6M50型氮氢气压缩机技术改造及运行总结
2019-11-01姜桂明
姜桂明
(鲁西化工集团股份有限公司 山东聊城 252211)
近年来,随着工业经济的快速发展,我国煤炭消费量呈现快速增长的趋势[1-2],环境污染问题愈发突出[3]。随着国家有关部门对产业结构调整指导目录的调整和能源消耗总量的控制[2],节能、减排、降耗成为各行业发展的必然选择。鲁西化工集团股份有限公司积极响应国家号召,关停了固定层间歇气化生产合成氨联产甲醇的装置,选用先进的粉煤加压气化技术生产原料气,但由于物料成分和工艺条件的改变,原有的部分设备不再适用而闲置,造成设备资源浪费和技改成本的增大。针对原料结构调整中出现的问题,鲁西化工集团股份有限公司提出将固定层间歇气化工艺使用的6M50-315/314型氮氢气压缩机改造成双高压压缩机的方案。所谓的双高压压缩机,是指一级进口气体压力高于2.0 MPa,且将原七缸压缩改为双列三缸压缩的压缩机。
1 技术改造方案
6M50-315/314型氮氢气压缩机的具体技术改造方案:①保留原压缩机的电动机、机身、中体、曲轴、十字头体等运转部件,取消Ⅰ、Ⅱ、Ⅲ、Ⅳ段气缸,对Ⅴ、Ⅵ、Ⅶ段气缸重新设计、制作和布置[4-5],使其分别对应改造后压缩机的一级、二级和三级气缸,上述3级压缩气缸缸径分别为375、250和200 mm;②对相关辅机进行重新设计[4-5],使一级进气分离器、一级进气缓冲器设计压力达3.5 MPa,一级压缩排气分离器、一级压缩排气缓冲器及二级进气缓冲器设计压力达到9.0 MPa,二级压缩排气分离器、二级压缩排气缓冲器及三级进气分离器、三级进气缓冲器设计压力达到16.0 MPa,三级压缩排气分离器、三级压缩排气缓冲器设计压力达到26.0 MPa,一级压缩出口冷却器、二级压缩出口冷却器、三级压缩出口冷却器设计压力分别达到9.0、16.0和26.0 MPa。6M50-315/314型氮氢气压缩机改造前后气缸布置示意如图1所示。
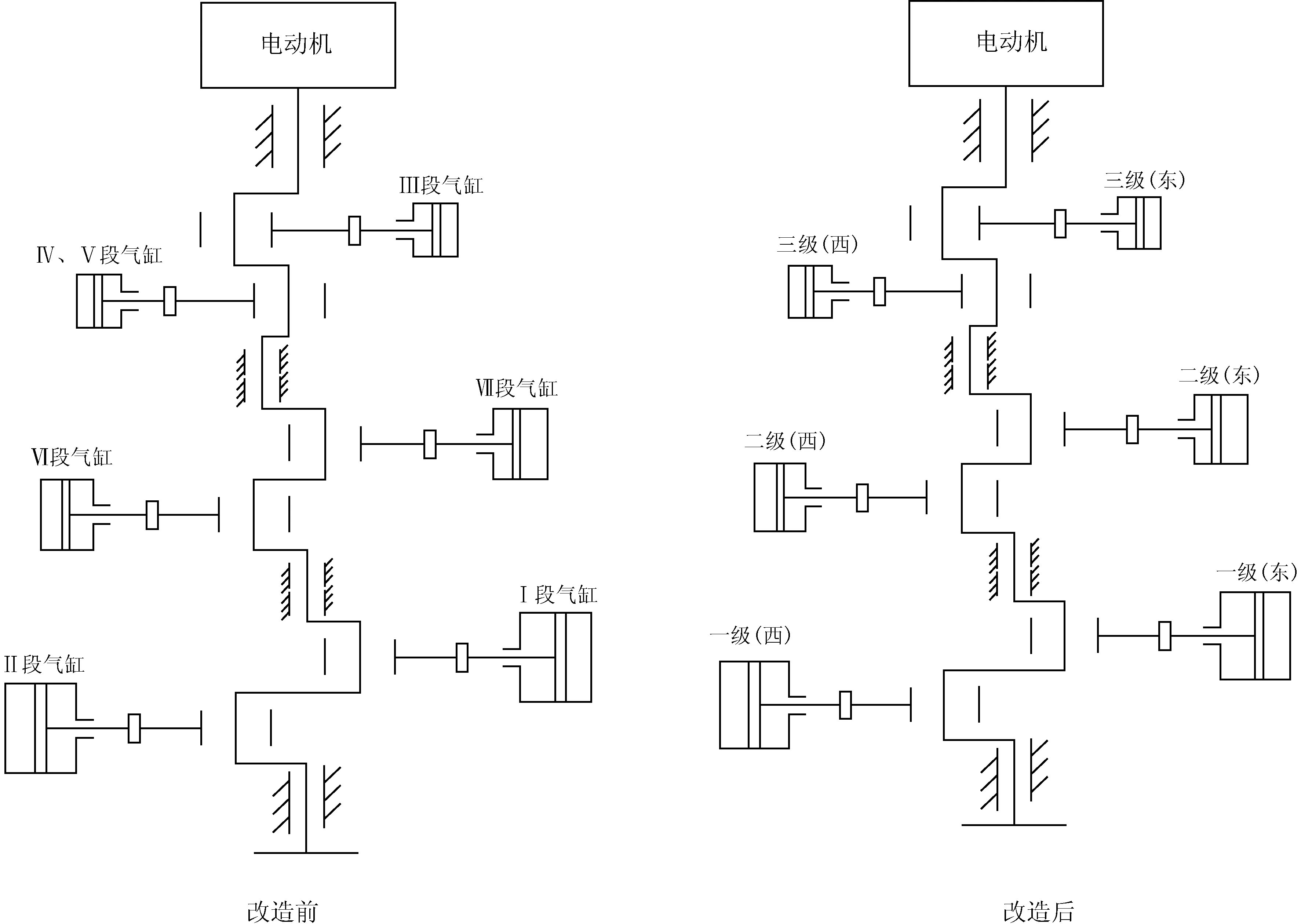
图1 6M50-315/314型氮氢气压缩机改造前后气缸布置示意

图2 改造后6M50-315/314型氮氢气压缩机气体流程
如图2所示:来自粉煤加压气化装置的粗煤气首先进入低温甲醇洗工序,然后经压缩机的一进阀门、一级进气分离器、一级进气缓冲器进入双高压压缩机的一级气缸;合成气升压至≤7.2 MPa后出一级气缸,经一级压缩排气缓冲器、一级压缩出口冷却器、一级压缩排气分离器、二级进气缓冲器进入压缩机二级气缸;合成气被压缩至≤13.7 MPa后出二级气缸,经二级压缩排气缓冲器、二级压缩出口冷却器、二级压缩排气分离器后送中压联醇工序;经中压联醇工序净化后的气体经三进阀门、三级进气分离器、三级进气缓冲器进入压缩机三级气缸;气体被压缩至≤26.0 MPa后出三级气缸,经三级压缩排气缓冲器、三级压缩出口冷却器、三级压缩排气分离器后送高压联醇工序和甲烷化工序,最后经氨合成循环机加压后送合成氨工序。
2 改造后的运行效果
由于充分利用原有的设备以及厂房、水、电等配套工程,不仅改造投资少,而且工期短,从施工到试车仅耗时3个月。从改造后压缩机的运行情况来看,达到了预期效果。
2.1 运行指标
如表1~表5所示,改造后的压缩机主机及辅机运行稳定,各项运行指标达到设计值,其中:原料气压力、温度及气缸振动值采用在线检测仪进行测量,而气缸填料温度、桅杆填料温度及气缸活门温度采用红外线测温枪进行测量。
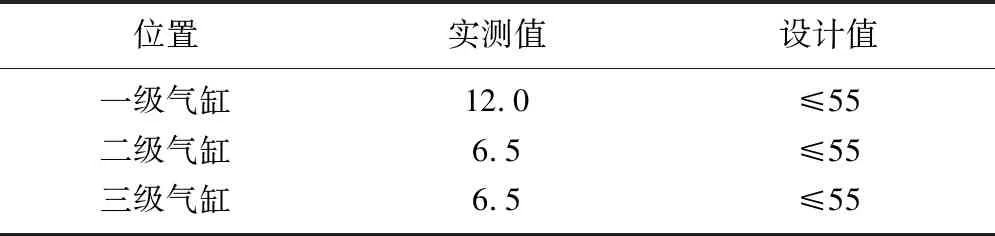
表1 改造后气缸振动值 μm
表2 改造后压缩机气体温度和压力

位置实测值设计值温度/℃压力/MPa温度/℃压力/MPa一级进口9.72.4403.3一级出口(东)104.06.11407.2一级出口(西)105.06.11407.2二级进口12.36.1407.2二级出口(东)92.012.813513.7二级出口(西)85.712.813513.7三级进口29.212.24013.7三级出口(东)77.022.012026.0三级出口(西)91.022.012026.0
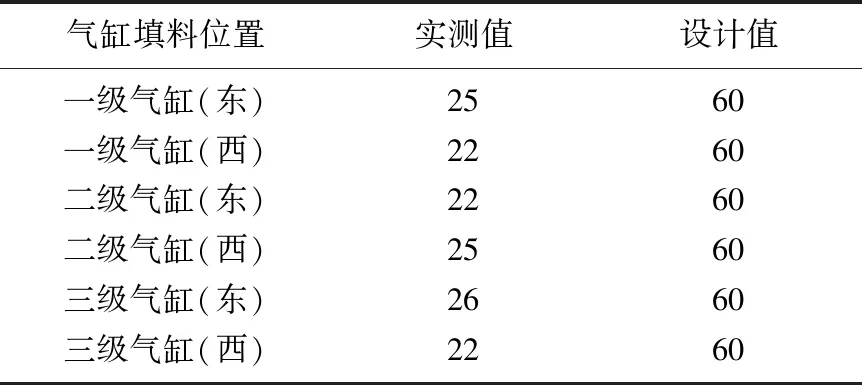
表3 改造后压缩机气缸填料温度 ℃

表4 改造后压缩机桅杆填料温度 ℃

表5 改造后压缩机气缸活门进出口温度 ℃
2.2 氨醇电耗
在氮氢气压缩机满负荷运行的情况下,改造后的压缩机主电动机平均电流为290 A,而改造前的主电动机平均电流为350 A。通过对压缩机耗电量的统计,改造后压缩机比改造前节电约500 kW。按照年运行330 d计算,改造后年节约电费在300万元左右。另外,改造后的压缩机一级进口理论体积流量由18 000 m3/h(标态)提高至50 000 m3/h(标态),相当于改造前打气量的2.7倍,由此可少运行1台压缩机,年可节省电费超过1 500万元。经成本核算,改造后吨氨醇节电约30 kW·h,按日产氨醇1 200 t计,日节电量约36 000 kW·h。
2.3 压缩机打气量
改造后的压缩机一级进口理论体积流量为50 000 m3/h,说明改造后可充分利用该压缩机的富裕量,提高氨醇产品的产量。
2.4 检修费用
改造后氮氢气压缩机的一级进口理论体积流量相当于改造前打气量的2.7倍,由此年可节省1台压缩机的检修费用,约为500万元。
3 存在的问题及改进措施
(1) 初次改造时,由于未在压缩机一级气缸出口处设置缓冲器,在运行中发现一、二级气缸的振动偏大,其中一级气缸的振动值为21.0 μm,二级气缸的振动值为8.5 μm。为此,对压缩机进行了再次改造,在一级气缸出口处设置缓冲器且连接在气缸上,并将弹性支撑焊接在下方横梁上用以支撑缓冲器,一级和二级气缸的振动值分别降低了42%和23%。
(2) 改造后,压缩机的一级气缸活门易损坏,经拆检气缸活门并对气缸活门损坏的原因进行分析,其主要原因是活门强度不够。为此,重新设计气缸活门,通过增大气缸活门厚度以提高其强度,并将气缸活门结构由环形槽改为打孔式。
4 结语
改造后的6M50-315/314型氮氢气压缩机经过1年多的运行,不仅使闲置的固定资产得以再利用,而且具有操作稳定、打气量大、振动小、节能效果好等优点。此次改造的成功,为国内相关企业进行同类设备的改造提供了经验,使企业在采用新工艺、新技术的同时,能更好地挖掘现有设备的潜能,从而降低产品的生产成本,提高企业的市场竞争能力。