现象。因此,根据微小尺寸轴所占的像素灰度值总数设置了一个有效阈值可以有效避免类似情况发生。
4 结束语
针对微小尺寸轴零件的尺寸检测,开发并实现了一种基于LabVIEW的微小尺寸轴监测系统。该系统运用轮廓分析方法和最小二乘法实现了动态工况下微小尺寸轴的轴直径、槽直径以及同轴度在线检测;同时,该系统根据动态环境中的阈值提出了一种动态环境的实时监控及报警的方法。实验结果表明:该系统不仅能够实现图像数据的实时采集、处理、显示和存储功能,而且检测结果稳定性强、检测精度高,完全满足实际生产应用的要求,具有良好的实用价值,这为类似的小尺寸轴检测提供了理论依据和检测思路。
