激光飞行焊技术在汽车车身上的应用
2019-10-21胡德志周帅帅
胡德志 周帅帅

摘 要:全球汽车市场格局重构,改变了越来越多的自主品牌,随着世界经济水平的飞速发展,汽车制造业的技术得到不断改善。激光飞行焊技术具有焊接变形量小、效率高、使用成本低等优势,已广泛的应用于汽车生产,给汽车生产领域带来了深远的影响。文章就激光飞行焊接的原理以及在汽车车身上的应用进行简单的说明,以期为汽车行业人员提供一些帮助。
关键词:激光飞行焊;焊接技术;汽车应用
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2019)12-60-03
Abstract: The global auto market pattern reconstruction, changed more and more independent brands, with the rapid development of world economy, the flying car manufacturing technology continue to improve. the laser welding technology has high efficiency of welding deformation small low cost advantages, has been widely used in automobile manufacturing, has brought the profound influence to auto production field. in this paper, the principle of laser welding flight as well as the application in car body for simple instructions, in order to provide some help for the auto industry personnel.
Keywords: Laser flight welding; Welding technique; Automotive applications
1 前言
在汽車制造领域,激光焊接技术已广泛的应用,而激光飞行焊接技术是在车身焊接技术发展下产生的一种新型高效焊接技术,相对于传统的激光焊接技术,激光飞行焊接具有焊接效率高、焊缝强度高、焊接边小、使用成本低等优势。
2 激光飞行焊技术简介及系统组成
激光飞行焊即激光机器人的扫描焊接,机器人携带的扫描头可以从500mm以外的位置,在不移动扫描头的情况下,通过扫描头的运动,不接触工件的情况下完成高速焊接,进行类似光扫描的焊接。此种焊接方式速度快、移动位置精度高,因其扫描头本身的高速焊接以及外在空间的凌空感,所以取名为“飞行焊”。
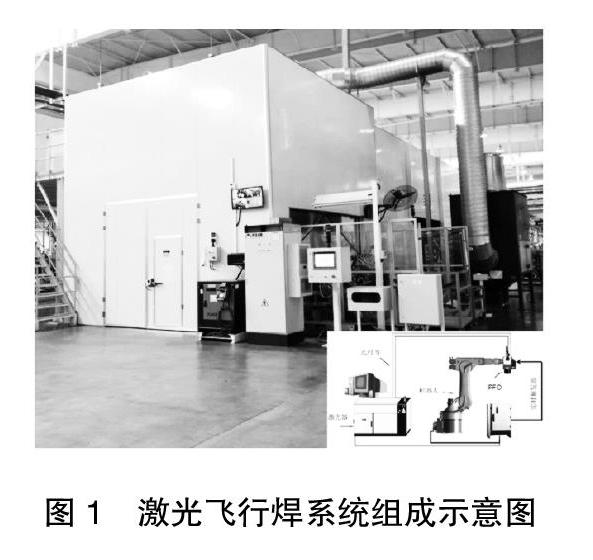
激光飞行焊系统由激光器、实时触发器、机器人、扫描头、光纤等部分组成(如图1所示),通过光纤传输的固态激光器位于远处的激光器房,它是提供焊接能量的源动力。
广义的激光房由房体、维修安全门、进风口、除尘口、观察窗、进出件快速开关门、监控系统、各种安全防护(光栅、扫描仪)、光纤悬挂系统等组成。激光房的大小根据实际工装夹具、机器人臂长、工艺布局等因素决定。
3 激光飞行焊技术原理
激光飞行焊接是机器人沿着工件上面大约500mm的平滑路径引导着扫描头和光纤,扫描头在极短时间内将聚焦点从一个焊缝导向到另一个焊缝。
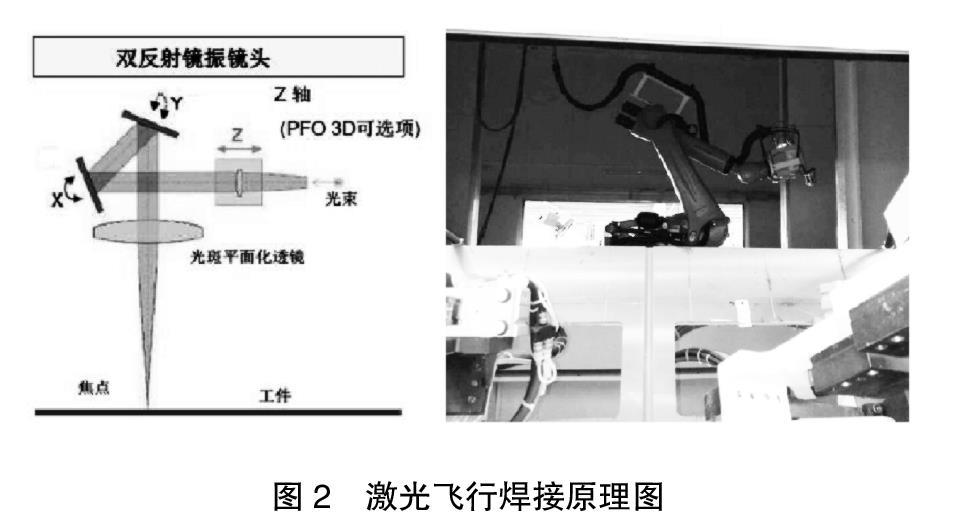
激光飞行焊接与传统的激光焊接主要区别是激光束定位方法不一样,激光飞行焊接技术通过激光束入射到扫描镜的X,Y轴两个反射镜上,计算机控制反射镜的角度,实现激光束的任意偏转[5]。扫描头位于激光器光纤光缆端部,将激光焦点精确定位到将要焊接工件的中央。扫描头内部的两个扫描镜引导光束通过平常镜头将光束聚焦到普通的聚焦平面,焊接范围一般为一定尺寸椭圆内。此外,扫描头还配有一个电动镜头,可以沿着Z轴方向上下移动聚焦平面(如图2所示)。
扫描头有两种类型,一种采用的是可移动式聚焦镜和单反射镜的方式实现,光纤输出的激光经准直、聚焦后直接打到反射镜,通过反射镜的横向旋转来实现加工平面的X向运动,Y向的运动则由扫描头的纵向旋转来控制;另一种采用双振镜的方式实现,使用两片振镜分别控制X轴和Y轴方向的运动,激光经过准直镜准直后再通过双振镜的旋转来控制光线的位移,聚焦镜放在两片振镜之后,此处的聚焦镜即为场镜,可起到平场的作用,双振镜的焦点补偿通常是通过准直镜的移动来实现的。
4 激光飞行焊技术优势
4.1 焊接效率高
与电阻点焊相比,使用激光飞行焊接,扫描头的连续移动和扫描镜激光焦点的快速定位,避免将点焊枪从一个焊接位置移动到另一个焊接位置,缩短了重新定位时间。在激光飞行焊工作范围内,从起始点将聚焦激光光束重新定位到另一端只需要30ms。比如,对于钣金件厚度0.6-1.8mm的车身,通常每个焊接点使用电阻点焊约3s完成,但使用激光飞行焊接用时不到0.4s且焊接效果优于电阻点焊,焊接效率提高了7倍。因此,激光飞行焊接的应用极大地提高了生产节拍。
4.2 焊缝强度高
激光飞行焊接焊缝形状可以根据工艺要求灵活设计,常用的激光飞行焊焊缝为一字形焊缝或C型焊缝(如图3所示)。与点焊、电弧焊相比,激光飞行焊接熔深大,焊缝强度高,焊接热变形小,对门盖类零件涉及外观件呢槽、饰板的匹配,使总成的精度得到保证。
4.3 焊接边小
相对于传统的电阻点焊工艺,激光飞行焊接具有无接触、灵活的焊缝特点,可使得焊接搭接面更小。传统点焊为保证焊点质量,避免出现半点焊等焊接缺陷,车门窗框处最小焊接边为12mm。而众泰汽车研发的一款新车型车门窗框应用激光飞行焊接技术,其窗框焊接位置的焊接边为5mm(如图4所示)。
应用激光飞行焊接可以在一定程度上降低车身重量,同时能有效减小窗框处黑边宽度,增大A柱视野,进而提升行车的安全性(如图5所示)。
4.4 使用成本低
激光飞行焊接的耗材只有振镜头的保护镜片、激光器冷却水,且更换频次低、价格便宜,所以使用成本远低于电阻点焊和电弧焊。
激光飞行焊接工作过程不接触工件,因此设备故障率及设备备件更换率很低,工作稳定。这意味着设备完成安装调试后的后期投入很小[4]。
5 结论
本文主要是从众泰汽车将激光飞行焊接成功应用于车门焊接上出发,阐述了激光飞行焊接的工作原理及优势,随着汽车焊接技术的不断进步,基于车身轻量化及质量提升的考虑,后续将逐步推广应用激光飞行焊接技术于车身焊接上。
参考文献
[1] 张旭东,陈武柱.激光焊接技术进展及其在汽车制造中的应用[J].汽车新技术,2003.
[2] 李少华,康蓉媂.激光焊接技术及其应用[J].舰船防化,2011.
[3] 钟建强,柳娟娟.汽车焊接技术在汽车制造领域的应用[J].科技资讯,2011.
[4] 张妍.激光焊接在白车身上的应用现状[J].电焊机,2016.
[5] 姜海涛.激光飞行焊技术在汽车焊接领域的应用[J].金属加工(热加工),2017.
