TAC形式的发展与测量方式和测量设备之间的关系
2019-10-21丁焕强
丁焕强

摘 要:TAC(整车匹配检具)是验证零件装车匹配是否符合DTS(整车尺寸匹配标准)非常有效工具。零件装TAC后通过与模拟块的匹配测量,从而判定其是否符合尺寸要求。除了与模拟块匹配测量外,还有其他测量方式可界定零件尺寸,先进测量方式的引入,即可判定零件的尺寸状态,又能减少TAC模拟块数量,降低TAC制造成本。
关键词:TAC;模拟块;测量方式;降本
目前,主机厂在新车型量产前的尺寸匹配认证活动中,通常都会制造一台标准的白车身,有的主机厂称之为整车匹配检具(TAC),有的称之为车身主模型(CUBING),虽然叫法不同,但主要功能是相同的,就是满足产品件模拟装车,通过产品件与其模拟块的匹配测量,从而判定产品件尺寸是否符合要求。
现在,测量设备和测量方式有了很大发展,那么TAC的形式是否也可以发展为更简洁呢?首先要理清新车型零件在尺寸匹配活动中是采用何种测量方式。通常有常规的手工测量方式,接触式数字化测量和非接触式光学扫描测量方式,新的测量方式引入,既可测量判定零件尺寸,又可减少TAC的模拟块降低TAC的制造成本。以下从TAC形式、功能和测量方式加以介绍。
1 TAC形式及功能[1]
1.1 外饰整体式匹配检具E-TAC,前、后部外饰分体式匹配检具(E-TAC FRT、E-TAC RR),外饰局部匹配检具E-TAC PART),这类匹配检具仅能满足外饰零件模拟装车匹配验证
1.2 内饰整体式匹配检具(I-TAC),仅能满足内饰零件模拟装车匹配验证
1.3 内、外饰集成一体式整车匹配检具(C-TAC),集成了内外饰零件的安装点和匹配界面,满足98% 以上的内外饰零件的模拟装车和匹配验证
2 TAC上测量零件匹配尺寸的几种方式
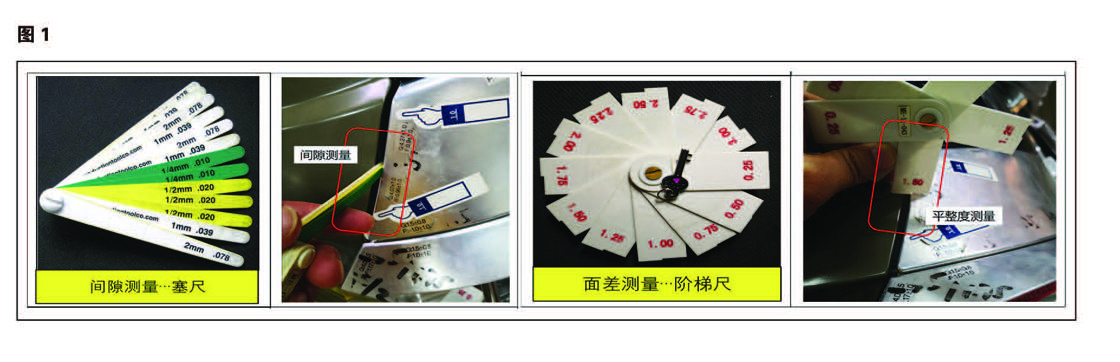
2.1 手工测量…以TAC模拟块为测量基准,以间隙塞尺、面差测量尺/检测规(百分表)为测量工具,采用手工测量方式对零件匹配区域进行测量。
2.2 接触式数字化测量…用多关节臂测量仪或三坐标测量仪,通过探测头对零件进行点接触测量。
2.3 非接触式光学测量…用多关节臂激光扫描设备或蓝光拍摄测量设备,对零件进行非接触扫描或拍照,获取的点云数据经软件分析处理后显示测量结果。
3 不同的测量方式优劣分析
3.1 手工测量方式…零件在TAC上相对与模拟块(基准)用塞尺和面差尺进行匹配测量,如测量结果满足整车匹配标准,则可认为被测零件尺寸符合要求。参见示意图1。
3.1.1 优点:
3.1.1.1 直观、快捷;
3.1.1.2 零件在TAC上测量结果和整车上测量结果一致性高;
3.1.2 缺点:
3.1.2.1 测量精度低,塞尺和阶梯尺的精度分级为0.25mm
3.1.2.2 TAC需要配置齐全的模拟块和模拟块储存料架,TAC制作成本高;
3.1.2.3 模拟块变形后修复困难;
3.1.2.4 零件匹配面发生工程更改而改变,则对应的模拟块也需更改,从而TAC工程更改费用增加;
3.1.2.5 特定的TAC只适合特定的车型项目,一旦新车型稳定生产,TAC模拟块使用价值大幅下降;
3.2 接触式数字化测量[2][3]…零件装上TAC后,使用多关节臂或三坐标测量设备,以TAC上的基准球建立测量坐标对零件进行点接触方式测量,见图2。
3.2.1 优点:
3.2.1.1 测量精度比手工测量高,测量数据能指导零件整改;
3.2.1.2 测量结果易保存,便于对比;
3.2.2 缺點:
3.2.2.1 测量速度比手工测量慢,不易探测弧形匹配棱线的最高点;
3.2.2.2 只能以本零件理论数模进行测量比对,不能在3D数模里和对手件数模进行匹配验证;
3.2.2.3 零件相互间匹配测量仍需通过模拟块验证,接触式测量仅作为辅助测量手段,TAC模拟块数量和成本减少空间小
3.3 非接触式光学测量[4]…类似逆向工程,即用多关节臂激光扫描设备、手持激光扫描设备或蓝光拍摄测量设备,对零件进行非接触扫描或拍照,将获取的点云文件经软件处理后生成的数模和零件自身理论数模比对找出偏差量,见图3。
3.3.1 优点:
3.3.1.1 非接触式光学测量能获取零件整个形面的点云数据,生成的色差图能全面查看零件偏差区域和偏差量;
3.3.1.2 能在色差图上任意抓取测量值;
3.3.1.3 能在3D数模里导入对手件理论数模进行虚拟匹配,从而发现匹配问题;
3.3.1.4 能有效减少TAC的模拟块数量,降低TAC的制造成本;
3.3.1.5 测量数据便于保存;
3.3.2 缺点:
3.2.1.1 扫描过程较慢,对透明零件扫描时需要喷涂显影剂、贴靶点或粘贴高性能遮蔽胶带提高成像质量
3.2.1.2 扫描后数据处理较慢,比点接触测量和手工测量效率底。
4 结论
分析上述各测量方式的优劣性可以看出,先进的测量方式可以减少TAC模拟块的数量,降低TAC制造成本,促进TAC向简洁化发展。另外,测量设备可使用于不同项目对各种零件进行尺寸测量,使用效率更高,一次投资,长年使用。
参考文献:
[1]王作兵、郝峰、沈两省、何卓、唐树平、孙艳、张光银、陈云涛. Cubing的综合匹配技术在新车型开发初期的应用分析[AI].《汽车制造业》.2018-06-25.
[2]郭丽峰,张国雄,郑志翔. 关节臂式坐标测量机数据采集系统的研制[J].《中国机械工程》.2007,18(7):P829-833.
[3]中国科学计量研究院.关节臂式坐标测量机校准规范《中华人民共和国国家计量技术规范》.JJF 1408-2013.
[4]陶海燕、刘二莉、杨钦、陈其明.激光线扫描测量原理及数据处理简介[A].《机械设计与制造工程》2002年第31第3期.P54-58.
