关于方向盘固定螺母电枪拧紧方式的过程能力的研究
2019-10-21何奇
何奇
摘 要:近期本公司引入了阿特拉斯电枪对方向盘的固定螺母进行紧固,以替代扭力扳手。本文运用统计过程控制(SPC)工具,绘制Xbar~控制图,通过计算该拧紧过程的过程能力指数Cpk,对电枪拧紧的过程能力进行分析。
关键词:统计过程控制(SPC);Xbar~控制图;过程能力指数Cpk
1 引言
方向盘螺母拧紧的过程,就是施加动态扭矩的过程。施加的扭矩是否合格、准确,关系到方向盘是否安装牢固,进而影响到车辆乘员的驾驶安全,因此该螺母的动态扭矩是一个关键特性,必须对方向盘螺母紧固这一过程加强控制。
某一车型方向盘固定螺母动态扭矩为29NM~39NM,规格中心M=34NM。该车型投产以来,一直采用扭力扳手拧紧(图1);近期,公司引入了阿特拉斯电枪(图2)取代扳手。两种拧紧方式差异很大,孰优孰劣一目了然,但是其过程能力需要具体分析。由于该产品已经正常投产且批量较大,生产工序较稳定,所以我们选用Xbar~图进行分析[1]。
2 使用阿特拉斯电枪拧紧的过程能力分析
2.1 动态扭矩数据采集
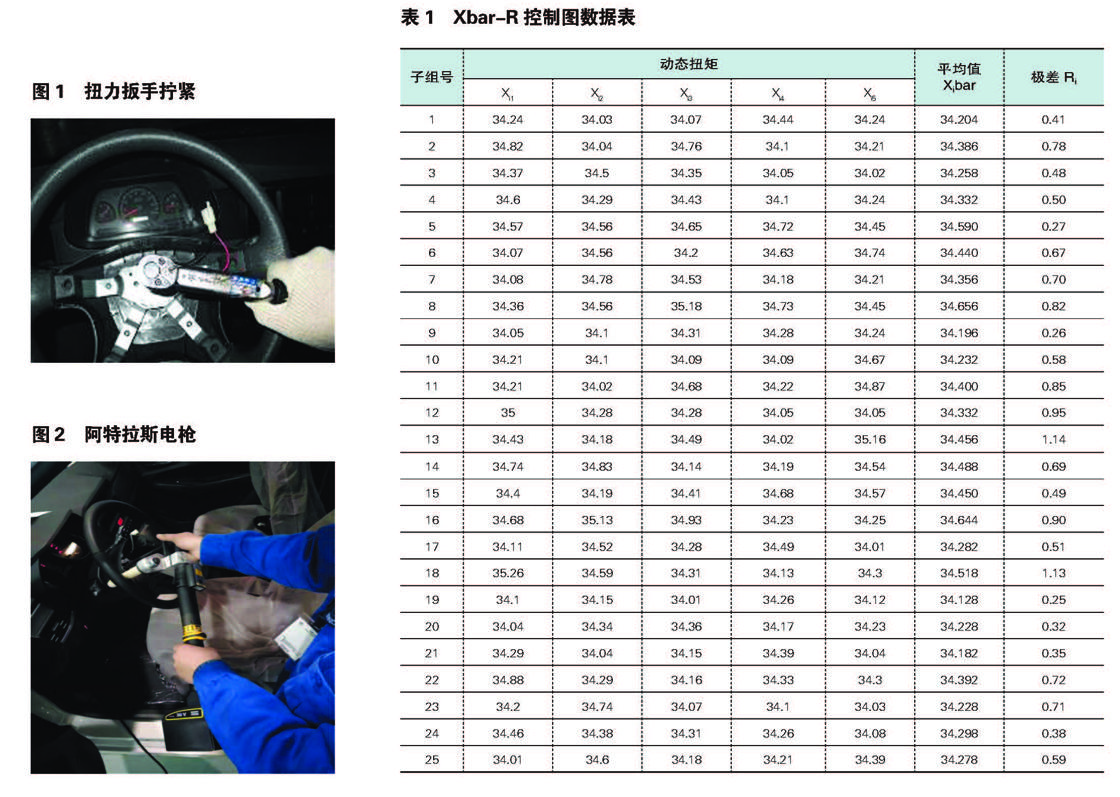
取子组容量5,子组数量25组,在阿特拉斯电枪上安装扭矩传感器,采集动态扭矩数据。由同一个人,每隔1~2h,连续采集5个数据,一共25组。数据如表1所示。
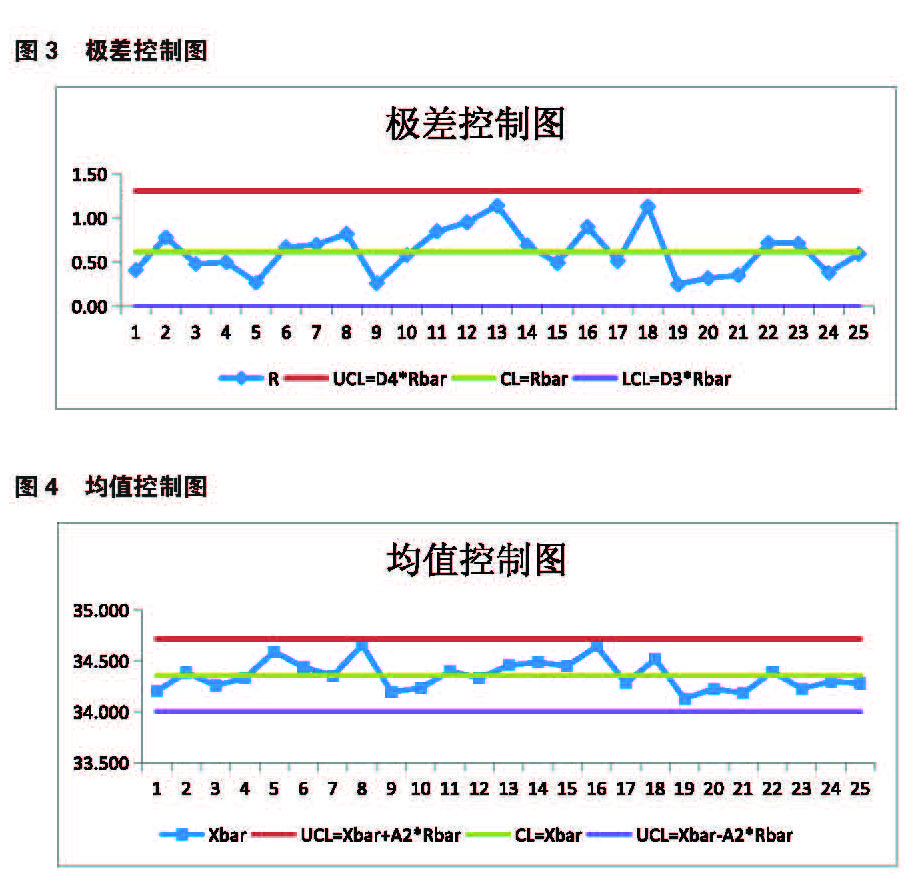
2.2 先计算极差的控制限,并绘制极差控制图,如图3所示。
3 总结
采用阿特拉斯电枪拧紧,施加的扭矩值由程序设定,施加的扭矩可精确监控,当扭矩不合格时设备自动报警,过程能力很高。同时,从过程FMEA的角度上讲,此种方式也提升了对失效模式(扭矩不合格或者无扭矩)的探测能力。
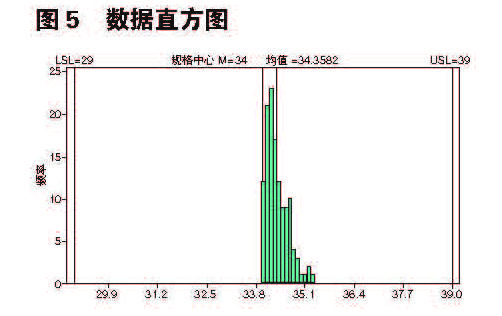
文中内容2计算的Cpk已达到5.82,远高于1.67的A+的界限。其实,并不是过程能力指数Cpk越高越好。Cpk过高,表明用于控制该过程的成本较高。另外,在采用电枪拧紧之后,扭矩施加稳定,数据集中,此时动态扭矩的规格限显得过于宽松,导致计算的Cpk值过高,可以考虑适当收紧规格限。
参考文献:
[1]张智勇.《ISO/TS 16949五大工具最新版一本通》.北京:机械工业出版社,2013.4(2016.5重印):177.
[2]张智勇。《ISO/TS 16949五大工具最新版一本通》.北京:機械工业出版社,2013.4(2016.5重印):185-189.
[3]中国汽车技术研究中心.《统计过程控制培训教材SPC第二版》.
