棉针织物低温前处理工艺的研究
2019-10-24渠少波寇笃敬李荣龙
渠少波,寇笃敬,文 卓,李荣龙
(东莞德永佳纺织制衣有限公司,广东东莞 523000)
近年来,环保压力日益增大,印染行业的可持续发展迫在眉睫。据统计,印染加工过程的总能耗中,印染前处理工序的能耗占到七成以上,前处理工序环境污染严重,其污染程度也占到79%以上[1]。因此,前处理工艺是改善纺织印染行业高污染、高能耗现状的突破口。
棉纤维具有良好的吸湿透气性、保暖性、抗静电性和穿着舒适柔软性,深受消费者的喜爱。然而棉纤维上含有棉籽壳、蜡质、果胶、油脂等天然杂质,需要经过精炼和漂白工序,以去除纤维上的杂质,提高面料的吸湿性和白度[2]。
传统棉针织物前处理工艺通常使用强碱和高温(90~110 ℃)进行炼漂处理,不仅导致面料强度受损、织物失重率增加、手感粗糙等问题,而且能耗大、排污严重,增加了废水处理难度,造成资源浪费和环境污染。此外,传统的前处理工艺中需要使用渗透剂、双氧水、双氧水稳定剂、烧碱等助剂,助剂种类繁杂,操作复杂,不利于工厂管理。
低温前处理工艺利用低温前处理助剂降低处理温度,使棉织物在较低温度下完成炼漂处理,获得较好的毛效、白度及面料强力的同时,降低能源消耗、提高生产效率[3-4]。
1 实验
1.1 生产设备
面料:100%棉平纹布(自制),100%棉罗纹布(自制),100%棉双面布(自制)。
设备:气流染色机(立信染整机械深圳有限公司),计算机测色配色仪(Datacolor 公司),毛效测试仪,分析天平,恒温干燥箱。
助剂:低温前处理助剂(自制)、表面活性剂(自制)、醋酸(HAc)、NaOH、50%H2O2。
1.2 工艺实验
1.2.1 传统前处理工艺
工艺配方:表面活性剂1.5 g/L,NaOH 2.0 g/L,50%H2O23.0 g/L,处理温度105 ℃,处理时间30 min,浴比1∶4,HAc 0.5 g/L。
工艺流程:坯布准备→室温进缸→3 ℃/min 升温至105 ℃→保温30 min→3 ℃/min降温至80 ℃排水→冷水洗一缸→过酸→冷水洗。
1.2.2 低温前处理工艺
工艺配方:低温前处理剂2.0 g/L,NaOH 2.0 g/L,50% H2O23.0 g/L,处理温度75 ℃,处理时间40 min,浴比1∶4,HAc 0.5 g/L。
工艺流程:坯布准备→室温进缸→6 ℃/min 升温至75 ℃→保温40 min→直接排水→冷水洗一缸→过酸→冷水洗。
1.3 性能测试
1.3.1 白度
按GB/T 8424.2—2001《纺织品色牢度试验相对白度的仪器评定方法》测定。试样折叠成4层,采用计算机测配色仪测4次,取其平均值。
1.3.2 毛效
按FZ/T 01071—2008《纺织品毛细效应试验方法》测试。将实验沿横、直方向分别剪为25 cm×5 cm布样,采用毛效测试仪,记录30 min 内水沿织物爬升的高度。
1.3.3 失重率
将处理前后的布样在恒温干燥箱中烘干至恒重,随后放置于干燥器中平衡24 h至室温,用分析天平分别测其质量m,按如下公示计算得到面料失重率。

m1为处理前布重,g;m2为处理后布重,g。
2 结果与讨论
2.1 低温前处理
本实验在前处理配方中加入双氧水活化剂,增强双氧水在低温条件下的氧化能力,实现织物的漂白处理。在碱性条件下,双氧水分解得到HOO-,HOO-可与色素的羰基、共轭结构、醌基等基团发生反应,破坏其发色结构,从而达到漂白的目的。据研究表明,在95~100 ℃的条件下,双氧水1 h 的分解率不高于40%;而常温下,双氧水24 h 的分解率不超过15%。因此,要实现低温漂白处理,需要提高双氧水在低温下的分解速率。
目前研究较成熟的是带有酰基结构的双氧水低温活化剂,如烷酰基类化合物、酰胺基类化合物。在漂白过程中,带有酰基结构的双氧水低温活化剂能够与双氧水发生反应,生成过氧酸离子或更多的过氧离子,过氧酸离子具有更高的氧化电位,是一种氧化性比过氧化氢更强的氧化剂,在低温条件下具有更强的漂白能力[4]。
本实验选用特定的带有酰基结构的化合物,制备得到双氧水低温活化剂。该活化剂在70~80 ℃下具有优异的双氧水活化性能,能明显提高双氧水在低温下的分解速率。
2.2 性能对比
选择本厂自制的任意3 种面料:100%棉平纹布、100%棉罗纹布、100%棉双面布,分别用传统前处理工艺和低温前处理工艺进行煮炼和漂白处理,并将不同工艺处理后的半制品性能进行对比,对比结果见表1。
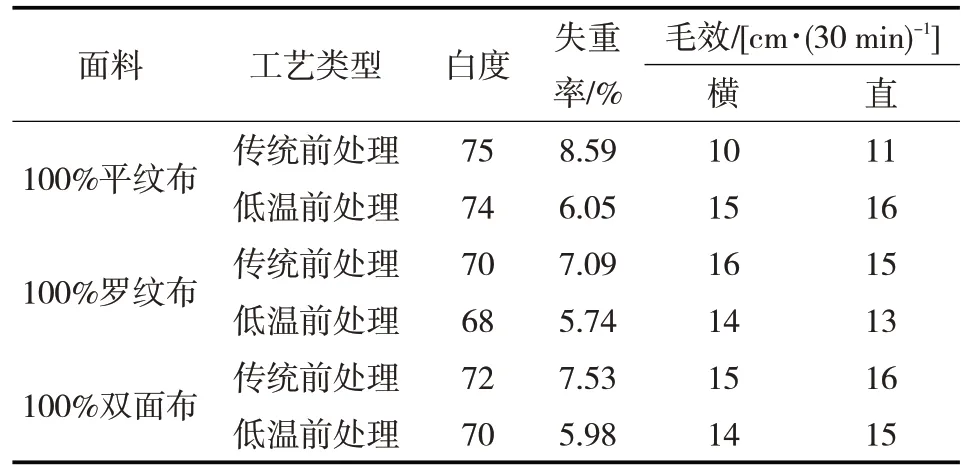
表1 传统前处理工艺与低温前处理工艺处理效果对比
由表1可知:与传统前处理相比,棉针织面料经过低温前处理工艺进行煮炼和漂白处理后,其白度差异基本上控制在±2以内且在70左右,基本满足一般颜色加工需求,若面料待加工颜色为鲜艳色,则可适当调节配方中的H2O2浓度,从而获得更高的白度;平纹布处理后毛效(横、直)优于传统工艺处理后的毛效,而罗纹布与双面布毛效(横、直)与传统工艺的差异控制在±2以内;此外,相较于传统前处理工艺,100%棉平纹布、100%棉罗纹布、100%棉双面布经低温前处理工艺处理后,其失重率分别降低了30%、19%和21%。
由以上数据可以看出,经传统前处理工艺和低温前处理工艺处理以后,100%棉平纹布失重率的变化差异明显高于100%棉罗纹布和100%棉双面布。这是因为,相较于罗纹布和双面布,平纹布织法结构简单、布身较薄、单位面积质量较轻,助剂更易渗透进入面料中,因此在传统前处理工艺的高温(105 ℃)、强碱和浓H2O2条件下,平纹布面料更易损伤。
2.3 能耗对比
统计本厂一段时间内低温前处理工艺耗电量、耗汽量以及生产耗时,并与传统前处理工艺的耗电量、耗汽量以及生产耗时进行对比,其结果见表2。
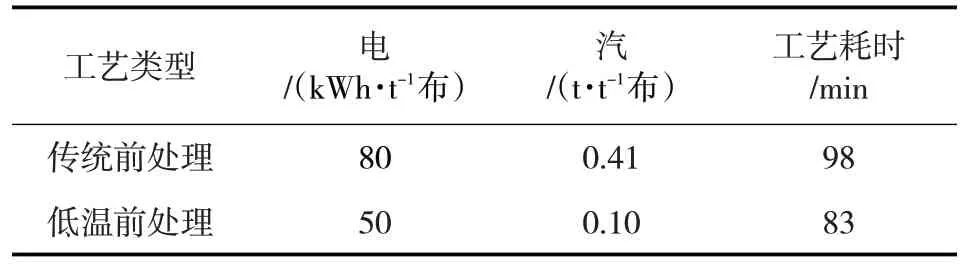
表2 传统前处理工艺与低温前处理工艺能耗对比
与传统前处理工艺相比,低温前处理工艺将棉针织面料的煮炼、漂白温度由105 ℃降低至75 ℃,极大程度地降低了蒸汽和电能的消耗,低温煮漂工艺生产每吨布消耗电能及蒸汽量明显下降,电能由80 kWh/t布降低为50 kWh/t布,电能消耗量下降了37.5%;蒸汽量0.41 t/t 布减少为0.10 t/t 布,蒸汽使用量减少了75.6%;工艺耗时也缩短了15.3%。
由以上可知,低温前处理工艺在一定程度上缩短了工艺时间,提高了生产效率;降低了能源消耗,符合目前节能减排的环保要求;降低了棉针织物前处理工艺的加工损耗,提高了生产产能。因此棉针织物低温前处理工艺具有明显的经济效益和社会效益。
3 结论
与传统前处理工艺相比,棉针织面料低温前处理工艺获得的白度、毛效与传统工艺基本一致,符合后道加工的要求。其失重率少于传统前处理工艺、工艺设定时间减少了15.3%,在一定程度上提高了生产效率和生产产能;此外,采用低温前处理工艺,其耗电量和耗蒸汽量分别减少了37.5%、75.6%,大大地降低了针织产品的加工成本,具有节能降耗、绿色环保、降本增效的优势。
