Booster体系对于单组分SMP胶粘剂加速 固化的影响及其在高速动车侧窗的应用
2019-10-21梁宝宏公慧
梁宝宏 公慧
摘 要:介绍单组分湿气固化型硅烷改性聚氨酯(SMP)胶粘剂的结构特征和固化机理、单组分应用体系的局限性,以及 Booster 体系对其加速固化的影响,并介绍其在轨道交通行业高速动车侧窗粘接和密封施工的应用和性能测试等,对高速动车生产行业中优化粘接固化节拍、提高生产效率等具有参考意义。
关键词:轨道交通;高速动车;Booster体系;聚氨酯胶粘剂;湿气固化型
中图分类号:U270.6+5
0 引言
单组分湿气固化型SMP胶粘剂(以下简称“单组分SMP胶粘剂”)是目前高速动车组车辆部件制造过程中很常见的粘接和密封工艺用胶,原因在于其使用简便、固化后应力分布均匀且强度和弹性特质明显、抗紫外线能力优于常规聚氨酯类胶粘剂等;但同时由于其通常依靠空气中的水汽反应由外向内缓慢固化,固化速度很慢,且受胶层厚度、固化尺寸的制约,使得其在高速动车组车辆部件制造应用过程中易受到施工环境条件等因素的影响,从而导致生产节拍错乱,严重影响后续的生产计划和整体的生产效率等,而使用Booster体系能够有效地解决单组分SMP胶粘剂对施工环境条件和固化尺寸的依赖,加速固化。本文主要介绍Booster体系对于单组分SMP胶粘剂加速固化的影响及其在高速动车侧窗粘接和密封中的应用。
1 单组分 SMP 胶粘剂的结构特征
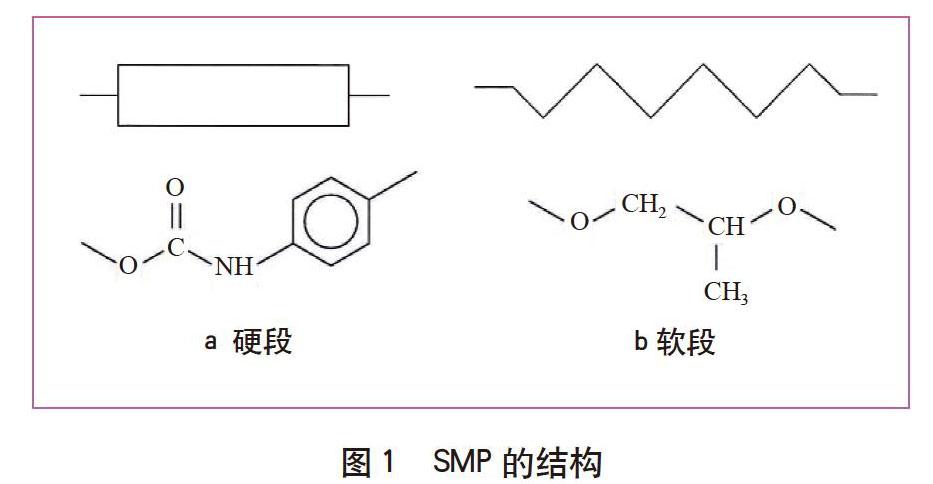
湿气固化型SMP胶粘剂的树脂含有硬段和软段结构,使用交联剂阻聚,可通过调整硬段与软段的长度和结构实现机械性能的改善。其固化劑一般来源于空气中的水汽,在水汽的作用下通过缩聚反应进行固化,固化后形成弹性体。
SMP的结构如图1所示。
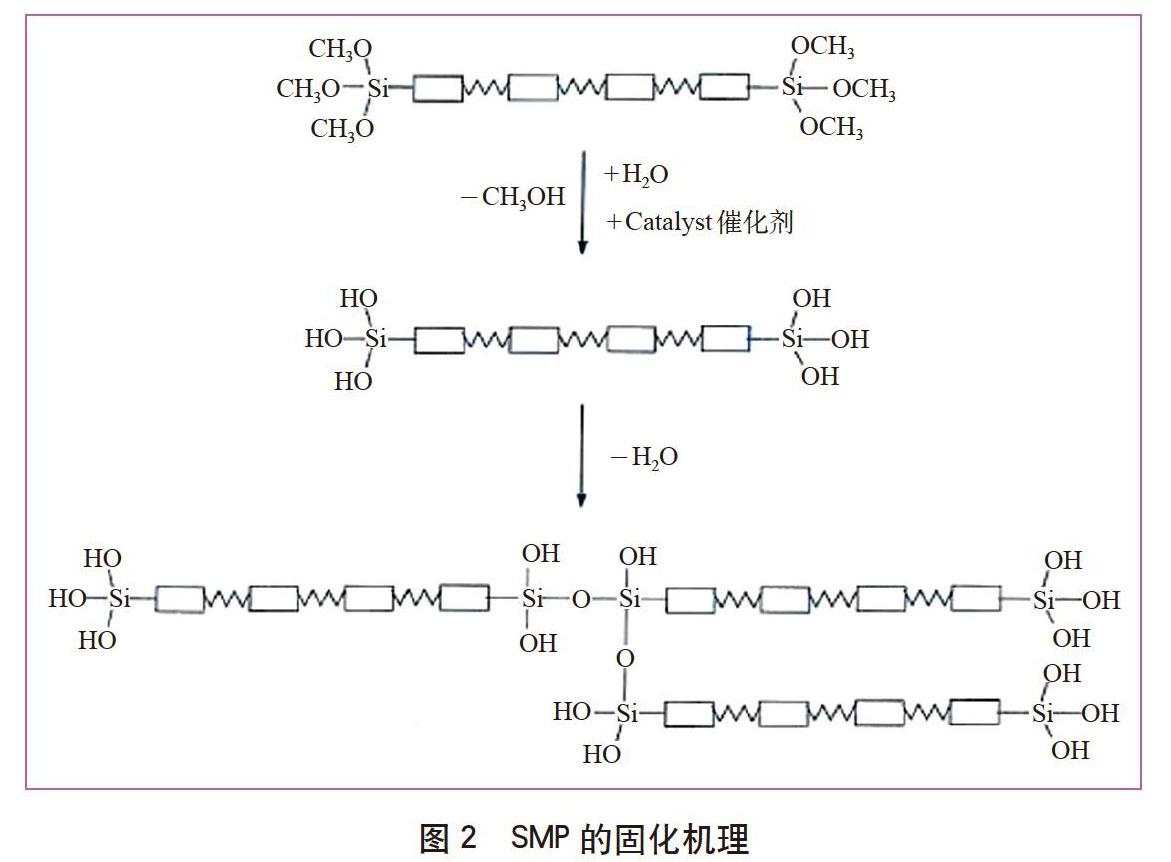
SMP的固化机理如图2所示。
在轨道交通车辆及轨道车辆配件制造过程中,现场选择胶枪(针对小包装)或胶泵(针对大桶包装)进行打胶施工,而单组分SMP胶粘剂靠与空气中的湿气反应固化,因此,其固化过程对环境条件有一定的相对湿度要求(相对湿度建议高于40% RH)。单组分SMP胶粘剂的固化具有各向异性,从外向内,即最外层先接触湿气的部分先固化,然后慢慢向内逐渐递减固化,因此,对其批量施工效率有一定的局限性。此胶粘剂的固化速度一般比单组分聚氨酯类胶粘剂的速度更慢。
单组分SMP胶粘剂的固化反应在其施工后刚接触周围空气时就开始发生,在其工艺施工/使用过程中需要注意一个很重要的参数,即“结皮时间”(胶粘剂的操作时间)。结皮时间受具体的胶粘剂种类、使用温度和环境相对湿度等因素的影响,在一定范围内(通常温度为15~30℃、相对湿度为30%~80% RH),温度和环境相对湿度越高,通常结皮时间越短。而与粘接施工相关的施胶、连接、固定和必要的平滑工艺都必须在“结皮时间”内完成,即在胶粘剂的工作时间内完成,以保证胶粘剂与基材间有足够的粘附效果和良好的粘接性能。
2 单组分SMP胶粘剂在高速动车侧窗的应用工艺
单组分SMP胶粘剂在高速动车上的重要应用之一是高速动车侧窗的粘接和密封,即使用此胶粘剂将侧窗结构与车体进行粘接连接,待其粘接胶层固化后再进行整体的密封施工。这样既保证了粘接的强度,又保证了整体的美观和密封功能。具体工艺如下。
(1)清洁。用洁净的专用擦拭纸等蘸配套的清洁剂,从待粘接基材表面的一端向另一端单向无遗漏擦拭粘接面,擦拭时禁止在同一位置转圈擦拭,以避免重复污染。若擦拭后,擦拭纸或无纺布变色,应更换干净的擦拭纸或无纺布继续该工序。注意勤换干净的擦拭纸或无纺布,以便于擦净表面。最后要晾干,以确保待粘接面洁净干燥。
(2)遮蔽。在需粘接或密封的区域底材两侧,用遮蔽材料进行完全遮蔽,以防胶粘剂溢出而污染非粘接密封部位。
(3)打磨。打磨需要粘接或密封的区域,而玻璃底材及已处理的基材无须打磨。
(4)清洁。对经过上步打磨的区域及周边进行清洁和晾干,确保待粘接面洁净干燥。
(5)底涂施工。使用洁净的专用海绵在待施胶面沿一个方向擦底涂(底涂施工要求均匀且薄地覆盖整个区域,不允许露底,不可来回刷涂),晾至干燥。晾置过程中表面不得被污染,严禁用手触摸确认干燥情况。
(6)打胶。在基材上打胶(胶粘剂),打胶时胶嘴接触基材无遗漏,保证胶体均匀、连续饱满且无空气裹入;在胶粘剂的工作时间内完成部件的安装调试及固定工作等。
(7)固化。在胶干燥期内避免触摸胶层表面。在标准(23℃、50% RH环境)实验条件下,第一天固化约3mm,然后逐步递减。在湿度较低时,需要延长干燥时间。
(8)涂打密封胶。待粘接胶层固化后进行整体的密封施工,使用胶粘剂填充整个密封区域,保证胶粘剂连续饱满填充,在胶粘剂的有效操作时间内使用刮板沿框周边均匀地将缝隙处表面多余的胶体刮除,形成连续平整的表面。刮胶时应连续无停顿,压实刮平后进行表面平滑处理,在保证粘接强度的同时保证整体的美观和密封功能。
(9)处理完毕后需及时去除遮蔽胶带,以进一步固化。
在整个胶粘剂应用过程中,制约其应用的主要因素是采用单组分施工不利于胶整体的快速固化。由于车窗粘接部位打胶较厚,这使其在高速动车组车辆部件的制造过程中易影响生产节拍,且严重影响后续的生产计划和整体生产效率等。鉴于此,为保证生产节拍及粘接质量的稳定性,选用Booster体系进行施工。
3 Booster 体系
Booster体系一般有2种实现形式:①使用一种特殊的胶嘴将含水相(Booster体系)的薄层注入胶层中(类似双组分操作);②使用静态混合器自动计量系统(极少情况下,也使用动态混合器)改善混合的均匀性。Booster体系的主要优点是胶条固化实际上各向同性、与空气的湿度无关、不受粘接尺寸和粘接面积的限制、粘接固化速度快(即室温条件下,大约1 h后可达到操作强度,施工后1天达到最终强度)。
高速动车侧窗粘接和密封过程中使用的单组分SMP胶粘剂由于Booster体系的引入,不再完全依赖空气中的水汽进行固化,而且可以在数小时内达到整体固化,摆脱了此胶粘剂从外向内单向固化的弊端。按照比例进行充分混合且混合均匀,且在标准条件下,其可在4h内初步整体固化(即胶体反应成固体,用刀片割开其内部无明显糖心现象);在粘接完成6 h后,可在厂区内或车间之间平稳地移动车辆。完成粘接后的车窗,可在车窗下沿限位垫块拆除后立即进行车窗密封胶的施工。
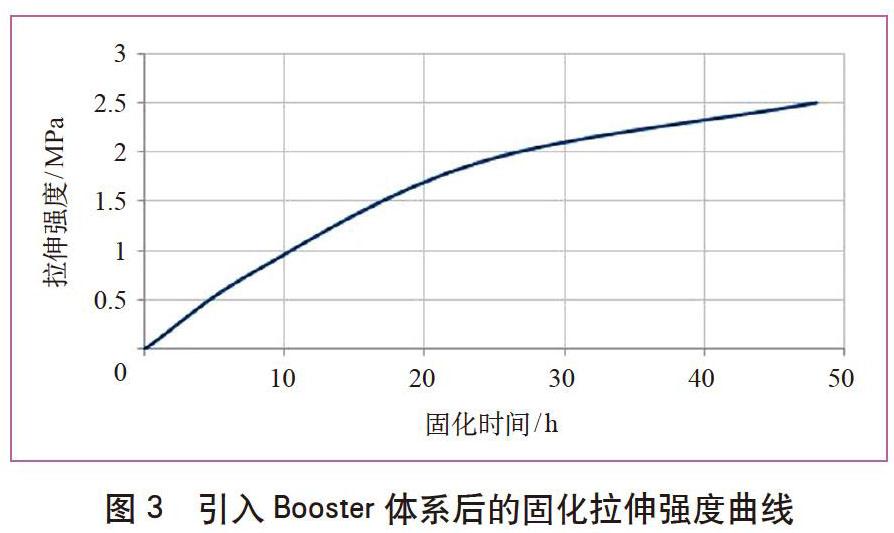
经实验室测试,引入Booster体系后的单组分SMP胶粘剂在标准实验条件下固化的数据曲线分别如图3和图4所示。
4 引入 Booster 体系的单组分SMP胶粘剂在高速动车侧窗的应用
使用引入Booster体系的单组分SMP胶粘剂将侧窗结构与车体进行粘接连接,待其粘接胶层固化后进行整体的密封施工,在保证粘接强度的同时保证整体的美观和密封功能。图5为引入Booster体系的单组分SMP胶粘剂在高速动车侧窗的应用示例。
在经过设计计算确认的区域使用原结构中的SMP胶粘剂配合Booster体系进行施工(具体尺寸及位置根据具体结构和节拍时间等共同确认),在此引入Booster体系的结构中,双组分SMP胶粘剂通过自身反应快速固化,施工18h后即可撤除工装进行常规的工序流转,且最终性能与之前完全一致。具体施工工艺如下。
(1)在经过设计计算确认的区域使用图纸中的SMP胶粘剂配合Booster体系,施工时每组SMP胶粘剂和Booster体系按照比例充分混合均匀,并采用专用的双组分胶枪。
(2)每处双组分的尺寸根据设计要求确定,其他尺寸与正常粘接尺寸的要求相同。
(3)在每一道胶粘剂进行施工时,必须将其插入上一道胶的底部,以保证2道胶搭接连续,确保整个胶条连续均匀饱满。
(4)所有相关操作需在胶粘剂的工作时间内完成。
(5)工装拆除时,按安装顺序和时间间隔要求依次拆除。
其他通用操作与文中的常规施工工艺相同,此处不再赘述。
通过局部区域增加Booster体系以加速固化,不影响SMP胶粘剂固化后的整体性能,在保证粘接质量的前提下满足生产节拍需求,大大提升了生产效率,即引入Booster体系后,SMP胶粘剂在高速动车侧窗的应用时:①节约了单辆车至少1个存车台位的空间,同时节省了存车费用;②节约了改进前需专人到存车台位拆除工装并运回生产台位的人力及转运费用;③节约了改进前为提升节拍而申请增加新工装的工装制造费用;④滿足交车计划及后续施工,解决了现场生产的瓶颈问题。
5 引入 Booster 体系的单组分SMP胶粘剂的粘附性能和耐久性
为对比分析引入Booster体系的SMP胶粘剂与常规单组分SMP胶粘剂的粘附性能和耐久性等性能,特进行针对性的对比实验,相关实验测试标准、测试条件、测试项目和测试结果如下。
(1)测试标准。DIN 54457-2014《结构胶-粘接件的剥离试验》;GB/T 16997-1997《胶粘剂-主要破坏类型的表示法》。
(2)检测条件。①在23 ℃、50% RH实验条件下固化7天,进行第1次测试;②在20 ℃的水中浸泡7天,取出置于23 ℃、50% RH实验条件下2 h后,进行第2次测试;③在80 ℃试验箱存储1天,进行第3次测试;④取出置于23℃、50% RH实验条件下2 h后,进行第4次测试;⑤在70 ℃饱和水蒸气(封闭耐水测试)实验7天,取出置于在23℃、50% RH实验条件下2 h后,进行第5次测试。
(3)测试项目。经过相应条件实验后进行胶条剥离测试,检测胶粘剂与基材间的粘附状态和破坏类型等。
(4)测试结果。实验结果显示,经过5个阶段的老化后,引入Booster体系的SMP胶粘剂和单组分SMP胶粘剂均可产生100%的胶粘剂内聚破坏(CF)。
6 结语
使用Booster体系能够有效地解决胶粘剂对于施工环境条件和固化尺寸的依赖,加速固化。在高速动车侧窗上应用的单组分SMP胶粘剂加Booster体系可起到快速固定的作用,施工后可大大缩短等待时间进入常规的工序流转,且最终性能与之前完全一致;通过局部区域增加Booster体系以加速固化,不影响SMP胶粘剂固化后的整体性能,在保证粘接质量的前提下满足生产节拍需求,从而大大提高了生产效率。这对于高速动车生产行业中优化粘接固化的节拍、提高生产效率等具有参考意义。
参考文献
[1]史小萌,戴海林,马启元. 硅烷化聚氨酯及其密封胶的制备和性能研究[J].热固化树脂,2003,18(1):10-13.
[2]黄世强,孙争光,吴军. 胶粘剂及其应用[M].北京:机械工业出版社,2012.
[3]程时远,李盛彪,黄世强. 胶粘剂[M]. 北京:化学工业出版社,2001.
[4]刘玉. 温度对单组分聚氨酯胶粘剂接头强度的影响研究[J].粘接,2017(11):44-48.
[5]李永德,谭上飞. 烷氧基硅烷改性单组分聚氨酯密封胶的研究[J]. 化学建材,2000(1):32-33.
[6]王光国,段先建,刘莉,等. 硅烷改性聚氨酯胶粘剂的研制[J].粘接,2014(5):69-71.
[7]史小萌,戴海林,马启元. 硅烷化聚氨酯及其密封胶的制备和性能研究[J]. 热固性树脂,2003(1):10-13.
[8]王志政,周佑亮,黄世强. 新型硅烷改性聚醚弹性胶粘剂的研制[J].中国胶粘剂,2009(7):5-7.
[9]DIN 54457-2014结构粘合剂 胶接接头的试验 胎圈剥离试验[S].德国柏林:德国标准化学会,2014.
[10] GB/T 16997-1997 胶粘剂 主要破坏类型的表示法[S].北京:中国标准出版社,1997.
收稿日期 2019-04-02
责任编辑 党选丽
