液压剪楔块式剪刃间隙调节机构设计 ①
2019-10-22谢磊
谢 磊
(中国重型机械研究院股份公司 陕西西安 710032)
1 前言
在冷轧机组的入口和出口侧,为了将不规则的带头带尾进行切除,需要配置液压剪[1],液压剪的上、下剪刃之间必须保持一定的侧向间隙来实现对带材的剪切,剪刃间隙过大会造成剪切质量下降,而剪刃间隙过小会增大剪切力。合理的液压剪剪刃间隙是液压剪的重要性能指标。液压剪的剪刃间隙并不是固定不变的,在使用时由于如下原因需要调节剪刃的间隙:
1)被剪切的带材规格发生变化;
2)液压剪剪刃厚度方向产生磨损;
3)液压剪更换剪刃。
传统的冷轧机组液压剪通常使用调节垫片或者是顶丝螺母来实现对剪刃间隙的调节[2],这两种方式结构简单,不需要单独设置剪刃调节装置,但其缺点是调节精度低,调节速度慢,调节过程只能人工进行,无法实现自动化操作。为了解决上述问题,实现快速自动化的剪刃间隙调节,本文作者发明了一种楔块式的液压剪剪刃间隙调节机构。
2 设备组成及工作原理
如图1和图2所示,这种楔块式的剪刃间隙调节机构由下列零件组成,其中1上剪刃、2上刀座、3下剪刃和4下刀座是液压剪的必要组成部分。以下对各零件简要介绍:1上剪刃固定在2上刀座上;2上刀座固定在液压剪框架上;3下剪刃固定在4下刀座上;4下刀座不是固定的,除了可以在剪切油缸的作用下,上下运动实现剪切动作,还可以在6移动楔块的作用下左右运动;5固定楔块固定在液压剪框架上,它的一侧是具有角度β的斜面;6移动楔块的一侧也是具有角度β的斜面,楔块可以沿斜面上下滑动;7铜滑板固定在4下刀座的两边,起到减小摩擦力的作用;8升降机是蜗轮蜗杆结构的减速机,升降端与6移动楔块相连接;9定位销分别插在12固定挡块和13定位挡块的销孔中,使得13定位挡块只能沿着销的轴向运动;10预紧螺丝拧在12固定挡块上,为11弹簧提供预紧力;11弹簧安装在12固定挡块的通孔中,处于预紧状态,12固定挡块和13定位挡块之间受弹簧力的作用下存在间隙gapB;12固定挡块固定在液压剪框架上;13定位挡块依靠9定位销来定位;14连接轴通过15联轴器[3]将两个8升降机和16减速电机连接起来;16减速电机是带减速器的交流变频电机,内置旋转编码器,电机固定在液压剪框架上。

图1 剪刃间隙调节机构剖面示意图1-上剪刃;2-上刀座;3-下剪刃;4-下刀座;5-固定楔块;6-移动楔块;7-铜滑板;8-升降机;9-定位销;10-预紧螺丝;11-弹簧;12-固定挡块;13-定位挡块
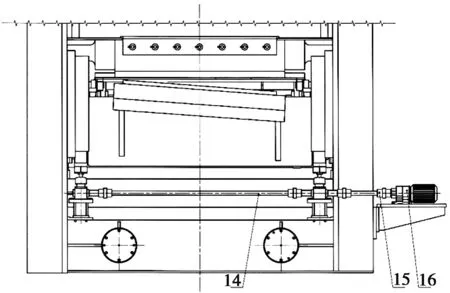
图2 剪刃间隙调节机构正面示意图14-连接轴;15-联轴器;16-减速电机
如图1所示,gapA是液压剪上剪刃和下剪刃之间的剪刃间隙,当需要增大gapA时,减速电机转动带动两侧升降机的升降杆同步上升,与升降杆相连接的移动楔块沿着楔块斜面随之上升,此上升动作存在一个水平向右的位移分量,这个位移分量将带动与移动楔块相接触的下刀座向图1所示右侧移动,剪刃间隙gapA随之增大。当需要减小gapA时,减速电机转动带动两侧升降机的升降杆同步下降,与升降杆相连接的移动楔块沿着楔块斜面随之下降,此下降动作存在一个水平向左的位移分量,下刀座在弹簧力的作用下被推向左侧,剪刃间隙gapA随之减小。
3 剪刃间隙调节的自动化控制
在经常改变带材规格或生产节奏比较快的冷轧生产中,需要根据带材规格和剪刃磨损的情况经常调节液压剪剪刃间隙[4]。本文将依据带材规格参数和剪刃间隙磨损参数建立剪刃间隙调节的数学模型,并提出剪刃间隙调节的全自动控制方法。
3.1剪刃间隙调节的数学模型
对于斜剪刃液压剪的剪切力计算,使用诺沙里公式[5],公式如下:
(1)
其中,P是剪切力;δ是带材的延伸率;σb是带材的强度极限;h是带材厚度;α是斜剪刃的角度;Z代表具有固定值的系数;Y是上下剪刃间的相对侧隙;X是压板相对距离。
(2)
公式(1)、(2)联立可得:
(3)
当剪刃产生磨损时,液压剪实际剪刃间隙为:
gap=Abr+gapA
(4)
其中,Abr为剪刃磨损量。Abr与剪刃剪切次数成正比,考虑到每卷带材的剪切次数大致相同,可以近似认为Abr与这段时间的生产产量T成正比。可列公式为:
Abr=k·T
(5)
其中,k是一个固定值,代表单位产量时剪刃的磨损量,k的值可以在冷轧生产中测得。由上述公式(3)、(4)、(5)联立可得:
gap=K·T+h·
(6)
公式(6)代表了液压剪的实际剪刃间隙同带材规格和使用这副剪刃以来这段时间的生产产量之间的关系,当所要生产的带材规格和这段时间的生产产量确定之后,液压剪实际需要的剪刃间隙也确定了。
为了实现剪刃间隙的全自动调节,还应当知道电机转数n和剪刃间隙变化量ΔA之间的关系。分析如下:
(7)
其中,γ为升降机输入端每转动一圈,升降杆升降的位移量;β是楔块斜面的角度;i是减速电机的减速比。
3.2 剪刃间隙调节的全自动控制方法
楔块式液压剪剪刃间隙调节机构选用倍加福公司的ASM58N-F2AK1ROGN-1213型号绝对值编码器对电机转速n进行测量,它可以实现下列功能:
1)计数方向选择,可以识别出剪刃间隙调整的方向;
2)零位设置功能,设置出剪刃间隙调整的初始位置。
剪刃间隙调节的全自动控制方法如下:
(1)按照公式(6)和(7)所列数学模型建立剪刃间隙调节的全自动控制模型;
(2)将新剪刃的剪刃间隙为0时的位置设置为绝对值编码器测量的零位;
(3)将被剪切带材的规格参数以及当前剪刃所对应的生产产量输入全自动控制模型,控制模型计算出所需要的剪刃间隙值,以及此剪刃间隙值所对应的绝对值编码器脉冲数;
(4)自动化程序启动减速电机,当绝对值编码器所检测到的脉冲数到达目标脉冲数时,自动化程序停止减速电机工作。
此时液压剪的剪刃间隙即为生产所需的剪刃间隙值。
4 结论
楔块式液压剪剪刃间隙调节机构调节精度高,可以实现全自动快速调节剪刃,适用于快节奏,经常变换产品规格的冷轧带生产。目前本装置已成功应用在由中国重型机械研究院股份公司总成套的1250mm全连续冷轧机组的液压剪上,设备自投产以来,运行状况良好,节省了剪刃间隙调整时间,提高了设备的生产节奏,值得大力推广。
本文所论述的发明已获得国家知识产权局授权的发明专利,专利证号:ZL 2014 1 0025363.0。
