接触介质对电焊熔渣宏观特征影响研究
2019-11-11雷心怡
雷心怡,李 阳
(中国人民警察大学,河北 廊坊 065000)
0 引言
电焊是焊条电弧焊的俗称,是建筑工地普遍存在的一种焊接操作。电焊时电弧温度可达3 000~6 000 ℃,飞溅的焊渣温度高达2 000 ℃。在电焊作业点周围,常存在木屑、泡沫塑料及棉花等可燃堆积材料,一旦焊渣与其接触,就可能引起燃烧,甚至蔓延成灾[1-2]。如:2000年12月洛阳东都商厦火灾和2010年11月上海静安教师公寓火灾均为电焊作业引燃建筑材料引起的重特大火灾事故。然而,在实际火灾调查工作中,电焊熔渣缺乏可供参考的痕迹特征标准以辅助勘验及鉴定工作,故在认定被引燃物种类,以及电焊熔渣与被引燃物关系时常存在较大困难。因此,有必要对不同引燃介质下形成的电焊熔渣的痕迹特征进行研究,从而为鉴定此类痕迹,调查电焊作业引起火灾提供理论依据。
目前,国内关于电焊施工作业引发火灾的调查主要集中于其引燃能力的分析。赵艳红等通过改变电焊机的工作电流、外墙保温材料的形态、电焊点与保温材料的距离及相对位置,研究电焊熔渣对挤塑板、聚苯板和玻璃棉的引燃能力[3];卢志刚等研究了加载电压对电焊熔渣数目和粒径分布的影响,以及固体材料性质对电焊熔渣引燃能力的影响[4]。电焊作为未设置保护装置,可以持续性拉弧,不断产生喷溅熔渣。NFPA 921认为电焊引燃可燃物有两种情况:一种是焊接过程产生的电弧,其能量可以引燃周围任何一种可燃物;另一种是喷溅电焊熔渣,由于其尺寸较大,携带热量多,同样具有较强的引燃能力[5]。目前,对电弧产生的喷溅金属颗粒引燃能力的研究,是国外电气火灾的研究前沿之一[6],国外关于喷溅熔珠引燃可燃物的具体研究有:Stephen等最先研究了大风条件下,输电线路撞击短路,产生铜、铝喷溅熔珠与燃烧火星的有效引燃距离[7];Costa等研究了架空铝导线短路迸溅熔珠对干草的引燃情况,并计算了掉落时间、颗粒温度及水平、垂直距离之间的数学关系[2];Carlos将高温喷溅金属颗粒的引燃过程分为高温颗粒产生的热化学阶段、风影响下的飞行阶段、接触可燃承载物阶段、承载物持续燃烧并造成火焰蔓延阶段,分阶段研究引燃特点,细化了研究思路[8]。这些文献表明电焊熔渣等电弧产生的喷溅颗粒对不同可燃物的引燃规律,但对于电焊熔渣痕迹特征的研究较少,其作为实物证据,是火灾调查的重要环节。因此,研究引燃介质对电焊熔渣痕迹特征的影响,对实际的火灾调查至关重要。
1 试验设计
1.1 试验装置及材料
试验装置如图1所示,其中引燃介质为瓷砖、聚苯乙烯泡沫板、刨花木屑和脱脂棉,引燃介质表面尺寸均为60 cm×50 cm。经预试验发现,改变介质样品厚度与密度,对其引燃情况无明显影响。
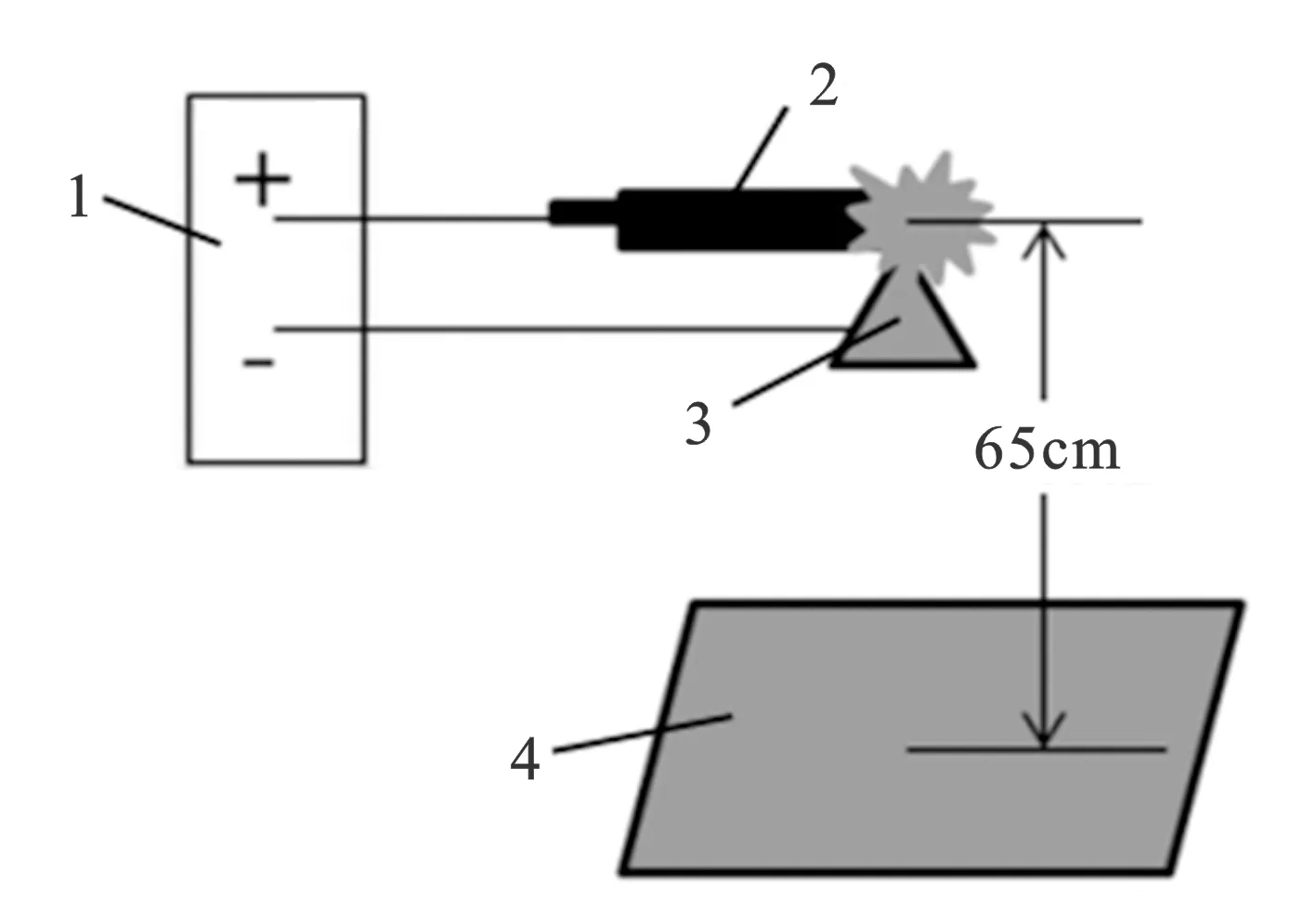
1.315型电焊机;2.THJ422碳钢焊条;3.角铁;4.引燃介质
1.2 样品制备
本试验设定输出电流120 A,控制THJ422碳钢焊条垂直于角铁一侧,弧光持续时间8 s,模拟电焊过程制备电焊熔渣。固定焊接点与接触物垂直距离65 cm,用摄像机记录不同接触物的引燃过程,逐帧分析引燃情况;收集电焊熔渣,用螺旋测微器测量其直径,XTL-340型体视显微镜观察焊渣宏观形貌。接触介质选择建筑工地常见的瓷砖、聚苯乙烯泡沫板、刨花木屑和脱脂棉,它们与焊渣接触后可形成不同的被引燃状态,分别模拟坚硬的不燃物、松散的可燃物及比表面积大的易燃物三种性质材料的被引燃过程。
2 研究结果
收集不同接触介质条件下得到的焊渣,观察接触物的引燃情况(如表1)。根据介质的燃烧特点,将引燃情况分为四类:(1)不燃;(2)形成短暂、不可蔓延的小火苗;(3)引燃接触物并持续缓慢燃烧;(4)引燃接触物并迅速蔓延。对焊渣形状进行分类,可分为单球型、双球型和多球型[9],如图2所示。

表1 引燃情况及焊渣数量统计情况

(a)单球型
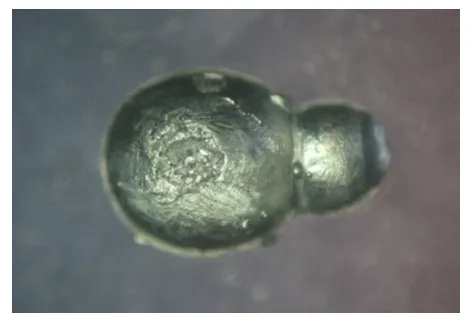
(b)双球型

(c)多球型
2.1 接触瓷砖后焊渣的痕迹特征
焊渣接触瓷砖后,不发生燃烧;直径1 mm≤d≤2 mm的焊渣最多,占总数的83%;直径0 mm≤d≤1 mm的焊渣占13%;直径2 mm≤d≤3 mm的焊渣最少,仅占4%。焊渣呈现规则的球形,表面光滑且有银黑色金属光泽,如图3所示。
2.2 接触聚苯乙烯泡沫板后焊渣引燃情况及痕迹特征
引燃介质为聚苯乙烯泡沫板时,直径2 mm以上的焊渣会将其引燃,在局部形成短暂小火苗,泡沫板烧穿后火焰随即熄灭,不发生蔓延;泡沫板与直径2 mm以下的焊渣接触后会被熔化,形成直径很小的炭化坑,但没有明火出现,如图4所示。经统计,直径1 mm≤d≤2 mm的焊渣最多,占总量的65%;其次为直径2 mm≤d≤3 mm的焊渣占26%;直径3 mm≤d≤4 mm、0 mm≤d≤1 mm及5 mm以上焊渣比例依次递减,分别占6%、2%和1%。焊渣与聚苯乙烯泡沫板接触反应后,得到的形状多为不规则的单球型和双球型,焊渣表面凹凸不平,且存在红色和黄色的斑点,如图5所示。
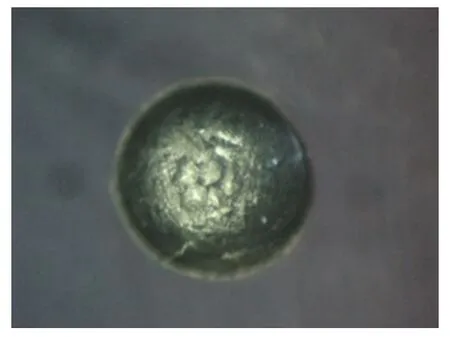
图3 接触材料为瓷砖时焊渣宏观形貌

图4 聚苯乙烯引燃情况

图5 接触材料为聚苯乙烯时焊渣宏观形貌
2.3 接触木屑后焊渣引燃情况及痕迹特征
粒径大于2 mm的焊渣可引燃刨花木屑,形成缓慢持续的燃烧,小于1.5 mm的焊渣仅能引起木屑炭化,如图6所示。直径2 mm≤d≤3 mm的焊渣最多,占总数的46%;直径3 mm≤d≤4 mm、1 mm≤d≤2 mm、5 mm≤d≤6 mm及4 mm≤d≤5 mm的焊渣,所占比例分别为17%、16%、11%和4%,7 mm≤d≤8 mm、9 mm≤d≤10 mm及10 mm≤d≤11 mm的焊渣最少,各占总量的2%。引燃介质为木屑时得到的焊渣直径明显增大,且出现特殊的多球型(即花瓣型和豆荚型),其表面较引燃介质为聚苯乙烯时更光滑,呈现金属光泽,如图7所示。

图6 木屑引燃情况

图7 接触材料为木屑时焊渣宏观形貌
2.4 接触脱脂棉后焊渣引燃情况及痕迹特征
焊渣与脱脂棉接触后可迅速将其引燃,并向周围蔓延,燃烧充分,如图8所示。直径1 mm≤d≤2 mm的焊渣最多,占总量的42%;其次为直径2 mm≤d≤3 mm的焊渣占34%;3 mm≤d≤4 mm的焊渣占17%;1 mm以下和4 mm以上焊渣最少,分别占6%和1%。多数焊渣为单球型和双球型,形状不规则,表面有大量鼓包,外层有油蜡似的反光面,脱脂棉纤维丝会变黄并粘附在焊渣表面,形成特殊的表面形貌,如图9所示。

图8 脱脂棉引燃情况
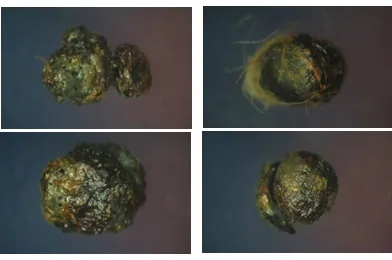
图9 接触材料为脱脂棉时焊渣宏观形貌
3 分析与讨论
3.1 引燃情况对焊渣表面形貌特征影响分析
当焊渣接触到坚硬的不燃物时,不会将其引燃,焊渣多为表面光滑且有金属光泽的规则球形。当接触介质为比表面积大的易燃物(如松散的棉织品)时,高温焊渣可将其迅速引燃并形成火势蔓延。当接触介质为松散的可燃物(如泡沫塑料类材料)时,能够产生明火,但持续时间短且不发生蔓延;若为木屑一类碎屑状材料,能够形成缓慢持续的明火燃烧。当引燃接触介质后,焊渣表面出现鼓包,有时会附着熔化变色的接触材料。
由于较大的温度差异,电焊产生的高温液态金属与瓷砖接触时迅速凝固,此时所处的气体环境较洁净,且焊渣无法引燃瓷砖,不会受到二次加热及所处气体环境中烟气等物质的影响,因此其表面光滑。当接触介质可燃时,会在焊渣周围形成二次燃烧的氛围。由于焊渣不是纯金属,焊条药皮中存在非金属成分碳、锰等,当焊渣引燃接触介质形成火焰后,二次加热会使得焊渣表面的非金属成分与氧气反应生成气体,同理,可燃物的成分主要为碳和氢,受热时也会产生CO、CO2和水蒸气,这些气体均会进入高温焊渣的表面,形成鼓包[10]。熔化变色的接触物会粘附在焊渣表面,改变其颜色,同时形成一层黏性的油蜡状物质,脱脂棉纤维受热后发黄,并粘连包裹住焊渣,因此焊渣表面可观察到黄色的丝状物。
3.2 引燃情况对焊渣形状特征影响分析
接触物为瓷砖时形成的焊渣多为尺寸较小的单球型,聚苯乙烯泡沫板、木屑和脱脂棉条件下可形成较大直径的双球型及多球型焊渣。
规则的单球型是火灾现场中最常见的焊渣形状之一,这是由于焊渣落地时迅速凝固且未受到二次加热的影响。引燃接触物后,火焰高温使得焊渣表面熔化,造成焊渣相互粘连,故双球型和多球型数量增加,木材燃烧时温度高达1 400~1 600 ℃,会形成花瓣型和豆荚型等特殊的多球型焊渣。因此,当焊渣接触坚硬不燃物时,一般为小尺寸的规则单球型;当接触介质可燃时,会形成多球型,介质燃烧温度越高,越易出现形状特殊、粒径大的多球型焊渣。
4 结论
通过本文试验研究,可得出结论:(1)焊渣接触瓷砖等坚硬不燃物时,直径d≤2 mm,呈光滑的规则球形,有金属光泽。(2)当接触介质可燃时,可形成双球型及多球型焊渣,直径1 mm≤d≤4 mm,表面不光滑,有鼓包及凹坑。与泡沫塑料类松散的可燃物接触后,其形状多为不规则的单球型和双球型,表面有红色和黄色斑点;当与木屑等燃烧温度较高的碎屑类材料接触后,可生成直径5 mm以上形状特殊的多球型焊渣,如花瓣型和豆荚型;焊渣与比表面积大的脱脂棉等纤维类棉制品发生反应后,表面附着油蜡似的反光物质,并可观察到粘附的棉纤维丝。
