简述一种利用气保焊机进行半自动堆焊的简易装置
2019-10-21孙罡李树刚
孙罡?李树刚
摘 要 中段表面不断被腐蚀、冲刷,需要进行表面堆焊修复,本文采用减速电机、旧卡盘,组合气保焊机,加工制造了一台半自动堆焊的简易装置,进行除鳞泵中段上平面或圆周方向的半自动堆焊操作,提高效率,提升质量,降低劳动强度。
关键词 除鳞泵;中段;磨损;表面堆焊
引言
钢板生产过程中,表面氧化皮需要用高压水去除,我公司生产的DC型除鳞泵就是应用于这方面的。其中,中段是除鳞泵的主要零部件,由于循环使用的高压水水质较差,含有大量泥沙、金属颗粒且pH=7-9,中段表面不断被腐蚀、冲刷,磨损得越来越粗糙,一般服役1年左右就需要返厂检修,当缺陷尺寸超出允许范围时,需要进行表面耐腐蚀堆焊修复甚至更换。
1 目的
以往中段的表面堆焊采用焊条电弧焊,效率低、焊道堆高堆宽不均匀、劳动强度大。为了顺应快速发展的生产需要,提高效率,提升质量,降低劳动强度,我们采用减速电机、旧卡盘,组合气保焊机,加工制造了一台半自动堆焊的简易装置,进行除鳞泵中段上平面或圆周方向的半自動堆焊操作[1]。
2 装置总体结构
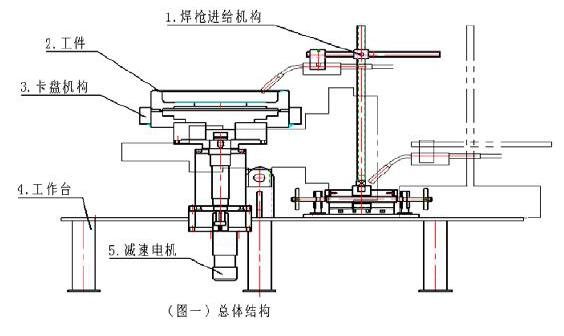
该堆焊装置总体结构见图一,由1焊枪进给机构、3卡盘机构、4工作台、5减速电机四部分组成。
气保焊枪安装在焊枪进给机构的接长杆上,工件中段安装在卡盘机构上,卡盘机构的轴承座安装在工作台上,减速电机通过电机支架连接在卡盘机构的轴承座上。为了使中段在平面、圆周2个方向都可以进行堆焊操作,卡盘机构的轴承座通过工作台上支板,限位板的作用,可保证卡盘机构分别在水平,垂直方向停靠固定。
2.1 焊枪进给机构
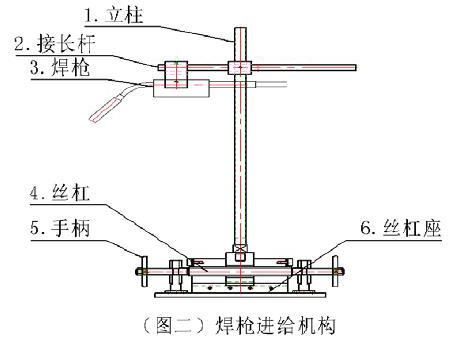
焊枪进给机构见图二,主要由1立柱、2接长杆、4丝杠、5手柄、6丝杠座组成。
焊丝进给仍是利用气保焊机的送丝机构,气保焊枪通过夹子安装在接长杆上,接长杆通过调整块在立柱上升降及前后调整固定,可以快速到达焊接垂直高度位置。焊枪水平方向进给由手柄调节丝杠,丝杠带动立柱及焊枪,沿丝杠座的导向槽移动完成。丝杠与立柱间采用螺旋传动,保证平稳进给。无论进行平面或是圆周方向的堆焊操作,焊接时焊枪垂直高度可不做调整[2]。
2.2 卡盘机构
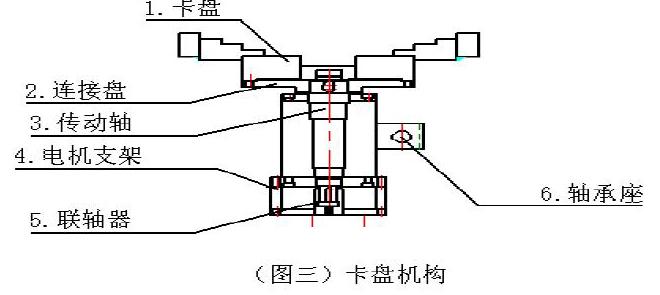
卡盘机构见图三,主要由1卡盘、2连接盘、3传动轴、4电机支架、5联轴器、6轴承座组成。
通过调整卡爪,可以装夹120-400mm不同直径的工件。电机经过联轴器、传动轴、连接盘带动卡盘,使工件匀速转动。
2.3 减速电机选用
由于采用的电机直连驱动,需要选用减速电机,而工件直径越大,需要电机减速比越大。经过计算,如果要保证堆焊时线速度在200-250mm/min,工件直径400mm的需要电机减速至0.16-0.2r/min。据此,我们采购了一台二级减速可调速电机。该电机转速1500r/min,一级减速比1:500,二级减速比1:10,功率300w,还可在10-50Hz间变频调速。可以满足我公司使用[3]。
3 堆焊试验
堆焊采用的ER309LΦ1.2焊丝。其中电流、电压、速度、焊丝伸出长等工艺参数对堆焊质量影响很大,
如焊接电流与电弧电压应匹配,焊接电流会影响焊道成形、熔深和稀释率;电弧电压过低,焊道太窄,厚度增加,容易夹渣。电弧电压过高,又造成焊道较宽,厚度薄,不能达到厚度要求;焊接速度太快,焊道窄且薄。反之,堆高大,堆宽窄,造成喷嘴堵塞,易夹渣;焊丝伸出太长,电弧不稳定,飞溅大。焊丝伸出过短,飞溅物易造成喷嘴堵塞,使气体保护不良,易产生气孔。经过多次试验、调整,确定了如下焊接工艺参数:I=200-230A;U=28-34V;T=200-250mm/min;L=12-15mm;Q=15-20L/min。
4 结束语
通过在试验件上堆焊,焊道堆高在3mm左右,满足后续加工要求,效率达到以往手工堆焊的3倍,堆焊表面车加工后经PT检验合格,表明该装置实现了半自动堆焊提高效率,提升质量,降低劳动强度的目的。在对卡盘爪进行改制后,夹持工件直径范围扩大到500mm。
参考文献
[1] JBT.9185-1999.钨极惰性气体保护焊工艺方法[S].北京:中国标准出版社,1999.
[2] JBT.9186-1999.二氧化碳气体保护焊工艺规程[S].北京:中国标准出版社,1999.
[3] JBT.12582-2015.泵产品零件无损检测渗透检测[S].北京:中国标准出版社,2015.
