曲面分段零部件托盘物流跟踪技术
2019-11-13伍朝晖胡诚程王宣平
伍朝晖,胡诚程,王宣平,俞 峰
(江南造船(集团)有限责任公司,上海 201913)
0 引 言
船体结构是以分段为最重要的中间产品组织建造的,根据分段的结构特点和建造难度,船体分段主要分为平面分段和曲面分段2类。与平面分段相比,曲面分段的结构复杂,建造环节多、难度大、周期长,零部件易缺失[1]。
在建造曲面分段过程中,每个建造环节都会产生不同数量的部件,按生产设计要求,这些零部件会在不同阶段被装载到不同的托盘中,配送到不同的场地和工位,保证生产有序开展[2]。在引入分道套料的概念之后,曲面分段零部件按小组立、中组立和大组立等中间产品划分托盘,使得托盘的数量有所增加,在实现精细化生产的同时,托盘跟踪和管理变得更加困难[3-4]。
提高零部件配送的准确性和完整性是保证曲面分段按时开工建造、有序生产的关键之一,而合理跟踪零部件托盘物流是提高曲面分段配送的完整性的重要手段[5]。
1 曲面分段零部件配送特点
为缩短曲面分段的建造周期,通常将曲面分段划分成多个中组立和小组立并行建造。按曲面分段建造流程,车间被划分为切割工位(用于将钢板切割成零件)、加工工位(用于将初始零件加工成几何形状)、部件工位(用于将零件装焊成小型部件)和装焊车间(用于将零部件装焊成曲面分段)。
图1为曲面分段零部件物流配送流程,钢板切割之后形成初始零部件,经分分拣之后形成切割-加工、切割-小组立、切割-中组立和切割-大组立零件托盘,其中切割-加工零部件托盘流向加工工位,加工成形之后形成加工-小组立、加工-中组立和加工-大组立零件托盘流向组立工位,零件在小组立工位装焊成小组立部件,并根据下一步工序被分拣成小组立-中组立和小组立-大组立部件托盘,流向装焊车间进行中组立和大组立装焊作业。
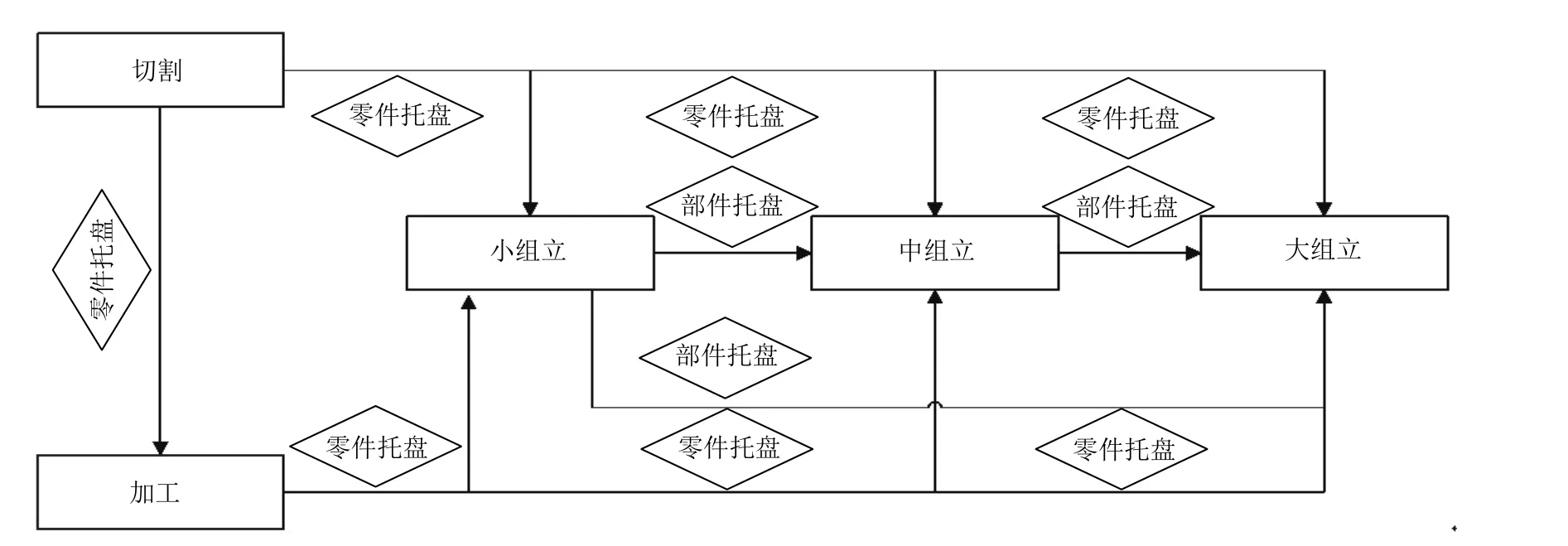
图1 曲面分段零部件物流配送流程
2 零部件物流跟踪方案
根据曲面分段建造过程中的零部件配送特点,零部件物流跟踪可大致分为零部件装盘过程的实名制跟踪和托盘流转过程的实名制跟踪2个步骤,并借助数字化技术手段加以实现。
2.1 零部件实名制入托
零部件实名制入托的主要目的是实现对零部件的装盘跟踪和管理,保证零部件装盘的完整性,避免出现错装和漏装现象。在生产设计阶段按零部件的类型、流向和加工代码等划分托盘,相同族性的零部件被划分到同一类托盘中,以此指导现场施工物流管理和配送,此类托盘被称为设计托盘。设计托盘的划分并不考虑托盘内零部件的数量,在曲面分段实际制造过程中,托盘的大小是相对固定的,这就导致部分设计托盘内的零部件需多个实物托盘才能装下,进而出现设计托盘与实物托盘不能完全一一对应的情况。因此,为实现零部件物流跟踪和管理,需同时做到以下2点。
2.1.1 零部件和实物托盘的实名制跟踪
在生产设计阶段,对每块零部件都进行编码,现场的实物托盘也有类型编码。在零部件装盘过程中,通过实名制记录来采集每块零部件及具体实物托盘的编码信息,建立零部件与实物托盘的关联关系。
2.1.2 实物托盘与设计托盘的实名制管理
在实际生产过程中,每个实物托盘都有唯一的设计托盘与其对应,但每个设计托盘可能有多个实物托盘与其对应。因此,在对零部件和实物托盘进行实名制管理的基础上采集设计托盘与实物托盘的关联关系,一方面便于后期生产计划的更新和需求分析,另一方面可根据设计托盘内零部件的数量和名称检查零部件装盘的完成性,避免错装和漏装。
2.2 托盘物流跟踪
托盘物流跟踪主要以实物托盘为跟踪单元,实现对装载相应零部件的实物托盘流转过程的跟踪和管理。对于曲面分段建造流程而言,托盘物流跟踪即为对实物托盘流转过程的跟踪和管理。在建造阶段,曲面分段托盘包括切割类托盘、加工类托盘、小组立部件类托盘和中组立托盘等。实物托盘以装载零部件为起点,以卸载零部件为终点,在这期间需经过搬运、存储、配送和交接等流转环节。因此,对托盘进行跟踪主要有2个目的:
1) 采集实物托盘与场地工位的关联关系,分析出托盘承载的零部件的具体存放位置;
2) 采集前后道交接的状态,分析托盘是否配送到位,判断配送过程中零部件是否有缺失。
3 曲面分段零部件物流数字化跟踪技术
3.1 托盘条形码刻印技术
根据数字化管理的要求,数字化跟踪技术应以二维码应用为核心,以实现信息资源共享和实时跟踪为目标。目前二维码技术在商品经济中的应用十分广泛和成熟,但用于船舶建造在钢板和零部件上喷印二维码却是国内首次。目前商业上通用的物流跟踪手段包括纸质条形码、喷墨一维条形码、激光刻录二维码和无线射频RFID等。因此,在配送零部件过程中要对二维码技术进行可行性研究,选用最合适的条码类型及与之匹配的刻印技术。
3.1.1 条形码适用环境
由于船厂的作业环境复杂,钢板、零部件和托架上喷印的二维码标识极易在流通加工、驳运和安装过程中磨损,条形码要在打磨、加工、焊接和水火矫正等加工过程中,在高油、高压和高温环境下具有良好的粘贴便利性、牢固性和可读性,同时具有对车间工人的适应性。
3.1.2 条形码刻印手段
由于纸质标识易磨损、一维条码信息容量较小,当前钢材条形码刻录主要采用二维码喷墨打印和激光打印2种方式。激光打标系统是一种小巧的激光机,可对钢铁、铝制品、油漆铁和塑料等多种材料进行永久打标,使用时只需将其连接到一台安装有打标控制软件的电脑上即可。喷墨打印是在现有的高速划线印字机打标机上加装一台二维码墨剂射流喷印打标设备,在数控划线印字机打标划线结束之后对零部件进行二维码喷墨打标操作。
3.1.3 条形码特性试验
在分段建造的工业化使用条件下对2种刻印方法进行试验验证,结果表明:由于激光会破坏钢板表面的保护漆,使得钢板在船厂施工环境中易出现生锈现象,导致条形码无法识别;采用喷墨打印不仅不会对母材表面造成影响,而且能满足打印速度快、可读性好的要求。试验结果验证了二维码喷墨打印技术是零部件托盘物流跟踪最合适的刻印技术。此外,可对划线机进行二次开发,通过在划线机上加装喷印装置,使其具有喷印功能。
3.2 托盘条形码识别技术
在对托盘条形码进行识别时,主要需选择合适的二维码阅读器,目前采用的有线二维码阅读器主要有进口的固定或手持二维码扫描器和国产的二维码阅读器等。
3.2.1 条形码识别手段
大量试验结果表明,手持终端(PDA)具有识别率高、识别速度快和经济性好等特点,是适用于曲面分段零部件托盘的二维码识别设备。同时,二维码PDA可通过二次开发与系统进行信息交互。通过移动终端与系统进行信息交互,对零部件物流的各工序动态信息进行采集和录入,即可实现对托盘的实时跟踪。
3.2.2 PDA信息交互
应用PDA进行信息交互的操作方式是根据PDA从系统中同步过来的托盘数据,通过扫描制造部托架上的二维码选择相应的工程号和分段号,找到需操作的电子托盘,选择需入托的零件在PDA上勾选,勾选完毕之后确认提交产生实物托盘。实物托盘是后续托盘流转的最小单位,1个电子托盘可对应多个实物托盘。
零部件入托生成实物托盘之后,若后道工序暂时不需要,需将实物托盘放置在临时堆场,通过PDA扫描托架上的二维码显示出当前托架中包含的零部件明细;然后扫描存放场地上的二维码,完成托盘入库操作,若托架较大,可占用多个库位进行存放。这样,将采集的数据反馈给系统之后,可明确知道存放该托盘的场地位置,避免不必要的找托盘的时间。图2为信息化平台关联。

图2 信息化平台关联
二维码刻印与识别技术的研究和应用实现了船舶曲面分段零部件托盘物流信息的喷印、采集、跟踪与交互,以及船舶曲面分段零部件建造全过程的托盘管控,使得船体建造各环节更加高效、有序,实现了无缝化衔接生产。
4 结 语
在船舶行业将物流管理理念与信息化技术相结合,开展船体曲面分段零部件托盘物流研究,这是管理上的创新突破。通过采用二维码刻印与识别技术,实现了对船体曲面分段托盘和零部件的实时跟踪,二次开发了信息化平台和手持扫码终端软件,实现了对船体曲面分段零部件物流动态信息的实时管控,提升了船舶建造信息化管理水平,为船舶建造托盘物流模式的革新提供借鉴。