智能技术在选煤领域的应用现状及展望
2019-11-06代龙富王梦菊石开仪
代龙富,王梦菊,谢 涛,陈 鹏,石开仪
(六盘水师范学院化学与材料工程学院,贵州六盘水 553004)
人工智能已在包括中国在内的多个国家上升为国家战略。在选煤领域,包括设计、管理、控制等环节均极其复杂,依靠传统的人员分析、处理和决策,很难使设计达到最合理、管理达到最优、控制达到最佳。人工智能技术正适合处理这种复杂问题,在过去的20 a人工智能技术已经渗透到选煤领域,但是选煤领域智能技术的研究与应用进展较缓慢。
智能技术是由现代通信与信息技术、计算机网络技术、行业技术、人工智能技术、智能控制技术汇集而成的针对某一个方面的应用[1]。
1 选煤领域智能技术应用现状
1.1 智能技术应用于选煤厂设计
1.1.1 选煤厂设计专家系统
选煤厂设计是一个繁琐且复杂的系统性工程,设计质量的高低很大程度上取决于工程设计人员的经验,故专家系统技术在选煤厂设计中应用较为合适。中国矿业大学匡亚莉教授等开发的“选煤厂设计专家系统”在获得原煤资料和相应的约束条件后,可以自动给出最优的分选流程和最佳的产品方案,从而减少了设计人员对比不同工艺方法的工作量[2]。
1.1.2 模糊数学方法选择选煤工艺流程
选煤厂工艺流程的优劣直接影响选煤效果的好坏。通常根据原煤性质及选后产品的要求制定不同的工艺流程,而后依据专业知识与设计经验选择一种最合理的流程,这种选择存在严重的主观色彩。选煤工作人员分别研究了利用多层次模糊综合评判与模糊规划[3]的方法选择选煤工艺流程,两种方法辅助选煤工艺流程选择时,均可以将定性的因素量化,从而减小设计过程中主观因素的影响,使工艺流程的选择更合理。
1.2 智能分选
目前,智能分选技术在选煤厂有了初步应用。基于X射线技术的智能干选机在大于50 mm块煤的分选方面已得到一定程度的应用[4]。
当前国内外煤炭分选过程中,分选密度的调控均依据工作人员的快灰、快浮试验结果。而实验数据的获得往往需要较长时间,从而造成信息反馈的滞后,影响分选控制的效果,造成分选后精煤质量时高时低。在煤炭跳汰或重介分选时,为了解决上述问题,关键要预知入选原煤的密度组成等性质,然后结合模糊PID控制、专家系统等技术,实现煤炭重选的全自动化分选。图像识别技术在预测入选原煤密度组成等性质方面将起到关键作用。此外,粗煤泥分选、浮选等分选过程的智能化研究也需加大力度。
1.3 智能控制系统的应用
1.3.1 智能控制在配煤领域的应用
选煤厂生产过程中,经常会遇到分选多个矿或多层煤且原煤性质差异大的情况,同时又需根据不同用户的需求生产多个级别的精煤。传统配煤是工人依靠工作经验与计算控制不同煤层或不同产品的量,很难做到精确配煤。为此,智能自动配煤系统应运而生,国内已有选煤厂利用自动配煤系统解决了原煤均质化的问题。霍州煤电集团白龙选煤厂利用自动配煤智能控制系统解决了原煤入料不稳定、精煤质量波动的问题[5]。
1.3.2 PID智能控制系统的应用
中国矿业大学研究人员分别通过计算机仿真与工业试验的方法,验证了模糊PID控制技术在重介质选煤厂密度控制方面应用的可行性[6]。模糊PID控制通过模糊控制合格介质分流量、补加浓介量和补加水量,实现重介质分选中循环介质密度及时、准确、有效的控制。
此外,PID智能控制系统在跳汰机排料系统中的应用,也取得了令人满意的控制效果[7]。
1.3.3 TBS分选专家控制系统
在利用TBS分选机进行粗煤泥分选时,为了实现粗煤泥的高效分选,应控制好TBS入料的粒度、浓度,顶水压力,顶水稳定性,排料量。在一定时间内,入料性质趋于稳定,排料控制和顶水稳定性是影响分选效果的决定性因素。TBS分选专家控制系统能够通过传感器实时探测到床层内的物料密度和顶水进水口压力,并及时调节排料阀和顶水进水阀的开度,实现对分选密度和顶水稳定性的自动准确控制[8]。基于专家系统的TBS控制系统如图1所示。
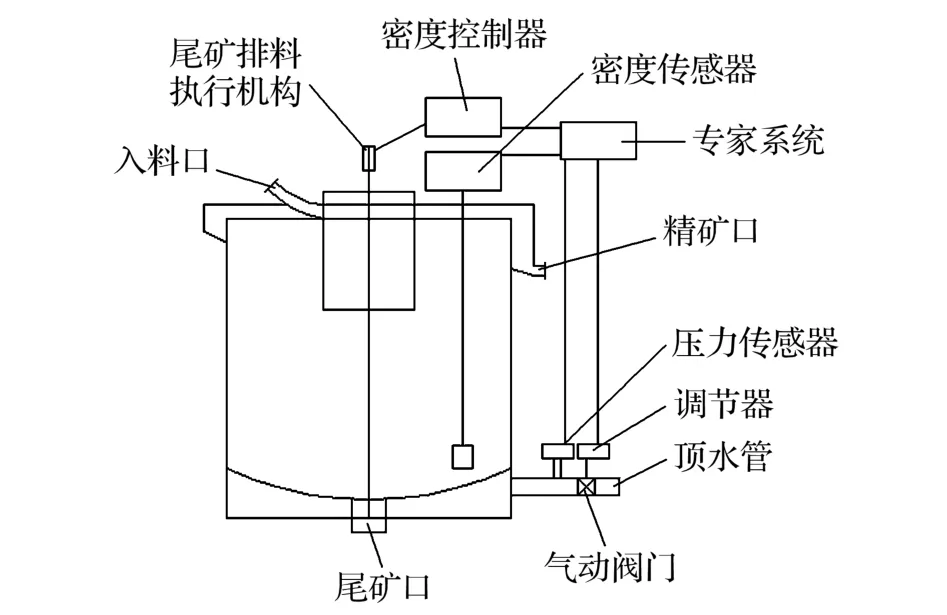
图1 基于专家系统的TBS控制原理示意
1.4 图像识别技术的应用
目前,排矸技术主要分为手选排矸和机械排矸。人工手选排矸会耗费大量的人力,且工作环境恶劣,噪声和粉尘会给工作人员的身体健康造成很大威胁。机械排矸主要是利用浅槽或跳汰进行排矸,耗水量大,环境污染较重。由于以上原因,选煤工作人员一直致力于将图像识别与处理技术应用于矸石与煤的分离。有学者利用煤与矸石灰度值不同,分别对二者的图像进行处理,但或辅助条件多、过程复杂,或方法较为简单,不能满足实际生产需要[9]。山东科技大学研究人员[10]提出融合局部二值模式和灰度值共生矩阵的图像纹理特征分别方法,其煤与矸石图像识别系统如图2所示。试验结果表明,煤与矸石的识别精度达到了工业生产的要求。
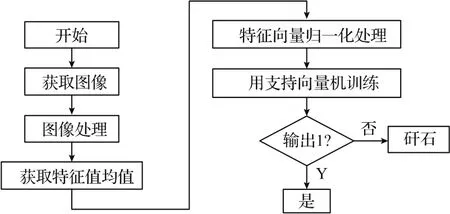
图2 煤与矸石图像识别系统示意
1.5 智能视频监控系统的应用
自21世纪初以来,我国选煤厂基本都建立了视频监控系统,安装了大量的工业摄像机,但是多数摄像机仅起到了录像功能,系统真正的功效有限。鉴于此,选煤技术人员开发了智能视频监控系统,以便提高工业视频监控系统的工作效果。该智能视频监控系统功能主要包括:
(1)工控视频联动。当设备启动、故障或系统报警时,设备附近的监控设备会自动对准相关设备,并将相关图像、上位机监控画面等投送到集控室;
(2)起吊设备的安全监控,保障人员安全;
(3)重点区域安全布防,重点区域人员进出影像与进出时间的动态监控;
(4)岗位安全监督[11]。
2 智能选煤技术展望
2.1 传感器的智能化
现代化选煤厂已初步实现信息化和数字化,生产过程中涉及大量机械设备,有大量的传感器与之配套,但这些传感器普遍智能化水平不高。开发一批适用于选煤领域的具有数据采集、转换、分析甚至决策功能的智能传感器,将是选煤科技人员的重要课题之一。
2.2 设备的智能化
设备的智能化主要考虑设备的智能故障诊断、修复与智能设备制造两个方面[1]。
选煤厂的大量传感器为设备故障诊断提供了海量的有用数据。将信息融合技术和RBR诊断技术、CBR诊断技术、NN诊断技术、GRDA诊断技术和FT诊断技术等智能技术有机结合,构建一套适合选煤厂的智能故障诊断与修复系统迫在眉睫。
智能设备制造需要矿物加工工程、机械工程、计算机技术、自动化等多学科交叉联合进行。
此外,算法的智能化、深度智能学习以及云平台等方面也有大量的工作需要选煤工作人员去研究。
3 结 语
(1)随着人工智能上升为国家战略,智能技术的应用及产业发展将迎来爆发期。我国选煤领域智能技术的研究应与时俱进,国家有关部门与选煤企业应创新体制机制,加大科研投入,抢占选煤领域智能技术的制高点。
(2)煤炭智能分选是节约资源、实现煤炭持续发展的一条有效途径,也是未来选煤发展的趋势。
(3)提高选煤厂管理的智能化水平,增强选煤设备的智能化等均是未来发展的重要方向。
