后扭转梁总成开裂分析
2019-11-13张骁杰贲显力李卫华王冲袁超王斌
张骁杰,贲显力,李卫华,王冲,袁超,王斌
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
0 引言
后扭转梁总成是车辆后悬架系统中应用的一种半独立悬架,工作时承受弯曲和扭转载荷,其耐久性能非常重要。随着对轻量化需求的日益重视,后扭转梁的结构、工艺和材料的应用越来越呈多元化[1-3]。某SUV车型使用管状结构扭转梁本体,并采用热成形钢热处理工艺,在进行第二辆整车耐久试验过程中扭转梁本体与左螺旋簧支座焊接接头近扭转梁本体处开裂,开裂位置见图1。

图1 后扭转梁总成开裂位置
扭转梁本体用材为热成形钢22MnB5,壁厚t=3 mm,零件成形后经淬火+中温回火热处理。螺旋簧支座用材为QStE500TM,壁厚t=3.5 mm。后扭转梁总成焊接工艺为手工MAG焊,保护气体为20%CO2+80%Ar,焊丝为ER50-6,焊丝直径为1.2 mm。
1 试验与分析
为分析此后扭转梁总成开裂原因,进行以下工作。
1.1 断口分析
对扭转梁本体和左螺旋簧支座进行断口分析,在保护断口表面的前提下,人为将扭转梁本体和左螺旋簧支座在裂纹处分开,经乙醇溶液清洗和柠檬酸除锈处理后观察断口形貌,结果如图2所示。

图2 断口分析结果
(1)扭转梁本体与左螺旋簧支座焊接部位颜色较深,腐蚀程度比周围更严重,为裂纹源区,如图2(a)所示,并伴有发散状条纹,如图2(b)所示。
(2)裂纹源区两侧的扩展区表面可以观察到明显的疲劳辉纹,如图2(c)所示,扩展区放大后可以观察到细小的疲劳条带,如图2(d)所示,后扭转梁总成开裂属于疲劳开裂。
1.2 焊接接头分析
1.2.1 失效总成焊接接头分析
分析与开裂焊接接头左右对称的位置,即分析扭转梁本体与右螺旋簧支座焊接接头金相组织及显微硬度。焊接接头近扭转梁本体侧过热区组织为马氏体,正火区组织为铁素体+珠光体,两相邻区域硬度差值为HV200,力学性能相差很大,硬度分析结果如图3所示。另外,在扭转梁本体与右螺旋簧支座焊根处发现未融合缺陷,表征焊接质量不佳,如图4所示。未融合缺陷减小了焊道有效工作截面积、降低了焊接接头强度,是不允许存在的焊接缺陷[4]。由焊接缺陷引起的后扭转梁总成失效不在少数[5-6],必须要重视后扭转梁总成的焊接质量。

图3 失效件焊接接头硬度分布

图4 失效件焊接未融合缺陷示意
1.2.2 未失效总成焊接接头分析
在上一辆通过耐久试验的后扭转梁总成上取样分析焊接接头组织和硬度,取样位置参照开裂后扭转梁总成取样位置。其焊接接头近扭转梁本体侧过热区组织为马氏体+珠光体+少量铁素体,正火区组织为铁素体+珠光体,硬度分布较为平缓,如图5所示。
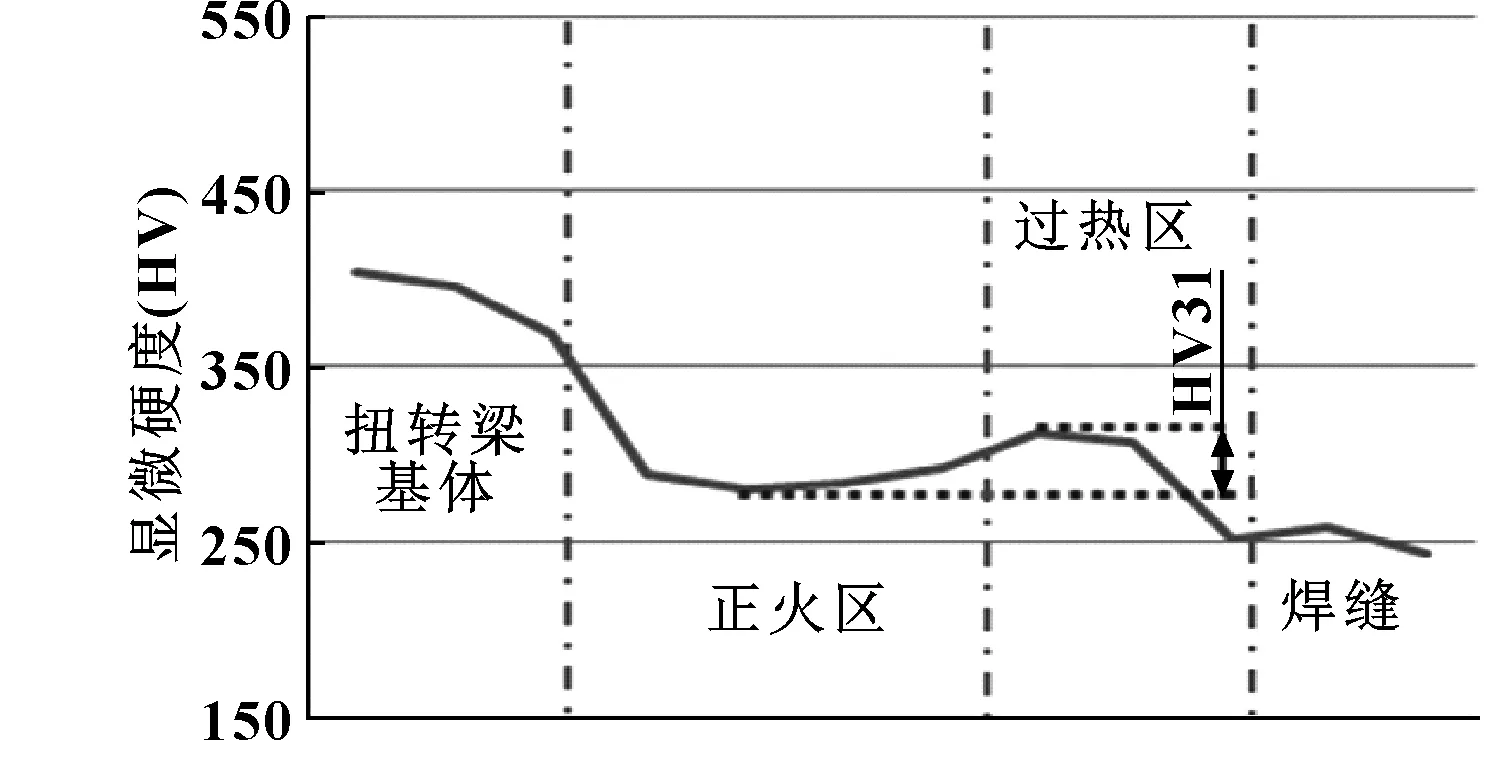
图5 通过耐久试验后扭转梁总成焊接接头硬度分布
1.3 零件母材分析
在失效后扭转梁总成上分别截取扭转梁本体和左螺旋簧支座试样检测元素含量,结果如表1所示,元素含量全部符合材料标准要求。

表1 成分检测结果(质量分数) %
分析零件金相组织,扭转梁本体为回火屈氏体组织,螺旋簧支座为铁素体+珠光体组织,如图6所示,材料组织无异常。

图6 失效后扭转梁总成金相组织
1.4 原因分析
失效扭转梁总成原材料符合标准要求,与上一辆通过耐久试验的后扭转梁总成相比,失效扭转梁总成焊接接头近扭转梁本体侧过热区组织为马氏体,过热区和正火区力学性能差异较大,即在高强度的耐久试验中两区域变形能力差异较大,造成应力集中。
为分析开裂后扭转梁总成焊接接头过热区马氏体组织产生原因,回溯其焊接条件,总成焊接当日环境温度为-6~3 ℃,无焊前预热、焊后控制冷速等措施。通过耐久试验的后扭转梁总成焊接当日环境温度为6~22 ℃。由相同的焊接人员使用相同的焊接设备和焊接参数在低温环境舱进行后扭转梁总成焊接,模拟失效件焊接时环境温度,设定环境温度t=0 ℃,测量焊接接头T8/3数据,计算出扭转梁本体与螺旋簧支座焊接后焊接接头冷却速度约为45 ℃/s。扭转梁本体用材为热成形钢,淬透性强,其马氏体临界转变冷却速度为20 ℃/s,远低于失效后扭转梁总成焊接接头冷却速度。
综上,失效后扭转梁总成焊接时环境温度过低,且没有焊前预热或焊后缓冷措施,造成焊接接头冷却速度过大,焊接接头过热区产生马氏体组织。过热区和正火区性能差异造成两区域材料变形能力的极大差异,进而产生应力集中,结合焊接质量不佳,则更容易萌生裂纹。
2 结论
(1)开裂为疲劳开裂,扭转梁本体与左螺旋簧支座焊接接头为裂纹源。
(2)失效后扭转梁总成的焊缝存在未融合焊接缺陷,焊接质量不佳。扭转梁本体与螺旋簧支座焊接接头近扭转梁本体侧过热区和正火区变形能力差异大易产生应力集中。两相结合,在耐久试验中易萌生裂纹,进而造成零件开裂。
(3)为避免后期再次出现此类问题,首先需要改善焊接质量,保证无焊接缺陷;另外,建议在环境温度过低时增加焊前预热、焊后缓冷工序[7-8]或使用淬硬倾向小的钢材。