提高模具质量的基本途径
2019-10-30袁宝泉
袁宝泉
摘 要:现代工业生产表明,任何行业新产品的开发都离不开模具,未来机器零件的加工将主要由模具来完成。本文针对国内模具行业的问题,分析了影响其质量的主要因素,从选材、结构、设计参数、模具钢的加工与处理以及使用等方面详细介绍了提高模具质量的途径。
关键词:模具;选材;结构;工艺
一、模具生产现状
权威机构预测机器零件75%的粗加工和50%的精加工将由模具来完成。由于种种原因,国内外模具质量差距较大,寿命一般仅能达到国外同类的1/3~1/5(甚至更低),且制造精度低,生产周期长,严重制约了我国工业产品的发展。
二、影响模具质量的主要因素
实践证明模具质量是一个国家生产、技术和管理水平的综合反映,造成当今国内模具生产落后的局面决非模具制造中某一环节落后引起,而是选材—设计—锻造—机加工—热处理—模具的使用各个环节,其中任何一个环节的失误都可能造成模具失效,所以要有效地提高模具质量,必须抛弃“瞎子摸象”式的线性改进办法,而代之以对其生产的各个环节进行有针对性地综合治理。
三、提高模具质量的基本途径
1.模具的选材
(1)选用综合性能优良的钢种:首先优化用量较大的冷作、热作、塑料模具用钢,并开发硬质合金在模具上的应用,改变国内模具用钢一贯制的落后局面。新模具用钢正式投入使用前,应先进行锻造、机加工、热处理的工艺试验,解决好材料使用中的配套技术。
(2)合理选材规格:钢材直径越大,碳化物偏析越严重。在足锻造工艺的条件下,改锻模块所用的圆钢直径应尽量取小值。
(3)加强模具钢的进厂检验。
2.选用先进的模具结构
许多已在国外应用的先进模具结构,国内没能大面积地推广使用,影响了模具总寿命及使用性能,仅以本单位引进的定时器全套模具为例,外方广泛采用国内尚未大面积推广的先进结构有:
(1)拼合结构:这种结构除形状简单和尺寸较小的模具都可采用。
(2)小冲头保护结构:外方为提高寿命,在结构上重点采用以下保护措施:a)增大冲头直径过渡处的圆角半径和表面光洁度,b)采用小冲头自身导向结构,即全部采用精密压料板为小冲头导向的结构。
3.优化模具工作部重要设计参数的选取
(1)选择合理的冲载间隙:实践证明适当放大冲载间隙,冲模寿命可成倍增长。国外一般常用冲裁(精冲除外)均采用大间隙冲裁。
(2)优化出各类模具的最佳硬度范围:此范围很小:常为±HRC2~3,不能满足于文献资料上提供的经验数据。
(3)为使模具贮备由备模过渡到备件,应逐渐由“照配”法保证间隙过渡到由凸凹模公差来保证间隙。
4.锻造
为保证锻坯质量,锻造工艺应注意控制以下四个主要环节:
(1)原材料质量检验和合理备料;
(2)加热冷却应注意到模具钢的特点,并注意控温手段合理;
(3)根据锻前锻后模块碳化物应改善的级差确定锻造方式与锻造比;
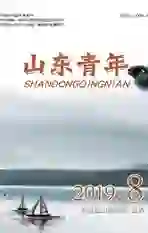
(4)特别注意型面相对于流线的合理配置,使模具工作时承受最大拉应力的方向与流线平行,最大剪应力方向与流线垂直;并避免把模具工作型面配置在原材料端面。在保证以上两点的前提下最好使型腔流线连续不断,如图1。
5.模具的冷加工
以提高模具精加工能力为主攻方向,要实现精密加工,主要取决于设备、工艺、计量条件三个方面,且三者相辅相承,某一方面的简化,必须以强化其他方面为前提。
因资金及其他原因,国内大多数模具厂没有能力进口成套的贵重制模设备及计量仪器,因此须将精力用于提高人员素质上,并注意开发影响模具质量的一些关键工艺,如开发效率精度均较佳的模具抛光工艺技术、胶模具型腔涂镀技术;提高电加工精度及表面质量的工艺方法。
6.模具的热处理 国内模具热处理存在的最大问题为回火不当。资料显示,各模具失效事故中,回火不当引起的约占20%~30%。其主要表现为回火次数太少,回火时间太短,高速钢模具淬火后应进行3~4次的高温回火,其他高合金钢淬火后应进行2~3次的回火,国外为延长模具寿命,对重载精密模具的低温回火时间甚至延长到12~24小时。
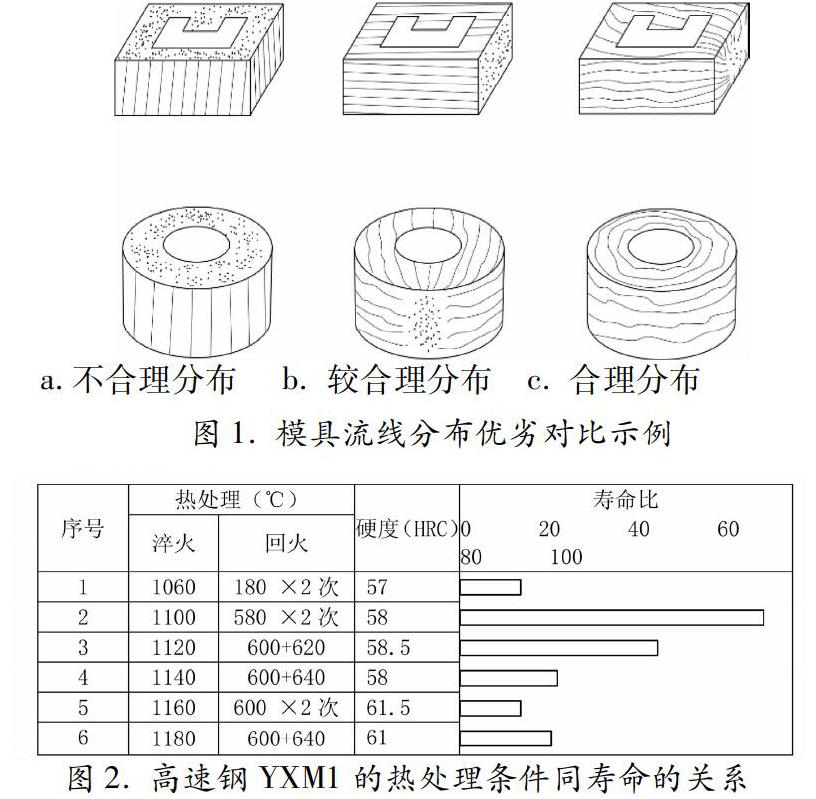
改变只靠硬度控制热处理质量的旧习惯,应同时控制热处理工艺参数。硬度相同而热处理工艺参数不同,也会使模具综合力学性质有很大差别,最终反映在模具寿命上。如图2为国外某研究结果:序号2、4虽然硬度相同,但因热处理工艺参数不同,冲头寿命竞相差3倍之多。
开发应用投资少、实用价值大、能明显提高质量的热处理工艺:(1)在无真空淬火设备的情况下,为解决模具淬火中的氧化、脱碳二大难题,建议推广涂料保护防护措施;(2)推广表面强化工艺;(3)开发可使模具质量大幅度提高的热处理工艺。如对模锻毛坏,改一般退火为微细化处理(高温固溶处理正火+球化退火),可使T8A钢冲头显著减少崩刃,提高寿命5倍以上。
7. 模具的使用
为加强在用模具的管理,提高失效分析的能力,应建立模具数字化信息库。内容应包括模具装配及检验姓名、目期、使用情况记录(加工零件数量、质量情况)及模具失效形式返修记录等。
为避免过度磨损使模具使用壽命降低,应建立合理的修磨期限。
开发用于模具使用过程中的提高寿命的工艺方法。例如:(1)模具定期低温回火工艺;(2)合理热处理(如软化退火等)改变被加工材料的力学性质,通过表面处理(如酸洗等)改变被加工材料的表面状态;(3)采用高效润滑剂:高精度模具应采用高精度高刚度压力机。
四、其他
要振兴国内模具生产必进行综合治理,而要取得成效,必须首先做好以下两项基础工作:
1.模具技术人员必须加强对损坏模具特别是早期损坏模具的失效分析。这是研究提高摸具质量的基础工作,通过失效分析找出产生各种失效形式的主要因素,为改进设计工艺指出方向,以形成生产的良性循环。
2.模具标准化是模具生产管理现代化的前提,应大力加强模具标准化工作,具体可分二步:第一步、由现在模架零件标准化尽快过波到模具结构要素标准化、典型结构标准化、模具工作零件标准化、具选材标准化,从而实现设计标准化。第二步、由设计标准化过度到锻造工艺、机加工工艺、热处理工艺、模具安装使用等全过程的标准化。
如能做好以上工作并取得成效,完全可以改变或基本改变国内模具质量低劣的落后局面。
(作者单位:汾西重工有限责任公司,山西 太原030027)