环形退火炉风机性能稳定性研究
2019-10-22张学森朱吉声郝晓鹏李亮亮郑利元齐杰斌
张学森 朱吉声 郝晓鹏 李亮亮 郑利元 齐杰斌
(首钢智新迁安电磁材料有限公司 河北迁安 064404)
1 前言
首钢智新迁安电磁材料有限公司硅钢高温环形退火炉于2010年建成投产,设计最高温度1250℃,能够满足同时处理100卷带钢,单炉产值巨大。环形炉加热系统的能量来源是天然气,空气的来源是两台助燃风机提供的空气,一用一备。冷却系统是4台冷却风机提供的冷却空气,对炉内进行降温,以达到工艺所要求的温度。环形炉投产以来,风机设备先后出现振动、噪音、喘振等故障。围绕机组运行特点,团队对环形炉风机设备故障进行了理论研究,并提出了改进措施。
1.1助燃风机
风机结构由叶轮、主轴、机壳、入口、出口、调节阀门、传动机构等组成,如图1所示。环形炉机组所用的助燃风机是南通金通灵风机有限公司厂家生产的,型号为pG6-30-11NO9.7D,具体参数如下:
电压:380V,50Hz;风量:250Nm3/min;风压:15kPa(20℃);功率:110kW;转数:2900r/min;绝缘等级:F;噪音等级:≤85dB (1.0m);振动:≦5.6mm/s.
1.2冷却风机
环形炉炉区2C-4C段设有冷却管路进行强制冷却,冷却空气是由四台冷却风机来提供的。强制冷却分为间接冷却和直接冷却两种方式,间接冷却空气是在管内流动的,冷却后的空气通过烟囱排出炉外,而直接冷却是喷射式的,冷却空气直接喷到内罩上。并在2014年对2#环形炉冷却系统的分支管道进行了改造。环形炉冷却管路的布置图2所示。

图1 风机结构示意图1-消音器;2-入口挡板;3-叶轮;4-传动组;5-联轴器;6-电机
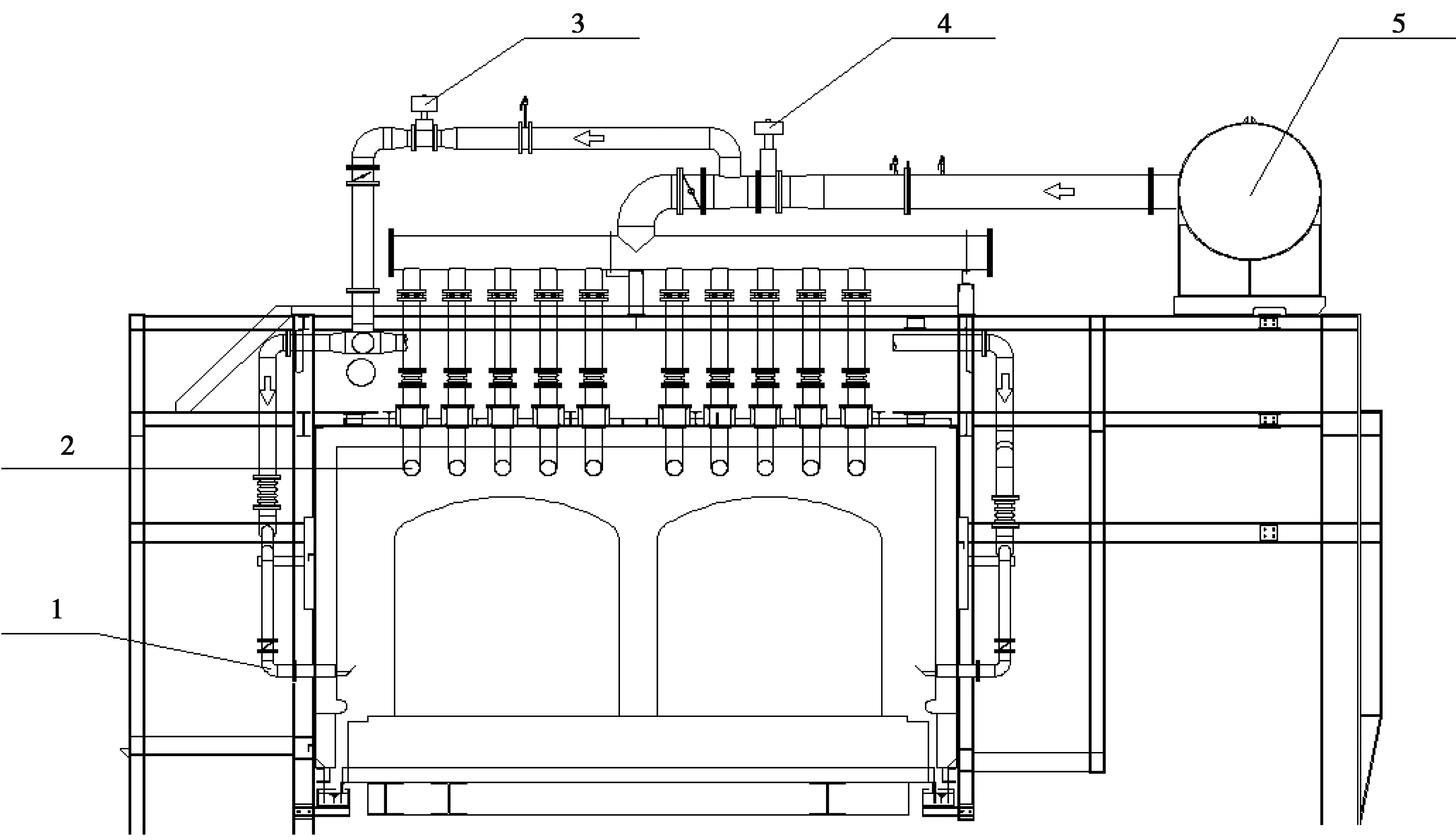
图2 环形炉冷却管路布置图1-直接冷却喷嘴;2-间接冷却U型管;3-切断阀或控制阀;4-间接冷却控制阀;5-冷却总管路
冷却风机技术参数如下:数量2用2备,流量650Nm3/min,类型离心式,压力8kPa,功率160kW。
2 常见故障
2.1助燃风机振动问题
环形炉机组助燃风机在6年左右的使用过程中出现了多次风机轴承基座振动大的问题,最大时达到54mm/s,严重影响风机的稳定运行,一旦助燃风机出现故障,不能及时的对烧嘴进行供风,将会对环形炉的生产运行造成非常大的影响。
2.2 冷却风机管道系统噪音与喘振问题
2.2.1 噪音
根据近几年的观察与实际测量,环形炉冷却风机系统的噪音很大,已经严重影响到附近所在点检楼办公室内人员的身心健康。据仪器测量,噪音最大处达到96dB,已经超出人体所能承受的安全级别60dB,对噪声的治理已经是一个必须要解决的问题。
2.2.2 喘振
2#环形炉的冷却风机在2014年经过改造之后,后段的支管管径变小,虽然冷却风的压力及风量变大,但由于管道直径、弯曲程度出现了改变,导致冷却风的管道出现了一定频率的喘振。
3 故障原因分析
3.1助燃风机振动分析
经过实验与观察,环形炉助燃风机振动大的原因主要有:联轴器平衡对中有问题、风机的叶轮动平衡存在问题、风机支座的开焊、叶轮壳体的焊接不牢、风机传动轴承的损坏等。
3.2冷却风机噪音分析
经过长时间的观察与分析,噪音产生的原因主要有以下几个方面:
1)风机电机的电磁噪声,磁场相互作用产生随时间和空间变化的径向力,使定子铁心和机座随时间周期性变形,即定子发生振动而使周围空气脉动引起的气载噪声。
2)风机的机械噪声,产生的原因较多,主要有:叶轮磨损不均匀或因风压导致零件的变形使整个转子不平衡而产生的噪声、轴承在运行后由于磨损与轴相互作用产生的噪声、由于安装不良或各零件联接松动而产生的噪声、叶轮高速旋转产生振动导致机体某一部分共振而产生的噪声、气流遇到尖角或筋状物时发出的尖啸声等。
3)风机系统的气动噪声,气动噪声的声源产生因素较多,按声源辐射特性可划分为单极子声源、偶极子声源和四极子声源[1]。分类如图3。

图3 风机噪音分类
蜗舌非定常气动力噪声源被学者们认为是离心式通风机本体的主要噪声源[2]。
4)管道噪声,是在管道内产生的或沿管道传播的噪声,主要指气流通过管道时产生的噪声。管道噪声通常包括:阻挡噪声和阀门噪声。
3.3 冷却风机喘振分析
3.3.1 喘振机理
当冷却风机的工况发生变动并偏离设计工况时,比如分管的管径变小,但进风口及主管道没有变化,若是风机还在原来的情况下进行工作,风机管道内的气柱因为出口变小、进口没有变化,气柱就会在主管道内进行震荡,因为气体可以压缩、膨胀, 故可以看作一个类似弹簧的振动系统, 具有一定的固有频率;当激发频率与某阶固有频率相等或相近时, 系统即产生对应该阶频率的共振;同时也发生旋转脱离,脱离时叶道中的气流通不过去,上级的压力又突然下降,排气管内较高压力的气体便倒流回下级里来;瞬间倒流回下级中的气体又补充了下级流量的不足,使叶轮又恢复了正常工作,从而重新把倒流回来的气体压出去。这样又使下级中流量减少,于是压力又突然下降,上级的压力气体又倒流回下级中来,如此周而复始,在系统中既产生了周期性的气体振荡现象,冷却风机及管道系统就发生了“喘振[3]”。
3.3.2 喘振影响因素
1)流量
图4为出口压力P与流量Q之间的曲线,随着流量的减少,风机的出口压力逐渐增大,当达到该转速下最大出口压力时,机组进入喘振区,风机出口压力开始减小,流量也随之减小,风机发生喘振。从曲线上看,流量减小是发生喘振的根本原因,在实际生产中尽量避免风机在小流量的工况下运行。冷却风机系统内管道气柱周期性的在管道内进行震荡,因为管道内及风机壳体内的压力变化会影响到风机进气口吸入的风量,这就导致两台其中的一台会周期性的出现在喘振区。
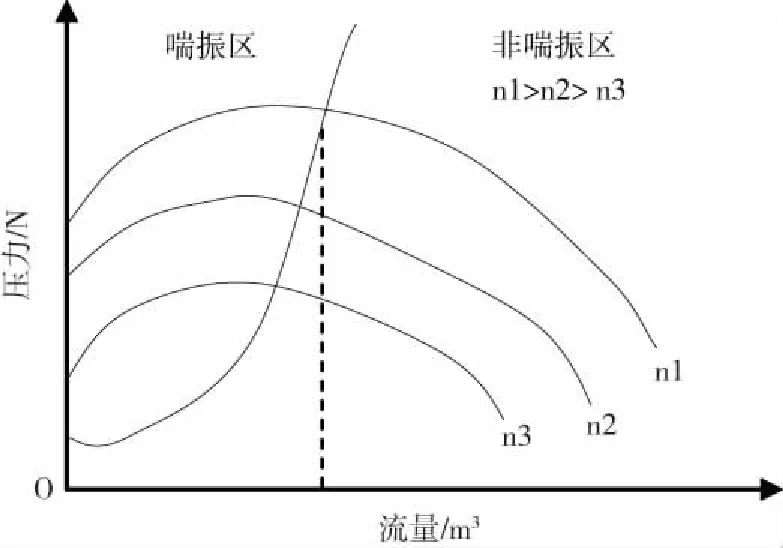
图4 不同转速下出口压力与流量的关系

图5 不同入口压力时的性能
2)入口压力
如图5所示,风机的入口压力P1>P2>P3,在风机恒压的运行工况下, 入口压力越低,冷却风机越容易发生喘振,这也是入口过滤器压差增大时,要及时清理冷却风机消音器过滤网的原因。
3 )如图6所示,恒压恒转速下进行的离心式风机在不同入口气体温度时的进行曲线,从曲线上可以看出在恒压运行工况下,气体入口温度越高,越容易发生喘振。因此,对同一台风机来说,夏季比冬季更容易发生喘振,这就可以解释为什么在夏季冷却风机管道的异响非常明显:夏季温度高,环形炉区域的温度更是平均达到48℃,风机的性能曲线会向下移动,更容易落到喘振区。夏季温度高,所以管道异常的响声就是风机发生了喘振,管道最粗的地方最甚。

图6 不同入口压力时的性能
4 风机常见故障处理方法
4.1助燃风机振动处理方法
根据环形炉机组助燃风机近几年的故障处理情况归纳了几种关于风机振动原因不明的处理方法。

表1 风机振动大的可能原因及处理方法
其中,对风机的联轴器做了较多的工作,如更换梅花型联轴器为柱销联轴器、日常维护时定期的对联轴器打表检查并调整。环形炉机组助燃风机自2013年以来在振动问题的事件中因联轴器的对中出现问题所占的比例近一半,因此对联轴器的调整是一个至关重要的过程,在风机设备的振动出现问题时,首先考虑联轴器的调整。
4.2 冷却风机系统噪音处理方法
1)根据以上的理论研究,管道噪音的发生机理,系统管路设计尽可能使气流均匀流动,避免急剧转弯产生涡流[4]引起再生噪音,尤其是主管道与进入使用房间支管联接处。如图7所示,主管路和支路的尺寸是一样的,但a图中变径有弧度,气流在由主管路经由此类变径时能够较为平缓的流入支路,遇到的棱角较少,急剧转弯产生的涡流也较少,噪音也就较少,这样的设计是较好的;b图中虽然也有变径,但比较生硬,急剧转弯产生涡流较a图中多,产生的噪音较a图大,这样的设计一般能够满足基本的要求;c图中无变径,气流由主管道直接进入支路,急剧转弯产生的涡流非常大,噪音也是最甚的,这样的设计最差。
鉴于环形炉机组冷却风机的管道系统已经形成,主管道与分支管道处的连接没有过度,很是生硬,设计存在一定的缺陷,因此,待条件允许,可以对此处进行完善。
2)对风机的振动进行观测,使其达到5.6mm/s以内,并定期检测叶轮的动平衡,检查叶轮的工作状况,定期的更换风机的轴承,定期的对风机及管道系统的螺栓进行预紧,消除机械噪音方面所带来的影响。
3)对冷却风机的电机进行定期的维护,定期更换轴承,定期对电机的转子与定子做检查,消除电磁噪声方面所带来的影响。
4)将声源控制在用隔声材料做成的围挡结构中,防止设备运行产生的噪声传出,环形炉机组采用的方法是用隔音棉将冷却风机全部密封在隔音房内,并在隔音房墙壁上用吸音棉来进一步削减噪音的影响。
经过以上的措施之后,再次在96dB的地方进行测试,噪声已经降低到60dB,效果显著。
4.3 冷却风机系统喘振问题处理方法
冷却风机出现喘振的根本原因是管道内的流量减小:当管道内气柱压力慢慢的在较小的出口被释放出过程中,脉动的气柱的压力并没有减小多少,这就使风机吸入的流量较小,在管道内风机的流量过小,小于风机的最小流量,导致风机内出现严重的气体旋转分离;并且由于管道内的压力高于风机所提供的排压,造成气体倒流,并产生大幅度的气流脉动。

a变径有弧度(较好) b变径无弧度(一般) c 无变径直接连接(最差)图7 主管道与支路不同连接形式的效果示意图
因此,对于两台冷却风机工作时出现的喘振原因可以归结如下:
1)后期管道的改变破坏了原来的风机与管道的工作契合度,使管道内的气柱脉动现象加剧,影响到了管道内的压力(因为管道系统已经形成,条件允许的情况下再对其进行优化改善)。
2)夏季外界温度高,厂房内的平均温度更是达到了48℃,会使本就很容易落入喘振区的风机更容易在喘振区工作(每年的5月~9月把隔音房的大门打开,降低隔音房内的温度)。
3)两台风机运行时,根据实际情况,当入口挡板都开启时,由于开度达到最大,两台风机所做的功使得冷风管道内的气柱震荡加剧,更易发生喘振,但是开一台时还达不到工艺要求,因此,既要削减振动的程度又要满足工艺的要求,将两台风机的开度都调到45﹪,并且还使得风机之间出口压力不至于出现相互对顶的情况出现。
4)风机设备运行时,及时清理消音器的过滤网,避免因为过滤网的阻塞导致风进口风量降低,根据风机的喘振与压力的关系曲线,进口风量降低,风机容易落入喘振区。
4.4喘振、振动、噪音关系
风机的喘振及振动又加剧了噪音的程度,振动和噪音是同时产生,相生相休,平时对风机的各方面的维护减少噪音的同时也在减小振动及喘振的程度,因此,在维护时,使风机的各项指标达到标准之内是非常有必要的。
5 结论
经过长期的观察、理论与实际相结合,助燃风机的振动问题得到了有效的解决。
对于噪音问题,通过建立隔音房、安装隔音板等降噪措施,2#炉冷却风机处的噪音由原来的96分呗降至60 分呗以下,有效的降低了噪音对健康的伤害;对于振动问题,2017年全年的助燃风机问题通过本文理论的指导,快速的查找到风机振动大的原因所在,由原来的检查、确诊原因、修复风机等一些列所要耗费8小时的处理时间降至4小时,为生产稳定运行提供了坚实的后盾。一旦振动出现问题,现场的设备人员能够根能够在短时间内对问题进行解决。同时对冷却风机的噪音、喘振机理的研究,从根本上指出了产生的原因,为采取正确的应对处理方法提供了理论支撑。
