MBBR填料输送喷射器的设计及应用
2019-11-08徐振杨
徐振杨
(中国石化镇海炼化分公司,浙江宁波 315207)
关键字:MBBR 填料 转移 喷射器
1 MBBR工艺概述及池体结构
镇海炼化乙烯污水处理场生化单元采用移动床生物膜反应器(Moving Biofilm Bed Reactor,以下简称MBBR)工艺,其核心技术是将密度接近水的悬浮填料直接投加到曝气池中作为微生物的活性载体,依靠曝气池内的曝气和水流的提升作用处于流化状态[1],使废水、空气、生物膜三者充分接触、相互作用,以获得良好的净化效果。MBBR工艺流程见图1。

图1 MBBR工艺处理流程
MBBR池为半埋地敞口混凝土结构,深约7 m,单池有效容积在588~840 m3。载体采用进口卡能士K3填料,材质聚乙烯,规格为Φ25×5 mm,填充率35%~40%。MBBR池采用高密度聚乙烯穿孔管曝气、筛孔出水,活性污泥池采用硬聚氯乙烯橡胶微孔曝气器、溢流堰出水。池顶用玻璃钢盖板全密闭,废气进生物除臭单元。单间MBBR池体结构见图2。
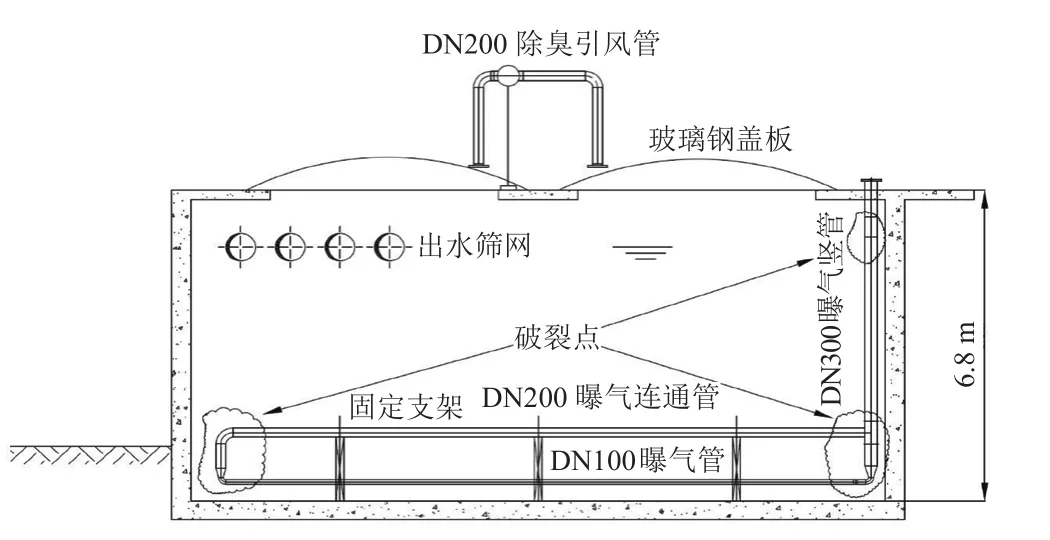
图2 MBBR池体结构
2 问题分析和检修措施
2.1 曝气管破裂原因分析
污水处理场于2010年3月建成投运,自2011年1月起先后有6间MBBR池发生池底曝气管破裂上浮,另有2间发生曝气总管纵向撕开,造成池内溶解氧快速下降为0,致使生化单元基本丧失处理能力,极大影响了设备的生产运行。
经历次抢修查找事故原因,发现其破裂点分别为连通管与曝气管连接弯头本体、曝气竖管与曝气管连接三通和熔接接缝处,以及水面上一段竖管纵向开裂。此外,固定管线U型卡箍大多有松脱现象,综合分析认定破裂的主要原因如下:
1)设计缺陷
池底穿孔曝气管原设计通过池底绳牵引,在曝气过程中摆动有助于气泡扩散,而总管通过U型卡固定不动,导致其相连部位长期受交变应力,易造成在三通管件“马鞍口”处发生破裂。
2)施工质量不高
固定U型卡箍用不锈钢双螺母紧固,不能避免振动松脱,脱落后总管上浮牵扯曝气管,易致弯头部位拉断。
3)选材不当
曝气管材质选用高密度聚乙烯,资料表明其可在-60~40℃间安全使用,参考GB/T6111-2003耐压试验最高温度也仅为80℃,而空气来自于多级离心风机,出口温度107℃。高温导致管线老化开裂,承压能力下降,最终撕裂损坏。
2.2 检修措施
针对以上原因,采取了池底安装固定金属卡槽,使曝气管可上下活动,限制左右摆动幅度,固定三通部位支模浇筑在混凝土块内保护;原固定U型卡螺栓直接焊死防脱;考虑水中氯离子较高,曝气总管采用了钢塑复合管,避免老化后撕裂。
2.3 检修难点
因加工高含硫原油,污水中硫酸根含量大于1 000 mg/L。管线破裂后仅一两天,活性污泥死亡发黑,上浮后与填料混合隔开水体,硫酸盐还原菌在厌氧环境下将污水中硫酸根还原为H2S。池面稍一搅动,空气中H2S浓度就大于100 µg/g,极大威胁人的生命安全。
历次抢修均采用彩钢瓦局部隔离破裂点,施工人员佩戴空气呼吸器进入池内清理填料和冲洗置换底泥,再对破裂点加装抱箍的方式。此作业方式效率低,检修周期约2个月/间,作业风险高,且不能彻底解决曝气管线再破裂问题。
3 MBBR池填料机械转移方法比选
为解决上述问题,需采用便捷高效的机械运输方式转移填料及污泥,但MBBR工艺在国内应用时间短,同类企业均无成功有效案例可循。通过调研各厂商提供的施工方案,常见的几种流体物料输送方案均存在缺陷,真空泵抽吸法是间断操作,需大面积填料堆放地,外加装臭气消除设施,设备体积大转运不便;低转速、大流道混流泵自重大且需现场制作井筒弯管和吊装支架,部分填料会破碎;现场临时龙门吊加小型电动提升抓斗是间歇操作,直接接触H2S;虹吸管可以避免填料破碎,但需要设备连续提供液位差、建立初始真空度,转移效率会随着水中填料密度降低而降低。因此,高效机械转移方案需同时满足以下条件:
1)填料转移中不能破碎,以免影响工艺效果和堵塞其他流体设备;2)生化池深度7 m,池面无承重平台,四周为管架,吊机无法站位,大型机械也无法进入,只能选用轻型化机械;3)转移时需密闭操作,避免恶臭或H2S散溢污染大气和操作环境;4)自动连续作业,尽量避免人为干预,满足工期要求、节约施工成本。
结合上述各种方案中泵的效率、虹吸管的大流道、真空泵的真空度等优点,选用气固喷射器进行MBBR池填料的机械转移,其具有结构简单、运行可靠、节能、维修量少、工程造价和运行成本低等特点。但常规工程应用中,喷射器在电厂、水泥、化工、建材、冶金、食品、饲料等行业的粉体输送中较为常见,在环保行业中的液体和固体填料转移尚无实例,因此,在实际应用之前对喷射器按现场和物料条件进行计算模拟,评价其可行性。
4 喷射器尺寸理论计算
4.1 计算依据
喷射器主要利用文丘里原理,在管道内形成压力差对流体形成一个外部吸力,带动流体运动,工程上产生的真空度范围一般在980~1 960 Pa[2]。然而,因喷射器内部的流体组成复杂,存在气、液、固等多相成分,其内部流体的理论分析和案例研究仍然是目前工程上较大的难题。
文章所述的为气-液-固混合喷射器,结构示意见图3,其中喷嘴尺寸d0(速度v)、喉管尺寸dn、喷嘴离喉管距离S、喉管长度Ln、入射/扩散管角度α/β对喷射器性能影响最大。工程上要求吸入口真空度Pb、吸入口流量Qb越大越好,喷射器的体积越小越好。由于可变参数多,对模型简化,以气-固、气-液喷射器已有经验公式和试验研究结论为基础进行理论计算。
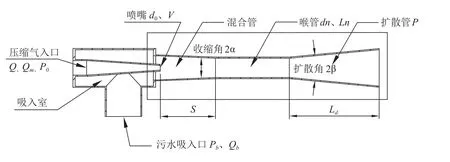
图3 气-固喷射器结构
4.2 d0、dn、Ln的计算
实际工程应用中,吸入口、吸入室、扩散口直径D均取150 mm,最大空气流量不超过2 000 m3/h;当马赫数≤0.3时,气体才能近似认为是不可压缩流体[3],适用于伯努利方程,由于标准大气压与现场公用系统供气压力P0比值远小于0.528,故喷嘴气体处于超临界状态,根据超临界气体质量流量公式(1),可计算确定喷嘴直径d0max为35 mm。

式中:k—绝热系数,1.4;d0—喷嘴直径,mm;P0—喷嘴前静止状态下压力,取供气压力0.8 MPa(A);R—287,常数;T—温度,常温下取293.15 K;Qm—空气质量流量,空气密度取1.205 kg/m3。
根据丁岩峰[5]等人对喷嘴直径在30~50 mm范围的气-固喷射器试验结论:当喷嘴空气速度v为0.49~0.51 a(a表示当地音速)时,吸入室真空度达到最大。将最佳喷速代入公式(2),可确定喷嘴直径d0min为21.4 mm。

式中:Q—现场最大空气流量,取2 000 m³/h;v—喷嘴气体流速,取0.5 a,171.5 m/s。
喷嘴直径设计值与计算值相当或略大,留有一定裕量,如果实际输送速度过大,应适当降低供气压力,此方案中喷嘴直径d0取25 mm。
喉径dn与气-液固混合比、填料通过性有关,按照气-固喷射器最佳面积比公式(3)计算喉管直径dn为70 mm。

式中:Pb—吸入口压力,按吸程4 m加上0.5 m安装高度,取44 100 Pa;P—扩散口出口压力即背压,因直通大气,取1.013×105Pa。
根据党慧丽[7]等人数值模拟结论,喉管长度Ln与喉径dn比为3.9时空气抽吸量最大,因此Ln取270 mm。
4.3 收缩角α的确定
收缩角α对喷射器性能有一定影响,收缩角越小,固体颗粒相互碰撞与壁面摩擦越小,能量损失小。根据熊源泉[8]等人的试验结论:在相同背压和输送风量下,试验收缩角处于7.9°~35°范围时,喷射器的性能随着收缩角的增大而减小,当收缩角小于9°后,喷射器性能变化不大。为避免填料噎塞、反弹,收缩角α越小越好,喷嘴的锥度根据经验选取8°~12°,参考许瑞[9]等的研究结论,收缩角为10°时射流稳定性最好。由于喷射器扩散口直通大气,扩散角大小对背压无影响,将喷嘴锥度和收缩角α、扩散角β均设计为10°。
4.4 喷嘴距喉部距离S的确定
喷嘴距喉部距离S与吸入口相对位置对喷射器固气比有较大影响,收缩喷嘴喷出气体是射流型,物料被高速射流的气体卷吸携带而进入后续结构。据丁岩峰[5]模拟结论,喷嘴设在吸入口之后,随着喷嘴靠近深入混合管,吸入口真空度越来越高,更有利于物料吸入和混合。但随着S减小,受到管道截面面积缩小影响,气体和物料与壁面碰撞更加剧烈,导致能量大量损失,不利于物料的输送。当S增大时,能量交换过程向吸入室方向移动,气体和固体颗粒接触空间增大、摩擦减小,固气比增大,吸入口真空度便迅速衰减,直至出现噎塞。S值目前尚无公式可参考,但有研究试验表明不同固体颗粒有不同的最佳S值,一般S值与固体颗粒呈正比关系,如树脂粉S值取10~15 mm,粒径3 mm的石灰石,S值可达到115 mm。
该案例中输送的K3填料相较石灰石颗粒尺寸大了很多倍,根据收缩角α进行逆向计算S值。根据经验,设计喷嘴略微深入混合区30 mm,留下足够的输送空间,同时减少混合区紊流和碰撞,根据几何关系可计算S为197 mm,圆整至200 mm。综上所述,喷射器设计尺寸如图4所示。
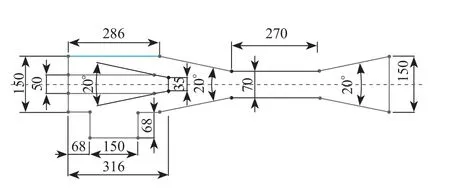
图4 专用喷射器外形尺寸
5 喷射器数值模拟验证
按图4尺寸建立喷射器模型,并进行网格划分,如图5所示。
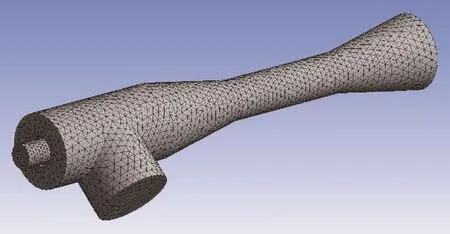
图5 专用喷射器网格划分
在ANSYS的Fluent流体计算模块中进行数值模拟,迭代计算后的流线和流速云图如图6所示,计算结果得到喷射器吸入口真空度为2 474 Pa。此时能保证7 m吸程,吸入室卷吸作用明显,空气出喷嘴呈现一个加速过程,但到混合管中部位置时出现急剧衰减,转化为液体的静压能,混合体出扩散管速度约1 m/s。

图6 专用喷射器流线和流速云图
6 工程应用验证
将按设计要求制做的气固喷射器架设在池盖板上方,用DN50软管接入空气作为动力源,并安装1只阀门控制风量(风压);吸入口和喷出口用DN150软管从盖板观察窗分别伸入MBBR池和活性污泥池内,利用无填料的活性污泥池作为储存池并保持充水曝气,使转移过来的填料生物膜保持活性。
喷射器投运前,先减小MBBR池曝气强度、关闭进水,使填料在液面上层富集,使吸入口能抽取更多的填料。投运时,喷射器空气流量调至1 800 m3/h,填料运输量约为4 m3/h,检查喷出填料无破碎。
填料转移清理完成后用移动泵退水,池内残留积泥直接在池上用清水冲洗干净,避免滋生H2S细菌和污染环境,方便了后续人员管线更换、加固等检修工作。
实际工程应用表明:单间池内填料转移可缩短至一周以内,与人工相比,极大地提高了转移效率,也保留了填料上生物膜活性,以便检修后能迅速恢复生产。目前喷射器已成功配合完成了全部8间MBBR池大修,运送填料6 000 m3,施工期间池面无臭气和H2S溢出,大大缩短了施工期,生产效率明显提升。
7 结论
通过对气-固喷射器关键参数的设计和制造,并成功应用于实际工程案例,应用结果与理论计算的CFD数值模拟结果基本一致,参考经验公式和已有试验结论进行喷射器关键参数的设计具有一定的实践性、可行性。相较其他机械输送方式,气-固喷射器成功应用于大体积污水塑料填料运输转移时可节省大量时间、成本,同时避免臭气外溢等次生污染。