浅谈汽车前风挡安装设计及装配工艺
2019-10-23刘小兵刘艳坤陶廷君
刘小兵,刘艳坤,陶廷君
(浙江合众新能源汽车有限公司,浙江 桐乡 314500)
引言
随着汽车制造行业的发展,制造产能和装配质量则考验组装厂整体实力,也给产品设计者提出挑战,设计出在一定节拍条件下操作者能轻便、准确的进行装配来满足其功能的产品。本文重点解析前风挡在车身钣金上的安装设计结构和如何实现前风挡与车身粘接装配工艺两大模块。
1 前风挡在车身钣金上的安装设计结构
1.1 前风挡玻璃设计原则
前风挡玻璃的造型设计直接影响到驾驶员的视野、车行阻力和车行安全以及玻璃加工的难度,在设计时不仅遵循法规的要求,还要符合不局限于以下设计要求:1)一般玻璃上端和两侧都有包边胶条,包边的型式有三种:一边包边、两边包边、三边包边,根据造型的特征确定包边类型;2)前风挡玻璃安装通常设计有定位销、限位座及限位块的结构,并防止前风挡玻璃因自身重力下滑;3)前风挡玻璃与周边的配合设计(打胶中心线与钣金止口距离一般不小于8mm、玻璃面与钣金面之间的面差一般不小于2mm、玻璃边缘与钣金间隙一般在4~7mm 等等);这样的设计要求才能保证前风挡玻璃安装精准、操作便捷、实现功能。图1 为某前风挡玻璃设计实图、图2 为某前风挡玻璃限位座实图。
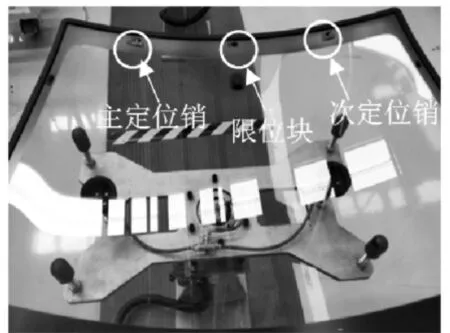
图1 为某前风挡玻璃设计实图

图2 为某前风挡玻璃限位座实图
1.2 前风挡安装车身钣金孔设计
为保证前风挡在车身安装面上位置的一致性且保证前风挡玻璃在车身Y 向及Z 向不发生相对运动,前风挡玻璃上需设计定位销结构,通过定位销将前风挡玻璃卡入到相对的车身钣金定位孔内,实现其准确定位安装及制造一致性;另一方面,为防止前风挡玻璃与车身钣金安装面接触可能会导致玻璃开裂,在前风挡玻璃内表面四周通常也设计限位块结构,来确保前风挡玻璃涂玻璃胶按压之后,前风挡玻璃与车身安装面之间的距离符合密封间隙要求(一般设计要求前风挡玻璃与车身安装面的间隙为5~7mm)。图3 为安装前风挡上部车身钣金定位孔图、图4 为安装前风挡下部车身钣金限位座孔图。
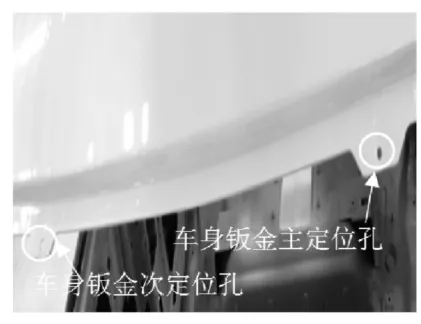
图3 为安装前风挡上部车身钣金定位孔图
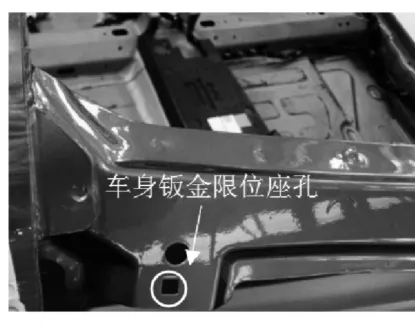
图4 为安装前风挡下部车 身钣金限位座孔图
1.3 前风挡车身安装面宽度要求
前风挡玻璃主要由左/右A 柱、顶盖和流水槽四面车身钣金压边承载,由于装配前需要在玻璃上涂HV3 胶,玻璃装配车身后需要进行压合;如果压边宽度较小,会造成HV3 胶溢出现象,所以在设计钣金压边时,须增加玻璃胶作用面积,通常情况下钣金压边宽度不小于20mm。
1.4 前风挡安装车身钣金拐角设计
为了保证前风挡玻璃的密封性,一方面在设计时须考虑加大前风挡玻璃胶与车身安装面以及玻璃胶与挡风玻璃之间的有效接触面积,另一方面须根据工艺可实施的胶高和胶宽增加车身钣金安装面的宽度。前风挡安装车身钣金的四个拐角一定要设计成圆弧状;如果牙边拐角设计成直角,玻璃胶轨迹则为圆弧状,两者之间无法重合,存在有玻璃胶悬空风险,起不到密封作用。图5 为安装前风挡上部车身钣金圆弧结构图、图6 为安装前风挡下部车身钣金圆弧结构图。

图5 为安装前风挡上部车身钣金圆弧结构图

图6 为安装前风挡下部 车身钣金圆弧结构图
2 前风挡玻璃与车身粘接装配工艺
汽车安全玻璃按照工艺可分为夹层玻璃、钢化玻璃、区域钢化玻璃、中空安全玻璃、塑玻复合材料等。而汽车前风挡玻璃一般采用夹层玻璃,即在两片玻璃之间夹一层聚乙烯醇缩丁醛膜,具有高强度和高韧性、强抗碰撞能力和高透明的特点[1]。
汽车前风挡玻璃与车身粘接,成为车身结构的重要组成部分之一,是汽车重要的结构振动传递途径和结构噪声辐射部件[2]。经调查研究发现,前风挡玻璃安装主要由橡胶密封条固定、橡胶密封条-胶粘剂固定和直接胶粘剂固定三种方式。直接采用胶粘接固定方式其密封性和弹性突出,能将风挡玻璃和车身紧密结合为一体,既增强车身刚性,又保证密封效果,从而保证汽车安全性等优点。以下对直接胶粘剂固定方式进行概述。图7 为粘接工艺分层示意图。
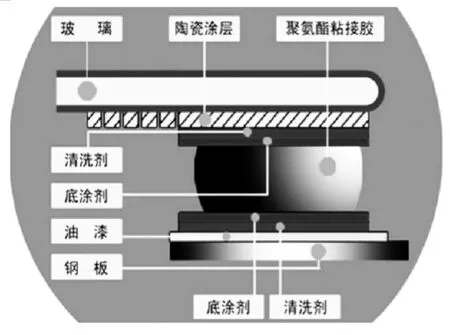
图7 为粘接工艺分层示意图
2.1 清洁粘接面
将干净的玻璃清洁布倒取适量活化剂,沿着前风挡玻璃和窗框的粘接面按顺时方向擦拭(通常擦拭活化剂宽度为21~28mm),如发现擦拭后的清洁布变色、积聚灰尘时须及时更换新的玻璃清洁布;其次活化剂擦拭后,室温凉置0.5~5分钟(晾置时间随温度条件而调整,一般情况下夏季可缩短,冬季可适当延长时间)。
2.2 涂底漆剂
先用毛刷取适量底漆剂沿前风挡玻璃和窗框的粘接面按顺时方向薄而均匀的涂抹(厚度:50~60g/m2、宽度为粘接宽度的1.5~2.5 倍,通常情况下底漆宽度为13~15mm);室温凉置2~5 分钟,待底漆剂干燥后进行下道工序。针对底漆涂刷前必须有专用设备充分的震荡才能涂刷;当设备出现故障时,采取用手来回震荡,使其分散均匀,防止沉淀;直到听到有滚珠响声即可使用。图8 为某车型前风挡涂底漆剂示意图。
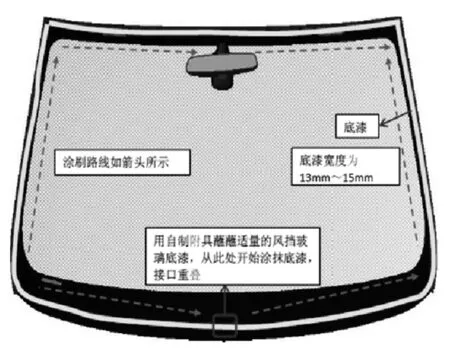
图8 为某车型前风挡涂底漆剂示意图
2.3 涂粘接密封胶
涂胶机器人按照产品定义和工艺实施要求的涂胶轨迹对前风挡玻璃进行涂HV3 胶,通常要求宽度一般为8~10mm、高度12~14mm 的标准;在喷涂过程中,胶须呈连续均匀的直线型,特别是拐角处和打胶起止点要保证不缺胶、胶不堆积、拉丝和倒胶等现象。
2.4 装配及粘接固定
先在窗框下部车身钣金安装孔装配限位座;其次,操作人员通过吸盘将前风挡玻璃搬运到装配工位,依次把前风挡玻璃主次定位销卡入到车身钣金定位孔内;再次,观察前风挡玻璃四周间隙及平度等是否合格,如不满足状态,则进行调整;而后用手掌轻压或拍打至贴合平整;最后,用压敏胶带或固定夹具定位前风挡玻璃与车身,一般固化时间为12~ 18 小时。
3 小结
本文围绕前风挡玻璃在车身钣金上的设计结构,从设计角度来规避质量风险,同时也降低因设计缺陷造成的经济损失;另一方面通过前风挡玻璃与车身粘接装配工艺来满足产品设计的有效性和一致性;不论是设计结构的合理性还是工艺实施的可行性都在不断提升整车品质和用户的口碑。
