ALSTOM百万级半速汽轮机推力轴承瓦温异常分析
2019-10-25李祥奎罗贤龙
李祥奎,罗贤龙,付 晴,蔡 熹
(福建福清核电有限公司维修二处,福建福清 350318)
0 引言
汽轮机推力轴承是保证汽轮机安全运行的重要部件,主要是承担蒸汽作用在转子上的轴向推力,并定位转子的轴向位置,使转子与静止部分保持一定的轴向间隙。由于汽轮机通流部分的状态、隔板等汽封间隙大小变化,使轴承上的轴向推力可能产生很大的变化。一旦轴向推力过大,推力瓦块温度将升高,使瓦块上的乌金磨损烧坏,转子发生超出限值的轴向位移,导致汽轮机通流部分发生动静摩擦、磨损等事故。
某电厂4#机组为HNE089-6.43/280/269-H 型ALSTOM 百万级半速汽轮机,为单轴、三缸、四排汽、冲动凝汽式汽轮机,该发电机组共有8 个支持轴承,1 个推力轴承,推力轴承位于高中压缸电端的中压轴承箱内。该机组2017 年汽轮机调试冲转期间,汽轮机转速达到1500 r/min 时,推力轴承轴向力作用于反向推力瓦,但是正向推力瓦温最高达到了70.0 ℃,明显高于反向推力瓦温度(58.7 ℃),也高于同类其他机组冲转。根据经验值,判定有异常,影响机组后续安全可靠运行。
1 推力轴承瓦温异常原因分析
1.1 推力轴承结构
推力轴承由推力轴承瓦体、正向推力瓦块、反向推力瓦块、正向及反向弹性垫环、进出油道(箭头标识的为润滑油的流向)、与转子相连的推力盘组成,主要作用是平衡机组运行期间的轴向推力[1]。汽轮机的推力轴承安装在中压轴承箱内,机组正常功率运行时高压蒸汽对转子的推力指向机组发电机端,因此正向推力瓦块受力。在正向推力瓦和反向推力瓦上各安装2 个测量探头检测瓦温,正向推力瓦测温探头为GGR341/343MT,反向推力瓦测温探头为GGR340/342MT。
1.2 正向推力瓦块温度异常现象描述
2017 年4 月,该电厂4#机组汽轮机安装结束后进行首次蒸汽冲转,当至1500 r/min 状态,正向推力瓦温度明显高于反向推力瓦温度,最大温差约12 ℃。技术文件要求推力间隙为0.20~0.30 mm,安装竣工文件记录该安装推力间隙为0.23 mm、冲转趋势轴向位移为-0.21 mm,判断转子推力盘位置此时靠近反向推力瓦,转子推力盘与正向推力瓦间隙大,正向推力瓦温应该低于反向推力瓦,但DCS(Distributed Control System,分布式控制系统)画面显示正向推力瓦温高于反向推力瓦。查询1#~3#机组首次冲转情况(表1),1#~3#机组正向推力瓦温度与反向推力瓦温度接近一致,或正向推力瓦温低于反向推力瓦温。判定该电厂4#机组首次冲转推力瓦温属于不正常现象,需分析排查。

表1 1#~4#机组首次冲转轴向位移与推力瓦温情况对比
1.3 正向推力瓦块温度异常原因分析
根据汽轮机推力轴承机械结构及测温回路分析,导致正向推力轴承瓦块温度异常[2],可能的原因有:①温度测量不准确;②进出油回路异常;③推力盘瓢偏不合格;④推力瓦块受力不均或过大。
2 正向推力瓦块温度异常问题排查
2.1 推力瓦温温度测量不准确
现场将中压轴承箱解体,仪控人员对测温回路进行排查,测温探头回路、正向推力瓦与反向推力瓦测温接线正常。在轴承压盖拆卸后发现,有3 根测量探头存在弯曲(图1)。由于轴承压盖、轴承体、推力瓦均为静止部件,正常运行中有定位销固定,排除轴承体相对移动导致的探头弯曲。根据现场实际情况分析,可能是由于安装探头时插入力度大,探头在压盖和轴承体之间约5 cm 高的空间内压弯。热偶式测量点在探头端部,对测温元件进行检查标定合格。
根据检查结果,认为推力轴承温温度测量准确不是正向推力轴承瓦温异常的原因。
2.2 进出油回路异常

图1 推力瓦温探头检查示意
拆卸检查前,手动检查瓦块能够自由活动,瓦块进油口尺寸20.0 mm,符合设计要求。推力轴承进油口浮环电端和汽端安装方向分别为“┚┖”,出油口浮环安装方向分别为“┗┛”,安装方向正确(图2)。测量进油浮环和在出油浮环间隙,发现出油浮环径向间隙偏小,能够在轴颈上自由转动(表2)。由于轴承径向排油,出油口在出油浮环外侧,浮环与转子轴颈的间隙值对推力轴承回油影响较小,不存在回油不畅、带走热量过少导致正向推力轴承瓦温异常的现象。

图2 油浮环
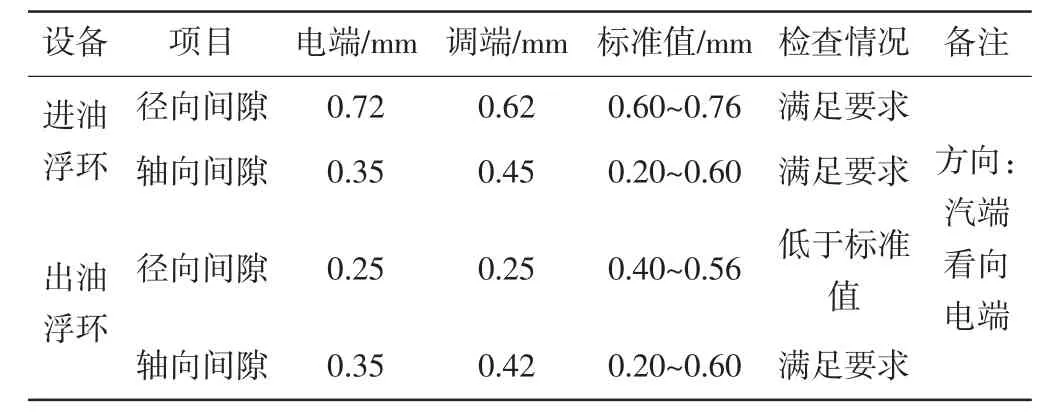
表2 进油浮环和在出油浮环安装间隙
2.3 推力盘瓢偏不合格
汽轮机高中压缸转子推力盘瓢偏,在汽轮机冲转期间,高速旋转的转子对推力轴承瓦块产生冲击性载荷,使推力轴承瓦块局部受热,造成推力轴承瓦温异常现象。现场对推力盘瓢偏进行测量,瓢偏均小于0.05 mm,满足设计要求。
2.4 推力瓦块受力不均或过大
推力间隙确定时,推轴的力过大将导致弹性环被压缩,所测得的推力间隙大于实际推力间隙,可能造成运行时瓦温过高,其他电厂同类机组已有相关经验反馈。4#机组安装推力间隙确定时,参考了ALSTOM 最新版推轴程序,排除了弹性垫环变形导致推力间隙偏小和推力过大的可能性。
同时,如果推力轴承瓦块或弹性垫环的厚度不均,每个瓦块相对推力盘的平行度不一致,按照汽轮机推轴方案确定的推力间隙将会有误差,得不到真实的推力间隙会导致推力瓦温度过高。现场解体后测量,推力瓦块厚度和对应的弹性垫环的厚度理论厚度差均小于0.02 mm,满足设计要求。测量推力瓦块时发现,正向推力瓦上半、反向推力瓦下半有明显的接触痕迹,而正向推力瓦下半、反向推力瓦上半无明显接触痕迹。同步测量转子推力盘与推力轴承瓦体之间平行度,平行度最大为0.29 mm(标准0.10 mm)。
根据机组特性,机组轴系完成安装后各轴瓦扬度为定值,轴瓦结构状态不变,摩擦力为定值;推力盘与瓦块之间的平行度偏差为f,则当中分面处瓦块与推力盘正好达到理论零点时,间隙最小处的弹性环已经产生大小为f 的变形量(图3)。
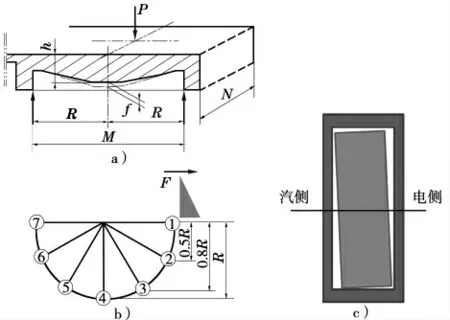
图3 推力轴承受力分析
其中,P 为压力,F 为瓦块受力,R 为瓦块到中分面距离,x为瓦块变形量,f 为变形量值,N 为瓦块宽度,M 为瓦块受力点的长度,h 为瓦块高度,EN 是对瓦块受力进行积分。
平行度相差0.01 mm,推力瓦轴向推力的影响为17.36 kN,局部受力过大导致受热。所以,造成推力轴承瓦温异常原因是由于推力轴承平行度超差、推力瓦受力不均。
3 推力轴承平行度超标处理方法
3.1 推力轴承平行度调整
综上所述,排除了温度测量不准确、进出油回路异常、推力盘瓢偏的因素,确定推力瓦块受力不均或过大导致推力轴承瓦温异常。根据推力轴承瓦体结构及推力轴承垫片布置方式,推力轴承瓦体垫片上下对称,电侧与汽侧对称各8 个。通过先调整下半瓦体两侧垫片,按照下半对称反向增减上半瓦体两侧垫片,增减垫片完成后将下半瓦体翻入(表3)。通过调整推力轴承两侧调整垫片的方式来改变推力轴承瓦体的平行度,复查浮动挡油环活动自由,复测推力轴承平行度最大0.09 mm,满足要求。

表3 推力轴承调整垫片的调整情况mm
回装上半瓦体,并通过压铅丝方式检查推力轴承压盖与瓦体的配合要求(最大过盈0.028 mm,最大间隙0.153 mm),避免一端出现过盈、另一端出现间隙的情况,推力轴承体变化不均。
3.2 推力轴承平行度调整后瓦温情况
推力轴承平行度调整结束后,机组功率变化期间对推力瓦温加强监视,4#机组再次冲转后,1500 r/min 平台,推力轴承正向推力瓦温为63.0 ℃、反向推力瓦温为61.2 ℃,瓦温明显优于非核蒸汽冲转。机组满负荷后观察推力轴承正向推力瓦温度最大升高至72 ℃,反向推力瓦温度为58.6 ℃,小于推力瓦报警温度95 ℃,与同类机组一致。同时,在功率变化期间推力瓦工作面温度差最大为7 ℃,小于报警温差20 ℃。各功率平台期间推力轴承瓦温情况详见表4。

表4 功率变化期间推力轴承瓦温度 ℃
通过调整推力轴承背部调整垫片,在机组冲转至1500 r/min 时,未出现推力盘贴近反向推力瓦时,正向推力瓦温度高的异常现象,在0%~100%FP(指示功率)运行期间,推力轴承瓦温度未见异常,解决了推力轴承瓦温异常的问题。
4 结论
汽轮机推力轴承是汽轮机安全运行的重要部件,通过对推力轴承解体检查,排除了温度测量不准确、进出油回路异常、推力盘瓢偏对推力轴承瓦温异常的影响,确定推力轴承瓦温异常是平行度超差,推力瓦块受力不均导致。通过重新调整推力轴承背部调整垫片的方法解决了推力轴承瓦温异常的问题,经机组功率试验证明该方法切实有效,为同类型机组的设计、安装以及维修人员有借鉴作用。
