锌合金电镀在智能门锁面板中的应用
2019-10-21冯楠朱巍峰陈正华
冯楠 朱巍峰 陈正华
摘 要:现阶段智能门锁逐渐受到消费者的关注,智能门锁面板(外壳)的正面一般为平面或异形面,内部为不规则结构,多采用锌合金压铸再电镀的工艺实现。作为大众消费品,产品的外观至关重要,锌合金压铸件的电镀工艺相对成熟,但智能门锁面板在实际电镀过程中仍存在很多问题,工艺仍需要不断优化。
关键词:智能门锁面板;锌合金压铸;电镀;前处理;缺陷分析
1 绪论
锌合金压铸是现阶段常用的成型技术之一,该方法生产效率高、加工成本低、一致性较强,可以实现对尺寸公差要求不高而形状复杂的结构。广泛用于航空、汽车、电子产品等领域。基于智能门锁面板本身的结构特性,采用锌合金压铸最为合适。锌合金压铸件成分以锌为主,产品表面有一层致密的金属层,而内部多为稀疏孔状结构,化学性能极不稳定,在空气中容易被腐蚀氧化,常在表面电镀一层铜、镍、铬等化学性能稳定的金属元素,不仅起到防护作用,同时有很好的装饰效果。
目前锌合金电镀工艺较为成熟,但还是存在很多质量问题。比如镀层起泡、脱皮、麻点等缺陷。在智能门锁面板的电镀过程中,有的工厂的成品率仅仅为60%左右,较为成熟的工厂电镀的成品率也只能做到90%。
2 电镀工艺介绍
智能门锁面板电镀的主要工艺流程为:抛光—脱脂除油—水洗—浸蚀—水洗—预镀—水洗—电镀—干燥。
2.1 抛光
智能门锁面板形状不规则,现阶段抛光主要靠人工使用抛光轮加抛光蜡进行抛光,常使用尼龙轮粗抛,再使用布轮精抛。锌合金相对较软,抛光过程中要注意均匀用力,使面板外观面在抛光轮上匀速滑动,切勿使面板停留不动,注意在抛光过程中防止碰伤、拉伤。另外也有使用机械手代替人工进行抛光的,这种抛光方式适合结构简单,产量较大智能门锁面板。机械手抛光大大提高了生产效率高,一致性很强,人工成本低,但前期投入较大,需要针对不同面板进行定制。
2.2 脱脂除油
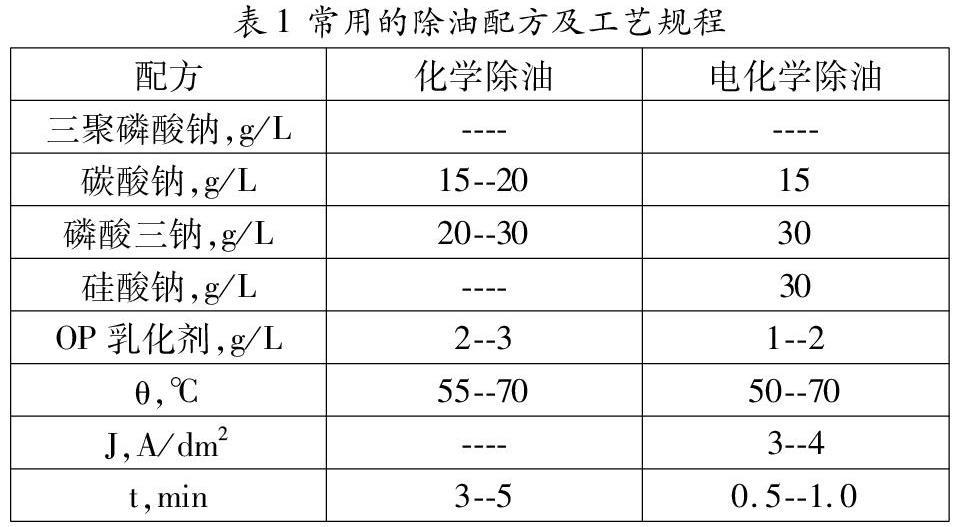
智能门锁面板经过抛光之后表面会残留大量油污,油污主要来源于压铸过程中的脱模剂和抛光过程中的抛光蜡,以及转运过程中的杂质油污等,这些油污若不清除干净会严重影响电镀层的结合力。常用的脱脂除油的方法有化学除油和电解除油两种。化学除油是使用弱碱熔液进行浸泡清洗,这种方式清洗不够彻底,一般常用于对表面要求不高的产品;电解除油是在若碱性溶液中,以面板为阳极或阴极,以不锈钢板等材料为第二电极,在直流电的作用下依靠电解作用强化除油效果,这种方式可以彻底清除面板凹处的油污。在实际生产过程中,化学除油和电解除油也常配合使用。常用的除油配方及工艺规程见表1。
2.3 浸蚀
电镀前处理经过脱脂除油之后,可以将锌合金表面的油污彻底清除干净,但是其表面仍然附着有一层致密的氧化层,该氧化层同样会影响电镀层的附着力。工业上常采用氢氟酸熔液或稀硫酸进行侵蚀清理。注意强酸熔液虽然能够很快清除氧化层,但是因为锌合金本身容易与酸发生化学反应,酸性过强会导致侵蚀速度加快,时间不易控制,极易对产品本身造成过腐蚀。在使用弱酸进行浸蚀时,同样要注意控制浸蚀时间,一般在锌合金表面析出气泡2s-3s后立即转水洗工序。
2.4 电镀
压铸锌合金面板在电镀之前一般要使用氰化物预镀铜,该溶液对锌合金的腐蚀性弱、深镀能力强、覆盖力好,预镀使面板表面快速形成一层薄而致密,且结合力强的镀层。预镀时间不宜过长,镀层厚度一般控制在7微米。预镀后的面板可以避免锌合金在强酸性溶液中受到瞬间腐蚀。在预镀完成之后,可以根据需求在智能门锁面板上电镀不同的金属层。常见的镀层有镀镍、镀金、镀铜、镀铬等,不同的电镀层外观不同,另外附着力和抗盐雾能力也不同。镀层不仅可以使产品外观美化,同样可以保护基体,延长使用寿命节约金属资源。另外电镀层可以使锌合金获得特殊的表面性质,比如提高导电性、可焊性、耐磨性等。
3 缺陷分析
智能门锁面板电镀常见的缺陷有镀层脱落、起泡、异色、膜厚不够等。下面从原材料、压铸模具、前处理、电镀等环节进行简单分析。
3.1 原材料
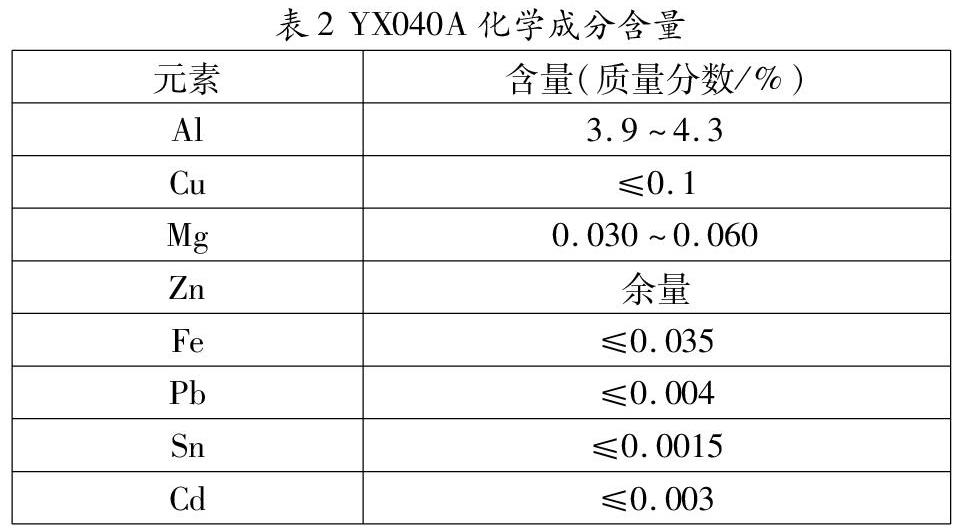
压铸锌合金常用的是含铝较多的锌铝合金,以YX040A为例,其化学成分含量见表2。原材料中Al的含量在4%左右,另外还有微量的Cu、Mg、Fe、Pb、Sn、Cd。研究表明,Pb、Cd的含量超标和锌合金压铸面板电镀起泡有直接关系,Pb、Cd的含量越高,面板起泡缺陷越明显。主要是因为这两种杂质会在晶界处聚集而导致晶间腐蚀膨胀,从而起泡。
在锌合金压铸过程中,实际使用的都是新料和水口料的混合物熔炼而成的,研究表明水口料的掺杂比例会影响锌合金的组织性能。不断掺杂水口料导致锌合金熔炼炉内的杂质含量明显增高,从而使面板杂质含量增高,电镀起泡的不良率增高。综上电镀缺陷首先要从压铸锌合金原材料的质量进行把关,对其进行质量检测。
3.2 压铸模具
智能门锁面板的压铸模具是锌合金压铸工艺的核心部件之一,模具设计及模具质量与产品质量有直接关系,其中模具进料口和流道的设计,还有型腔的分布是模具设计的关键。模具设计不合理会导致产品表面出现气孔、冷隔纹等缺陷,从而影响电镀质量。模具的进料口和流道常设计为多流道平行进料,空位做搭桥处理,渣包位采用折型多出口。
在压铸过程中,压铸机的压力、温度、时间等参数设置也同样会对影响产品质量,锌合金压铸过程中出现的气泡、冷隔纹等缺陷,如果无法彻底清理干净会给电镀带来很大困难。
3.3 前处理
电镀前处理主要包括抛光、脱脂除油、浸蚀等。压铸锌合金面板致密层之下为疏松多孔组织,在抛光环节如果抛光过度,会使疏松多孔组织裸露,使电镀面出现孔洞等缺陷。另外如果使用的抛光轮目数不当或抛光蜡涂抹不均匀,容易将胚体拉伤,出现凹凸不平的划痕,导致电镀面不平整。在脱脂除油环节,如果面板表面残留的脱模剂和抛光蜡没有清理干净,就无法保证经过浸蚀后的面板表面光洁平整。只有前处理的每个环节都严格按照工艺流程执行,才能提高面板的电镀质量,降低不良品率。
3.4 电镀
压铸锌合金面板的预镀处理至关重要,使用氰化物预镀铜时,如果溶液中氰化钠含量低就会使置换铜过早出现,影响附着力;如果溶液中氰化钠含量高就会使置换铜生成缓慢,抑制镀层的沉积。经过预镀的锌合金面板即可根据实际需求按照一般工艺进行电镀,电镀过程中要时刻监测电流密度和镀液的pH值。锌合金面板进行批量电镀之前,建议使用渗透染色的方式对电镀小样进行缺陷观察,确定工艺效果后再批量投产。
4 結语
智能门锁面板可以根据市场需求电镀出多种颜色和效果,提高产品竞争力。同时电镀还可以提高基体寿命。由于锌合金材质本身的特性,在电镀过程中要通过分析和实验掌握其电镀规律,制定详细的工艺流程。
电镀过程中的常见缺陷主要由以下几个因素导致:(1)原材料金属元素含量不达标;(2)锌合金模具设计不合理,压铸机参数调整不合理;(3)抛光破坏了表面的致密层;(4)电镀前处理不彻底;(5)氰化物预镀铜熔液浓度不合适。
参考文献:
[1]王宗雄,储荣邦,倪孝平.锌合金电镀与退镀.电镀与涂饰,2012(5):18-22.
[2]马忠信.锌合金压铸件几个关键电镀工艺的选择.电镀与环保,2001(6):34-35.
[3]张宏祥,王为.电镀工艺学.天津科技大学出版社,2002.
[4]潘国锋.锌合金压铸件电镀装饰铬工艺.电镀与涂饰,2011(8):10-12.
