基于罗克韦尔E300的智能配电系统在选煤厂的应用
2019-11-06王宇涵
王宇涵
(平顶山中选自控系统有限公司,河南平顶山 467000)
随着智能化、自动化技术的发展,电力系统也在积极发展电气设备的智能化。选煤厂中传统低压配电柜形式较多,但配电柜的智能化程度低,信息分析能力较为落后,维护人员责任较重。因此,采用新的低压配电保护技术,对传统配电柜技术进行改进,对于提高低压配电网的安全可靠性,建立一个具有智能化、自动化、信息化的综合系统,保障配电系统和选煤生产的正常安全运行具有重要意义。
1 传统配电系统的特点
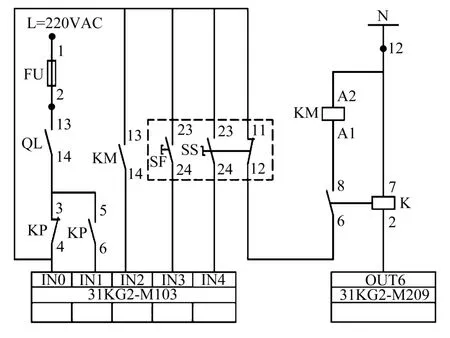
图1 传统电机回路控制原理示意
该系统中如果需要后台支持,也是通过网关将电机保护器支持的协议转换成工业以太网协议,并上传至后台系统。目前大多数配电设备仅支持现场总线协议,如MODBUSRTU、PROFIBUS DP等。然而这些通信规约或多或少存在一定的短板:MODBUS RTU协议传输数据太慢,PROFIBUS DP通信的数据内容有限。这些解决方案虽然从低压开关柜到后台系统走的也是工业以太网协议,但由于底层设备仅支持现场总线协议,网关到底层设备仍然是现场总线协议,应用上还是受到现场总线的制约,而无法达到 “工业4.0”的智能生产需求[1]。该系统的特点如下:
(1)电动机保护器功能较为单一,效率低、信息量低,无法满足智能化选煤厂的要求。
(2)受限的通信数据和数据量无法支持大数据分析。网关仅用于协议指令的转换,后台系统仍然需要逐一访问底层设备,因此系统的响应速率较慢。
(3)增加通信层级,通信风险提高。整个系统因增加网关而增加了通信环节。
(4)调试时间长,费用高。由于低压综合保护后台系统和选煤厂控制系统属于不同的供应商,两者之间相互独立隶属于不同的厂家,资金投入较高。
2 新型智能配电系统
新的选煤厂配电系统设计方案主要以配有电动机操作机构的配电开关(或部分具有通信功能的开关)、网络仪表、智能马达保护器、通信适配器、网关等元件及组态软件构成。与传统的选煤厂配电系统相比,主要是引进了配有电动机操作机构的配电开关及罗克韦尔公司的智能马达保护器E300。
2.1 新型配电单元组成
新型配电单元引入了电动机操作机构的塑壳断路器,可以实现低压配电的远程分合闸功能,减少了人力投入,使传统配电系统中纯粹的人工送电成为历史。其控制电路如图2所示。E300智能马达保护器根据工作电压不同有6种配置。以选煤厂常用的控制电压AC220V为例,其拥有4个继电器输入点,3个继电器输出点,同时E300自带以太网接口,方便调试、控制和监测。模块化的设计提供了很多解决方案应对具体需要,同时提供全面的诊断信息监控电机性能和预警用户可能的电机问题。
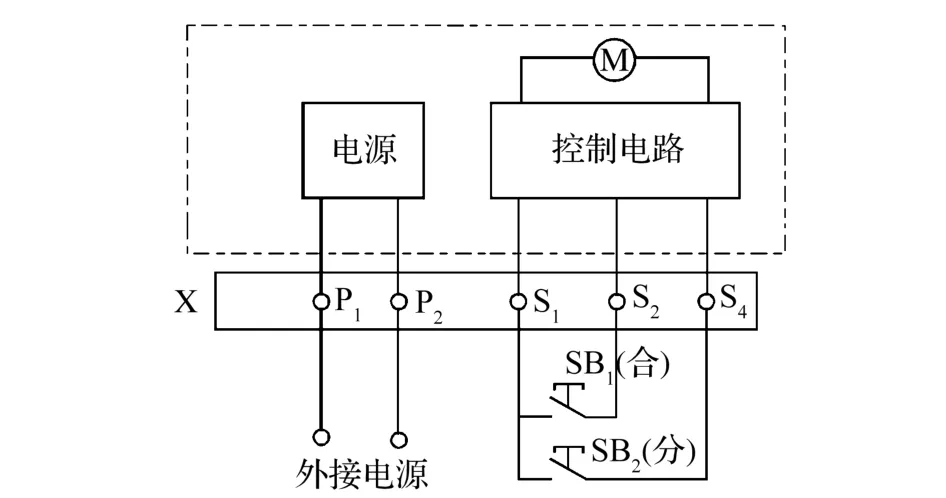
图2 电动操作机构控制示意
由智能马达保护器E300提供2个继电器输出信号控制具有电动操作机构断路器的合闸和分闸,同时控制回路中的3个输入信号均在配电抽屉中直接引入到E300智能马达保护器中,另外1个继电器输出点控制接触器的吸合,这些功能都在配电柜的抽屉单元内完成。配电柜的抽屉单元对外只通过1根网线直接连接到选煤厂的PLC控制系统,省掉传统的硬接线。智能马达保护器E300通过网络通信接收和发送控制系统PLC的相关信息,控制及监控电机运行,减少了传统选煤厂配电系统中控制电缆的敷设,只需通过1根网线或通信光缆即可满足选煤厂生产的需要,同时,大量电机运行信息的采集也为智能化选煤厂的实现提供了基础。
3、有关宏观决策,废水、废气、固体废物、噪声、区域生态、土壤环境等污染控制技术、清洁生产技术和工艺、环境监测与分析技术、环境经济、环境影响评价、环境管理等的最新研究成果的论文;
2.2 新型配电系统的结构组成
智能配电系统结构可分为系统软件管理层、通信网络层、现场设备层3层结构。
(1)设备层:该层只需通过E300智能马达保护器,即可实现对电机电压、电流等电机运行数据的采集及保护电机的正常运行,替代了传统配电系统中的电压表、电流表、电机综合保护器等电气元件。
(2)传输层:E300智能马达保护器的Enther Net/IP通信模块传输速率快,可靠性好,同时支持星型、线型和环型以太网拓扑结构。并采用工业级的千兆/百兆工业以太网交换机,减少干扰,可以完成E300智能马达保护器与上位机的数据交互。
(3)管理层:通过PLC控制器的Enther Net通信模块,直接采集智能马达保护器E300传递上来的电机运行信息,如电压、电流、脱扣状态、脱扣原因、过载脱扣时间、脱扣记录等。同时,罗克韦尔公司的上位机软件Factory talk集成有智能马达保护器E300的网络编辑和参数设置功能(如图3),并且上位机软件提供了友好的人机界面,通过对监测数据的采集、存储,生成各种图表和曲线,完成对现场设备状态的实时、多维度展示,最终实现对设备的智能化管理。
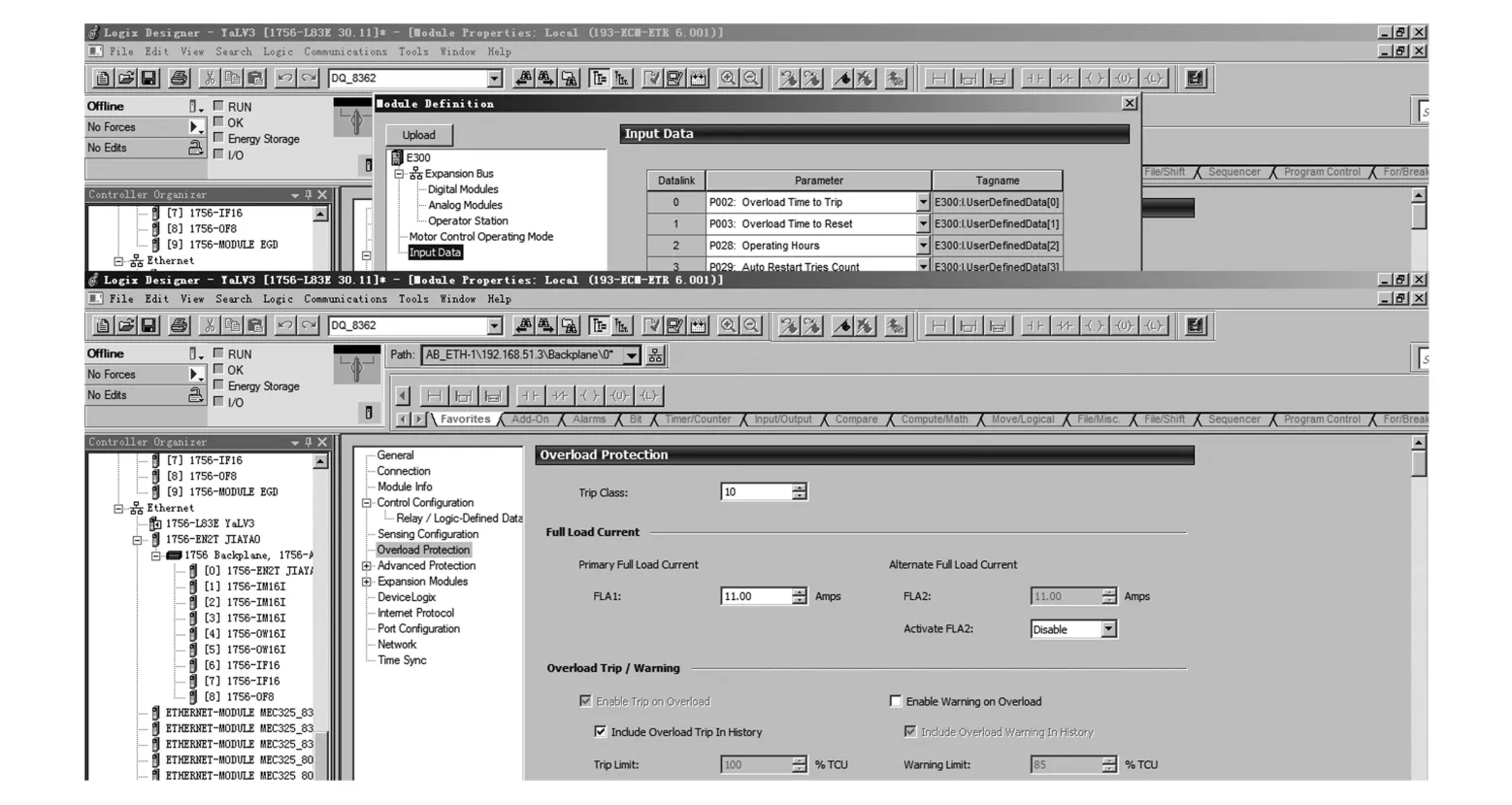
图3 E300智能马达保护器设置画面
2.3 新型配电系统的特点
相对于传统的配电系统,新型配电系统最大限度地将网络通讯理念植入到底层设备层之中,而且由于顶层管理层和底层设备层来自于同一厂家,使得整个系统更加统一完整,可靠性更高。
基于E300的新型智能配电系统采用了工业以太网技术,其通信速率更快,可以直接将大量数据实时发送给PLC控制系统,可以实时反映当前的生产状况,并进行数据的分析和发布,非常适应未来智能化选煤厂的要求。其主要特点:
(1)可以远程控制配电单元的停送电;
(2)信息采集和指令下达通过网络通讯实现,实现了信息化和标准化;
(3)完善的电气数据处理后台,保障了电力参数的及时、准确、全面;
(4)网络通信发生故障时仍可实现 Hands/Off/Auto控制,电机也能受控停机。
主要优点:
(1)缩短设计周期,减少前期设计工作量,使设计标准化;
(2)减少 DCS/PLC 的 I/O 模块, 减少控制电缆的使用,降低控制系统的成本;
(3)缩短安装调试时间,降低施工成本和后期运营成本;
(4)能够发现和预防生产设备的故障风险,降低生产成本;
(5)减少电力巡检维护人员及工作量,降低人工成本;
(6)实现低压电力系统参数的全面采集,实现工厂数字化、信息化。[2]
3 技术优势对比
E300智能马达保护器支持Enther Net通信协议。该通信协议较以前的方案拥有更高的传输速率,能够实现即时可靠的大数据采集,有利于实现选煤厂智能化。与传统配电系统相比,正是由于大数据量采集的实现,在安全性、效率及互通性方面都有了很大提升,具体见表1。但是,大数据量采集功能的实现有赖于选煤厂控制系统PLC高性能的CPU,因此对PLC的CPU要求较高。

表1 配电系统技术优势对比
