煤制合成氨低温甲醇洗工艺优化模拟研究
2019-10-28陈军民2李繁荣孔秋生
刘 畅,陈军民2,李繁荣,孔秋生
(1.中国五环工程有限公司,湖北 武汉 430223;2.湖北省黄麦岭磷化工有限责任公司,湖北 大悟 432818)
某煤制合成氨厂以煤为原料,采用6.5MPa(g)多喷嘴水煤浆气化技术生产粗合成气;粗合成气经一氧化碳耐硫变换、酸性气体脱除、气体精制、合成气压缩及氨合成工序生产产品氨。全厂主要工艺装置包括空分装置、煤气化装置、合成氨装置、硫回收装置、氨罐区和配套的火炬系统。
运用Aspen Plus软件,对低温甲醇洗工艺进行全流程模拟,根据模拟结果对系统进行分析优化、降低能耗,保证装置长周期、稳定运行。
1 工艺流程
酸性气体脱除工序采用全贫液低温甲醇洗工艺技术,主要包括原料气冷却分离、低温甲醇吸收、H2S浓缩和N2气提、热再生和甲醇/水分离、尾气水洗等单元系统,系统中由20多台换热器组成的换热网络用以回收冷量。
2 操作工况模拟
原料气温度40℃、压力5.9MPa(a)、179 784Nm3/h,其组成见表1。采用Aspen Plus软件,热力学方程选用PC-SAFT,吸收塔基于rate-based计算,完成操作工况下的流程模拟[1],对部分二元参数进行修订[2]。
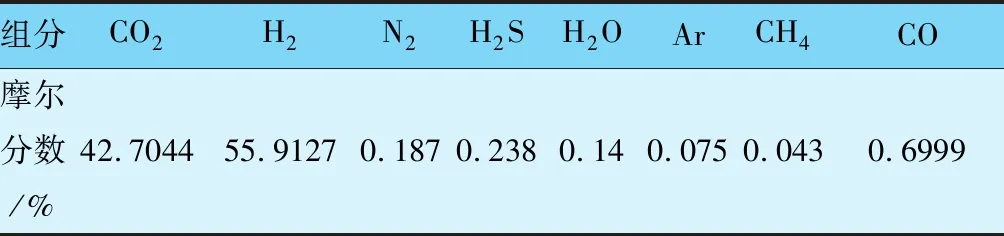
表1 原料气组成
当操作工况的模拟结果与实际值接近时,可认为模型可用,然后才能基于此对系统进行工艺优化和改造。重点对吸收塔的模拟值与操作值进行对比(见表2)。
从表2的对比结果可以看到,各组分的摩尔分数基本吻合,密度偏差<3%,温度也较为吻合。因此,认为该流程模拟可以较为准确地描述工艺,可用于实际长周期、稳定运行的研究和工艺优化。
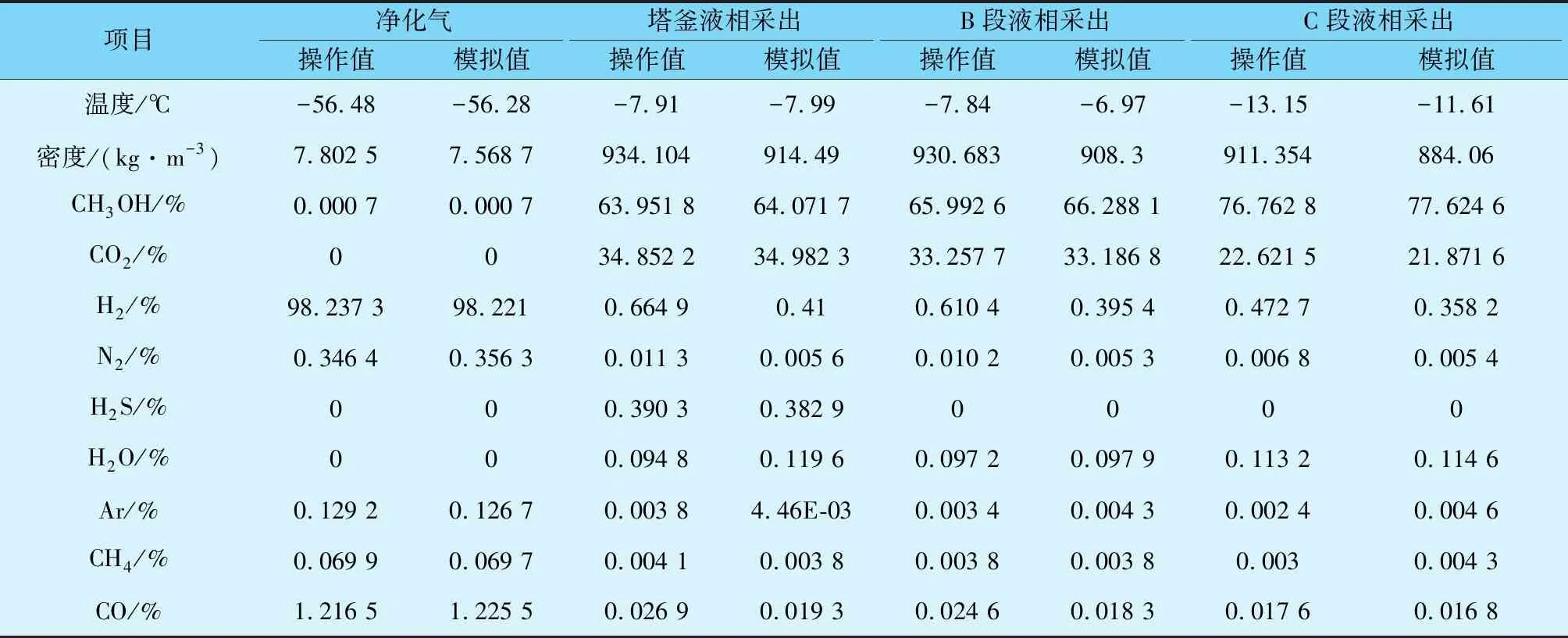
表2 吸收塔模拟值与操作值的对比
3 工艺优化研究
3.1 H2S浓缩塔和N2气提塔优化研究
H2S浓缩塔塔顶尾气换热复温后被送入尾气水洗塔,水洗合格后,经PV阀就地排放。设计条件下通过调节PV阀门开度,维持H2S浓缩塔塔顶压力为90kPa(g)、尾气水洗塔塔顶压力为30kPa(g)。实际运行中控制H2S浓缩塔塔顶压力为90kPa(g),由于各换热器和尾气水洗塔压降低于设计值5kPa(g),尾气水洗塔塔顶压力达到35kPa(g)。考虑将H2S浓缩塔操作压力降低至85kPa(g),尾气水洗塔塔顶压力为30kPa(g),保证尾气仍能正常排放,同时减少气提N2用量。
在尾气总硫含量满足环保要求的前提下,降低H2S浓缩塔和N2气提塔操作压力,有利于降低CO2分压,可节省1 200Nm3/h气提N2用量。H2S浓缩塔全塔温度分布降低约0.2℃。H2S浓缩塔和N2气提塔优化对比见表3。
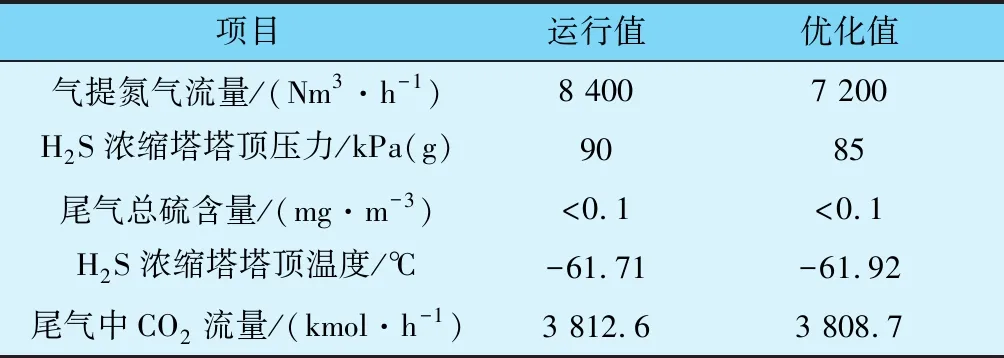
表3 H2S浓缩塔和N2气提塔优化对比
3.2 热再生塔和甲醇/水分离塔优化研究
为满足国标50mg/Nm3排放要求,尾气水洗塔用除盐水洗涤尾气中甲醇,洗涤水送甲醇/水分离塔回收甲醇。考虑到实际运行尾气中甲醇含量低,可适当降低尾气水洗塔除盐水用量,优化操作热再生塔和甲醇水分离塔,在满足贫甲醇中水含量的前提下,达到降低系统能耗的目的。优化模拟结果见表4。
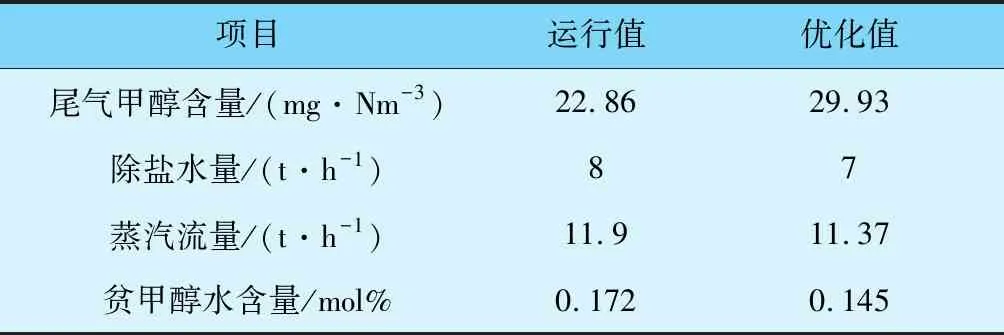
表4 热再生塔和甲醇/水分离塔优化对比
由表4可知,降低尾气水洗塔除盐水量消耗,尾气中甲醇含量稍有升高,仍满足国标要求。经塔内件厂家核算,尾气水洗塔塔盘负荷性能正常。系统贫甲醇含量中水含量减少,有利于系统甲醇吸收CO2和H2S,保障系统长周期、稳定运行,同时降低了蒸汽消耗。
4 结语
借助Aspen Plus软件,对PC-SAFT热力学方程的二元参数进行修订,较为准确地模拟低温甲醇洗工艺。通过建立工艺流程模拟,对H2S浓缩塔和N2气提塔、热再生塔和甲醇/水分离塔进行优化,降低了系统运行能耗,有助于系统长周期、稳定运行。
