超声酶解法提取糙米多酚工艺优化研究
2019-11-05满朝坤赵秀红姜忠丽徐彩虹张一凡张欢
满朝坤 赵秀红 姜忠丽 徐彩虹 张一凡 张欢
摘要:以黑色糙米为研究对象,在单因素试验基础上,通过正交试验优化超声酶解法提取糙米多酚的工艺条件。结果表明:最佳工艺条件为料液比1∶30(g/mL)、酶添加量6%、超声时间15 min、超声功率350 W、超声温度55 ℃,此条件下糙米多酚提取量为5.301 mg/g。
关键词:糙米;多酚;酶解;提取;工艺;优化
中图分类号:TS210.1 文献标识码:A 文章编号:1674-1161(2019)05-0028-03
多酚是糙米中主要活性物质之一,近年来多种方法联用提取糙米多酚取得了很好的效果,但目前尚未发现超声与纤维素酶联用提取糙米多酚的相关报道。本课题以黑色糙米为研究对象,在单因素试验基础上,通过正交试验确定最佳工艺条件,以期为糙米多酚的提取及深入研究提供参考。
1 材料与方法
1.1 材料与试剂
黑糙米:产自陕西汉中洋县;纤维素酶(≥6 000 U/mg);没食子酸(纯度≥98%):南京源植生物科技有限公司;石油醚(沸程60~90 ℃);福林酚试剂、无水碳酸钠、柠檬酸、柠檬酸钠、磷酸、甲醇(均为分析纯)。
1.2 仪器与设备
ESJ120-4B电子天平:沈阳龙腾电子有限公司;UV-1200S型紫外可见分光光度计:翱艺仪器(上海)有限公司;RRHP-200型万能高速粉碎机:欧凯莱芙宝业公司;ZQPW-70全温振荡培养箱;DHG-9146A型电热恒温鼓风干燥箱:上海精宏实验设备有限公司;15A481超聲清洗机:宁波新芝生物科技有限公司;Avanti J高效离心机:贝克曼库尔特商贸(中国)有限公司。
1.3 试验方法
1.3.1 原料脱脂处理 参考相关文献,将样品脱脂后冷藏备用。
1.3.2 标准曲线绘制及样品测定 配置0.1 mg/mL没食子酸标准液。分别精确吸取0,100,200,300,400,
500 μL标准液,加入1 mL福林酚和2 mL 15%Na2CO3溶液,定容至10 mL。避光静置2 h,测定760 nm处的吸光度。以没食子酸质量浓度为横坐标,以吸光度为纵坐标,绘制标准曲线,得到回归方程Y=0.109 3 X+0.024 1(R2=0.999 4)。以pH 5.4的柠檬酸—柠檬酸钠缓冲液为提取剂,将样品按一定比例加入纤维素酶和预热后的缓冲液,超声提取后以4 000 r/min冷却离心15 min,取0.5 mL上清液,测定样品中总酚含量(以没食子酸当量计)。按照式(1)计算多酚提取量(mg/g):
式中:C为样液中多酚质量浓度,μg/mL;V1为稀释体积,mL;V2为样液体积,mL;V3为取样体积,mL;M为样品质量,g。
1.3.3 单因素试验 以料液比1∶30、酶添加量3%、超声时间20 min、超声温度50 ℃、超声功率300 W为固定水平,分别考察料液比1∶10,1∶15,1∶20,1∶25,
1∶30,1∶35,1∶40(g/mL),酶添加量1%,2%,3%,4%,5%,6%,7%,超声时间1,5,10,15,20,25,30 min,超声功率200,250,300,350,400,450,500 W,超声温度35,40,45,50,55,60,65 ℃对多酚提取量的影响。
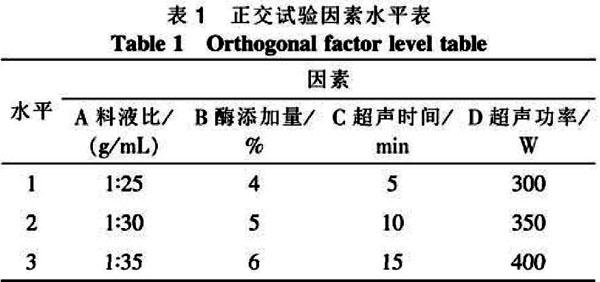
1.3.4 正交试验 根据单因素结果,设计四因素三水平L9(34)正交试验,以糙米多酚提取量为指标,确定最佳工艺条件。正交试验设计见表1。
1.4 数据处理
数据取5次重复试验的平均值,利用Microsoft Excel 2003和Origin 2017软件进行数据处理。
2 结果与分析
2.1 料液比对多酚提取量的影响
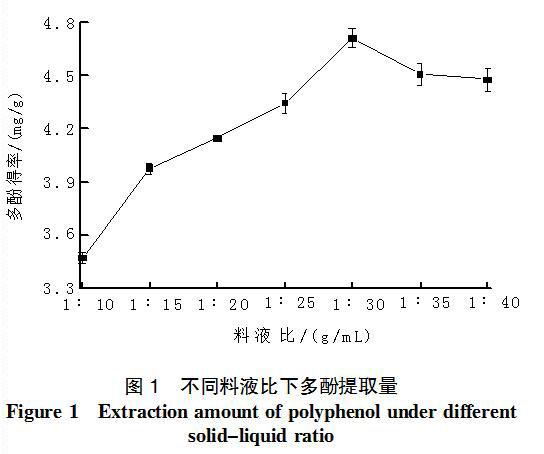
不同料液比下多酚提取量测定结果如图1所示。
由图1可以看出:随着料液比增大,多酚提取量逐渐升高,在料液比1∶30时达到最大值4.710 mg/g,之后略有降低。这可能是由于酶解效果减弱造成的。因此,确定最佳料液比为1∶30。
2.2 酶添加量对多酚提取量的影响
不同酶添加量下多酚提取量测定结果如图2所示。
由图2可以看出:随着酶用量增大,多酚提取量先急剧升高然后增长缓慢,当酶添加量为5%时多酚提取量为5.104 mg/g,继续增大酶用量后升高幅度不大。这可能是由于过多的酶使底物处于饱和状态。考虑经济效益,确定最佳酶添加量为5%。
2.3 超声温度对多酚提取量的影响
不同超声温度下多酚提取量测定结果如图3所示。
由图3可以看出:随着超声温度升高,多酚提取量先逐渐升高,在55 ℃时达到最大值5.112 mg/g,高于55 ℃后降低。这可能是温度升高抑制了酶的活性。因此,确定最佳超声温度为55 ℃。
2.4 超声功率对多酚提取量的影响
不同超声功率下多酚提取量测定结果如图4所示。
由图4可以看出:随着超声功率增大,多酚提取量先升高后降低,在功率为350 W时达到最大值5.146 mg/g。这可能是由于超声使分子运动加快、增大其穿透力,从而加速多酚溶出。因此,确定最佳超声功率为350 W。
2.5 超声时间对多酚提取量的影响
不同超声时间下多酚提取量测定结果如图5所示。
由图5可以看出:随着超声时间延长,多酚提取量先升高后降低,在超声10 min时达到最大值5.242 mg/g。这可能是由于开始时酶与底物充分接触,反应一定时间后多酚溶出完全,使得提取量降低。因此,确定最佳超声时间为10 min。
2.6 正交试验结果
根据单因素结果,通过正交试验对糙米多酚提取工艺进一步优化,结果见表2。
由表2可知:各因素对糙米多酚提取量的影响大小顺序为B>A>C>D,最佳组合为A2B3C3D2,即料液比1∶30、酶添加量6%、超声时间15 min、超声功率350 W。在此条件下进行5次平行验证试验,得到糙米多酚实际提取量分别为5.298,5.295,5.297,5.304,5.309 mg/g,平均值为5.301 mg/g,高于已有9个试验方案中的糙米多酚提取量,表明得到的优化方案合理。
3 结论
通过单因素和正交试验得出结论:超声酶解法提取糙米多酚的最佳工艺条件为料液比1∶30(g/mL)、酶添加量6%、超声时间15 min、超声功率350 W、超声温度55 ℃;在此条件下,糙米多酚的平均提取量为5.301 mg/g。
参考文献
[1] 邵雅芳.稻米酚类化合物的鉴定、分布、遗传与相关基因的表达研究[D].杭州:浙江大學,2014.
[2] 叶玲旭,刘兴训,周素梅,等.不同颜色糙米的酚类物质组成及抗氧化活性分析[J].食品与发酵工业,2016,42(9):75-80.
[3] 王振宇,杨谦.酶法制备花色苷的研究[J].中国甜菜糖业,2004(4):26-29.
[4] 徐彩红,金渭荃,张文杰,等.响应面法优化米糠多酚水酶法提取工艺[J].中国食品添加剂,2017(8):83-88.
[5] 石恩慧,李红,谷明灿,等.响应面法优化超声提取板栗总苞多酚工艺条件[J].中国食品学报,2013,13(5):69-76.
Research on Optimization of Ultrasonic Enzymatic
Extraction of Brown Rice Polyphenols
MAN Chaokun, ZHAO Xiuhong, JIANG Zhongli*, XU Caihong, ZHANG Yifan, ZHANG Huan
(College of Grain Science and Technology, Shenyang Normal University, Shenyang 110034, China)
Abstract: Taking black brown rice as the research object, the optimum extraction technology of brown rice polyphenols by ultrasonic enzymatic hydrolysis was determined by orthogonal experiment on the basis of single factor. The results showed that: The optimum process was ratio of material to liquid 1∶30 (g/mL), enzyme addition 6%, ultrasonic time 15 min, ultrasonic power 350 W and ultrasonic temperature 55 ℃, and under this condition the amount of brown rice polyphenol extracted was 5.301 mg/g.
Key words: brown rice; polyphenol; enzymolysis; extraction; process; optimization
