某型舵机密封失效分析
2019-10-22李雪郭海利刘永俊
李雪 郭海利 刘永俊
国营芜湖机械厂 安徽 芜湖 241007
0 引言
某型舵机为飞机舵面操纵的核心部件,密封失效是该舵机常见故障之一。出现密封失效故障不仅影响产品自身性能,还会造成液压系统油量短缺,无法实现飞机操纵,同时还污染环境。本文以舵机连通活门密封失效为研究对象,对造成密封失效的原因进行分析,并制定相应改进措施。
1 密封失效现象
某型飞机在进行飞行作业时出现液压系统压力急剧下降现象。经系统排查确认漏油部位为该飞机中的某型舵机。通过试验验证,确认该舵机密封失效部位为连通活门,舵机结构图见图1。通过对舵机进一步分解,确定造成该连通活门密封失效的主要原因为该处密封圈出现损坏,见图2。
图1 某型舵机结构图

图2 密封圈失效状态
2 密封失效原因分析
2.1 原因分析
针对连通活门进油口密封圈挤压、破损情况,建立O型密封圈密封失效故障树,见图3。
图3 O型密封圈密封失效故障树
根据上述故障树,引起密封圈静密封失效的可能影响因素有:无损泄漏、老化变形、介质腐蚀、密封圈质量缺陷、间隙咬伤等。
2.2 故障点定位
无损泄漏指密封圈尺寸偏小与装配槽不匹配导致密封圈完好的情况下发生的泄漏。经现场检查,排除无损泄漏的可能。
老化变形指密封圈长期使用或存放导致材质老化,因该密封圈制造出厂仅1年时间,且包装储存正常,装机使用时间较短,故排除老化变形的可能。
介质腐蚀指密封圈材料与安装部位材料不相容,该密封圈使用2-5013胶料,经检查未发现腐蚀现象,可以排除介质腐蚀的情况。
密封圈质量缺陷,包括胶料质量问题或制造问题,导致密封圈密封性能降低,不能满足高压密封要求。
间隙咬伤指由于密封配合件之间存在一定的间隙,密封圈在高压力液压油作用下部分被挤入间隙而被咬伤。造成间隙咬伤的原因为装配控制不当或密封圈受压挤入间隙被咬伤。由于密封圈装配属于手工操作,存在装配密封圈时控制不当或密封圈受压挤入间隙被咬伤的可能。
基于以上分析,确认造成该舵机密封失效的可能原因为:密封圈质量缺陷及间隙咬伤。
2.3 密封圈失效分析
2.3.1 断口宏观观察
失效密封圈存在约总长五分之一的缺失,其中一端存在局部翘起(记为A端),并存在局部缺失;另一端断口较为平齐(记为B端)。图4为密封圈与连通活门壳体接触面体式显微镜形貌,图5为断口A端体式显微镜形貌。由图5可见舵机壳体表面接触的密封圈存在周向损伤痕迹,痕迹的深浅、宽窄程度不同,在缺失部位损伤痕迹较宽、较深,损伤部位对面位置的密封圈边缘挤压痕迹较窄、较浅。
图4 舵机连通活门壳体宏观形貌

图5 密封圈与连通活门壳体接触面体式显微镜形貌
利用体式显微镜观察A端和B端形貌,如图6、图7所示。从图中可以看出,A端断口形状不规则,局部缺失,B端断口相对平整,两者不是匹配断口。

图6 断口A端体式显微镜形貌
图7 断口B端体式显微镜形貌
2.3.2 断口微观观察
利用扫面电子显微镜对A端、B端及密封圈周向挤压痕迹进行微观观察,其形貌如图8~图14所示。图中显示A端附近掉块严重,B端附近掉块较A端轻,距离A、B两端越远周向损伤挤压痕迹越轻,并且挤压痕迹越靠近密封面。
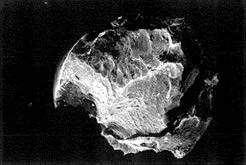
图8 A端断口扫描形貌电镜形貌之一

图9 A端断口扫描形貌电镜形貌之二

图10 B端断口扫描形貌电镜形貌之一

图11 B端断口扫描形貌电镜形貌之二
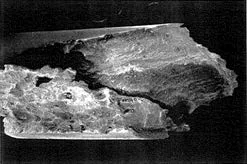
图12 靠近A端断口扫描电镜形貌

图13 靠近B端断口扫描电镜形貌
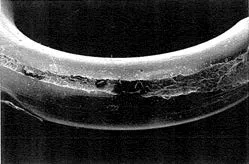
图14 远离A、B端周向损伤扫描电镜形貌

图15 密封圈红外检测结果
2.3.3 化学成分及力学性能分析
对失效密封圈和同规格的新品进行红外检测,检测结果如图15所示。两条曲线分别为失效件及新品红外吸收曲线,两者均为丁腈橡胶,属于同一类产品。对两密封圈进行邵尔硬度(非标)测试,值分别为76、78。非金属材料性能数据库中规定2-5013橡胶硬度指标为68~83,由此可知该胶圈性能符合要求。
2.4 间隙咬伤情况分析
由某型舵机结构图可知,连通活门与该舵机壳体密封方式为平面密封。对该模型进行简化,如图16所示。舵机连通活门壳体与舵机壳体通过6个螺钉紧固。如固定螺钉拧紧不到位,导致该部位存在异常间隙,在不同压力作用下,密封圈会发生如图16(a)~(c)模型所示的一种往复式的工作,一段时间后,密封圈则会出现间隙咬伤,最终断裂,密封失效。
(a)低压下
(b)中压下
(c)高压下

图16 密封圈工作状态
分别拟定安装间 体材料均拟定为锻铝,密封圈材料均 规格相同,密封圈承受的压力均为2下,对不同的安装间隙下密封圈状 模型[2-6],如图17所示,划分网格 可知,随着间隙的增加,密封圈形变

图17 密封圈模型

图18 划分网格
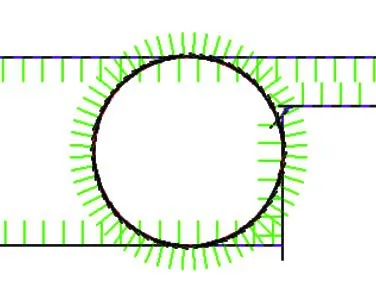
图19 施加约束及荷载
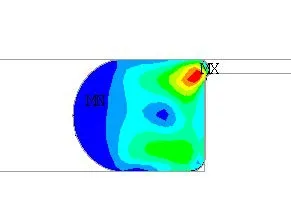
图20 0.2mm间隙密封圈状态

图21 0.3mm间隙密封圈状态
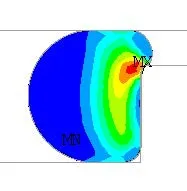
图22 0.5mm间隙密封圈状态
3 结论
通过对失效胶圈断口的分析及化学成分、性能的检测,可排除密封圈质量缺陷的可能。Ansys模型的分析结果表明,在密封圈质量稳定及外界压力条件相同的情况下,平面安装间隙越大,密封圈越容易被挤入间隙,出现损伤的几率越大。故该舵机密封失效的主要原因为安装间隙控制不当,导致密封圈被间隙咬伤。为保证产品质量的稳定,应尽量控制安装后两平面间间隙。
