正交试验优化青虾仁保水关键工艺
2019-10-21
福建坤兴海洋股份有限公司 福建福州 353000
青虾,亦称河虾,学名日本沼虾(Macrobranchium nipponese)[1],属于节肢动物门、甲壳纲、十足目、长臂虾科、沼泽属[2],是我国淡水水域分布广、产量大、经济价值与营养价值较高的虾类之一,也是我国著名淡水养殖虾[3]。河虾既有鲜活销售,也有进行加工处理,加工品主要以冷冻产品为主,包括冻虾、冻虾仁、冻炸虾和单冻煮虾等[4~13]。
青虾仁是指选用活青虾为原料,用清水洗净虾体,去除虾头、虾尾和虾壳后剩下的纯虾肉。由于虾肉水分含量高,营养很丰富,特别适宜腐败微生物的生长繁殖,在常温下虾肉易腐败变质,因此虾仁常作为冷冻产品在-18℃以下贮藏、运输和销售[14,15]。青虾仁在冷冻贮藏过程中因虾肉蛋白质容易发生变性,随着贮藏时间的延长,青虾仁保持水分能力降低,当解冻和加热时汁液流失增多,导致青虾仁失重,且肉质变硬、易碎,口感变粗糙,外观色泽变暗,进而品质降低[16]。因此,降低冷冻青虾仁在解冻和水煮过程中的汁液流失,提高虾仁食用品质是冷冻青虾仁加工中的关键工序,而青虾仁保水工序与此密切相关。
磷酸盐作为品质改良剂被广泛应用于肉品加工的各个领域,对肉品品质的改良起着重要的作用[17,18]。在肉品中加入磷酸盐时,能提高肉的持水能力,让制品在加工和烹饪过程中仍能保持其天然水分、减少营养成分的损失,保证了制品的脆嫩度,提高产品得率[19~22]。但由于磷酸盐易水解,导致保水效果降低,因此一些不法生产商常常过量添加磷酸盐以提高产品保水性能。然而过量使用磷酸盐类品质改良剂不仅会产生令人不愉快的金属涩味,导致产品风味恶化并且组织结构变粗糙,而且长期过量摄入会影响机体的钙磷平衡,对人体健康带来不利影响[23]。因此,无磷保水剂的研究开发与生产应用具有极其重要的意义。国内外对无磷保水剂的应用已有报道,但对无磷保水剂应用的关键工艺参数尤其是无磷保水剂在青虾仁中的具体生产加工应用工艺参数鲜有报道。
本文以青虾仁为原料,研究无磷保水剂对其增重保水效果,采用正交试验优化其保水浸泡工艺参数,以期为冷冻水产加工厂家提供指导与借鉴。
1 材料与方法
1.1 材料
青虾仁:福建坤兴海洋股份有限公司提供。
无磷保水剂:江苏海之瑞食品科技有限公司。
食盐:福建省盐业有限责任公司福州分公司。
1.2 主要仪器设备
重量分级机,青岛爱克森机械有限公司;
BS-3000A电子天平,上海友声衡器有限公司;
YP601N电子天平,上海舜宇恒平科学仪器有限公司。
1.3 研究内容与方法
1.3.1 青虾仁保水浸泡工艺流程与操作要点
1.3.1.1 工艺流程
原料验收→清洗→分级→去头去壳去肠线→浸泡保水→挑选、清洗→品检→速冻→渡冰衣→品检→内包装→过金探→装箱→入库冻藏→出库。
1.3.1.2 操作要点
(1)原料验收。验收原料时首先需观察虾的清洁度、新鲜度。要求虾体完整,体表纹理清晰有光泽,外观色泽青色,肉质有弹性,药物残留符合标准要求。
(2)清洗。采用气泡清洗装置清洗虾体,去除依附其上的杂质及脏物。要控制好水温,以免虾肉质变色。清洗干净的虾用食品级消毒水适当浸泡消毒后再次用冰水清洗干净。
(3)分级。采用重量自动分级设备对清洗除杂后的青虾进行大小规格分级。本文中试验对象选用重量规格为80/100的青虾(500g青虾仁中有80~100只)。
(4)去头去壳去肠线。采用虾去头去壳设备去除虾的头部和外壳,并采用人工抽肠的方式,挑除虾仁的肠线。
(5)浸泡保水,根据无磷保水剂配方调配浸泡液,按照最佳的浸泡保水工艺参数对青虾仁进行浸泡保水,要求浸泡液的温度控制在3~8℃之间,浸泡时间为2.5~3h,每30min搅拌一次,青虾仁与浸泡液的重量比为1∶1.5(W/W)。
(6)挑选、清洗。浸泡保水后的青虾仁进行挑选,去除个体不完整或鲜度不佳的青虾仁后,对其用冰水再次进行漂洗,确保青虾仁干净清洁。
(7)速冻。二次清洗后的青虾仁及时送入IQF双螺旋单体速冻机进行速冻或摆盘后放入平板速冻库进行急冻,速冻机的温度在-35℃及以下,冻结后产品的中心温度在-18℃及以下。
(8)渡冰衣。速冻后的青虾仁,根据客户需求选择是否进行渡冰衣和渡冰衣量。渡冰衣时,将青虾仁浸入冰水中渡上一层冰衣,冰水的温度控制在0~5℃之间。
(9)品检、内包装。渡冰衣的青虾仁通过品检去除不良品,然后按产品包装规格计量包装,封口要平整、严实,生产日期要打印清晰、正确。
(10)过金探。每袋产品逐袋过金属探测器,剔除有金属异物存在的不良品。
(11)装箱入库冷藏与出库。按照规格装箱,箱子信息需明确,装好后整板入库冻藏。根据客户订单量出货,要求出库及时,数据准确无误。
1.3.2 单因素试验
以分级清洗后重量规格为80/100(500g青虾仁中有80~100只)的青虾仁为对象,研究无磷保水剂用量、浸泡保水时间、食用盐用量及料液质量比对青虾仁保水性能的影响,优化青虾仁保水浸泡工艺参数,以达到提高青虾仁保水抗冻性能和出品率的目的。
1.3.3 青虾仁浸泡保水生产工艺参数优化试验
在单因素试验的基础上,以无磷保水剂用量、保水浸泡时间、食用盐用量及料液质量比为影响因子,以青虾仁浸泡增重率和蒸煮损失率为指标,采用L9(34)正交表进行四因素双指标正交试验设计,优化青虾仁浸泡保水生产的关键工艺参数。正交试验因素与水平设计见表1。
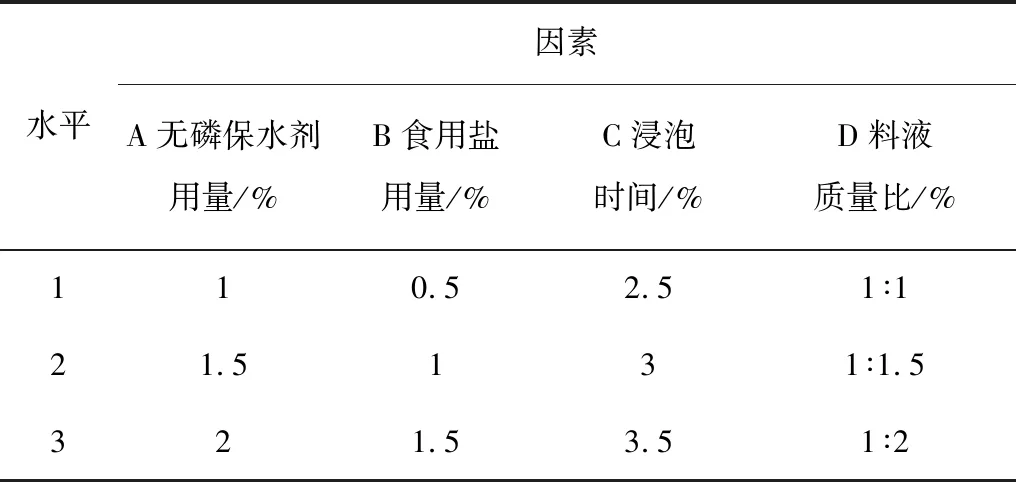
表1 青虾仁浸泡保水正交试验L9(34)因素水平表
1.4 测定指标与方法
浸泡增重率的测定:准确称重样品,分别按照不同浸泡条件进行保水浸泡,将浸泡好的青虾仁取出沥干,15min后准确称重[24]。计算出样品的浸泡增重率,每次取样设10个平行,结果取平均值。
浸泡增重率的计算公式:
浸泡增重率=[(浸泡后重量-浸泡前重量)/浸泡前重量]×100%
1.5 统计分析
试验数据采用DPS数据处理系统和Microsoft Excel 2007软件进行分析。
2 结果与分析
2.1 青虾仁浸泡保水处理方法
青虾仁按照不同的料液质量比例(1∶1、1∶1.5、1∶2、1∶2.5、1∶3)向浸泡槽中添加不同浓度的无磷保水剂(0%、1%、2%、3%、4%)和不同用量的食用盐(0%、0.5%、1%、1.5%、2%),搅拌混合均匀后置于冷藏库(0~4℃)中浸泡不同的时间(1、2、3、4、5h),并且每隔30min沿着同一方向轻轻搅拌一次。
2.2 单因素试验
采取单因素变动,其他因素设定在中间值进行平行试验,经过多次反复试验得出各影响因素的最佳值,并在此范围内,青虾仁的浸泡增重率最大。
青虾仁浸泡保水工艺参数条件见表2。试验以青虾仁浸泡增重率作为评价指标,确定青虾仁无磷保水剂保温浸泡工艺最佳的工艺参数。
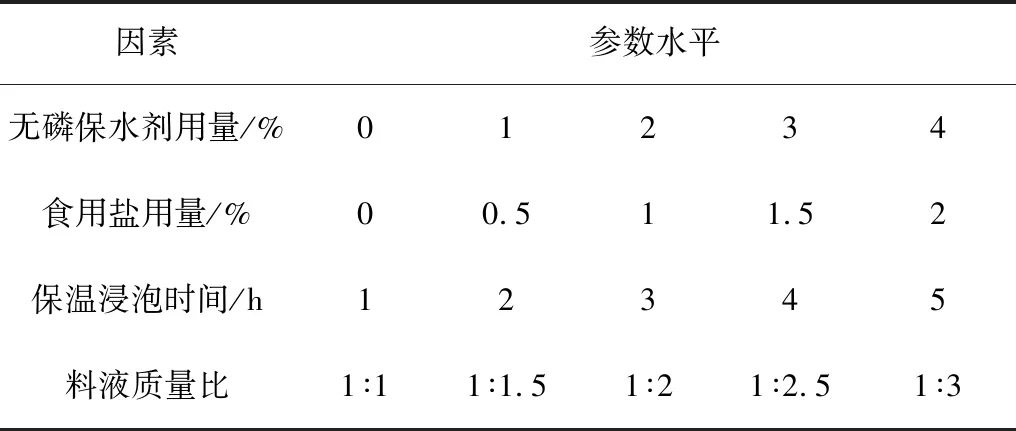
表2 青虾仁浸泡保水工艺参数
2.2.1 无磷保水剂用量对青虾仁增重保水性的影响
无磷保水剂用量对青虾仁增重保水品质的影响见图1。从图1中可以看出,随着无磷保水剂用量的增加,青虾仁浸泡增重率呈现先增加后略降低的趋势。当无磷保水剂用量为2%时,浸泡增重率达到15.65%。综合考虑青虾仁感官品质和成本因素,选择无磷保水剂用量为2%左右为宜。

图1 无磷保水剂用量对青虾仁保水品质的影响
2.2.2 食用盐用量对青虾仁增重保水性的影响
根据图2可以得知,随着食用盐用量的增加,青虾仁浸泡增重率呈现逐步上升的趋势,当添加量超过1%时,青虾仁浸泡增重率随其浓度增加的变化不明显。此外,随着食用盐用量的增大,青虾仁咸度会增加。综合感官风味品质考虑,选择食用盐用量在1%~1.5%之间较佳,此时青虾仁浸泡增重率在15.9%~16.5%之间。

图2 食用盐用量对青虾仁保水品质的影响
2.2.3 保温浸泡时间对青虾仁增重保水性的影响
青虾仁浸泡恒温在4℃左右,随着浸泡时间的增加,青虾仁可吸收更多的水分。从图3可以看出,随着保温浸泡时间的增加,青虾仁浸泡增重率逐渐增大,原因可能是由于浸泡时间的增加,让青虾仁内部吸收的溶质含量增加,使得溶质扩散更加均匀,也间接地提高了青虾仁肉质的持水能力。当浸泡时间为3h时,青虾仁浸泡增重率为17.5%。考虑生产成本因素及生产效率问题,选择青虾仁保温浸泡时间在3h左右较为合适。
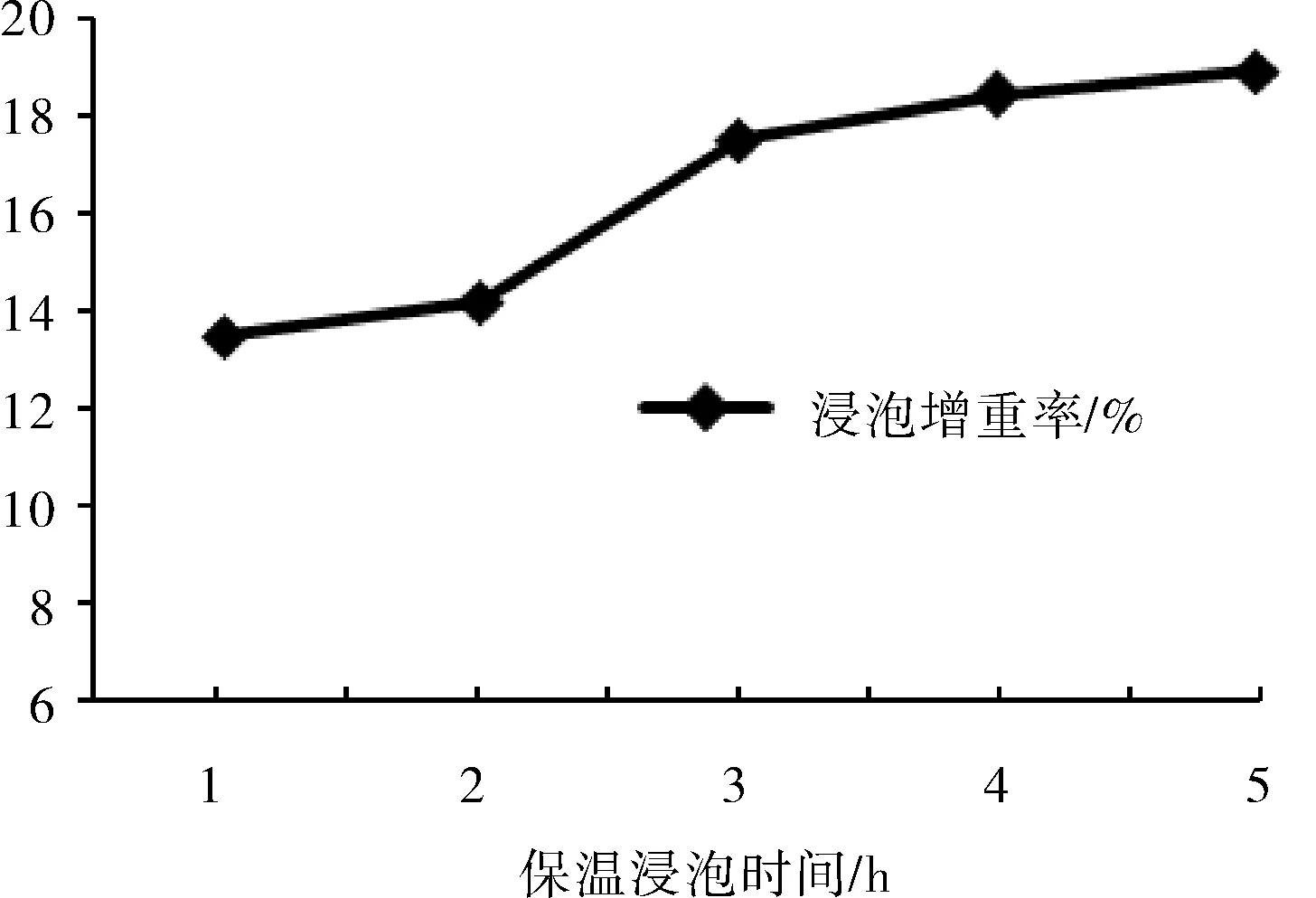
图3 保温浸泡时间对青虾仁保水品质的影响
2.2.4 料液质量比对青虾仁增重保水性的影响
不同的料液质量比例,对青虾仁的保水性能及感官品质影响不显著。由图4可以看出,随着料液质量比例的变化,青虾仁的浸泡增重率略微增加,这是因为同样的青虾仁,浸泡液用量不同时,青虾仁接触浸泡液的体表面积存在差异。当料液质量比例为1∶1.5时,青虾仁浸泡增重率达到17.7%,随后浸泡液用量再增加,对青虾仁浸泡增重率的影响不显著。结合生产实际和成本因素考虑,选定料液质量比为1∶1.5较合适。

图4 料液质量比对青虾仁保水品质的影响
2.3 青虾仁保温浸泡工艺参数正交试验结果分析
2.3.1 正交试验结果极差分析
从表3的R值可知,影响青虾仁保温保水浸泡增重率的因素主次顺序为B>C>D>A,最佳工艺参数组合为A2B2C2D2,即食用盐用量为1.0%,保温浸泡时间为2h,料液质量比为1∶1.5,无磷保水剂用量为1.5%。

表3 青虾仁保温浸泡工艺参数最优 组合正交试验方案与结果
2.3.2 正交试验结果方差分析
通过方差分析可知,因素B(即食用盐用量)和因素C(即保温浸泡时间)对青虾仁浸泡增重率的影响差异显著(p<0.05)。
2.3.3 验证试验
在试验得到的最佳工艺参数组合条件下,分别进行放大5倍试验,重复三次,结果取平均值,得到青虾仁的浸泡增重率达到21.48%,优于正交试验9组试验组合,证明正交试验得到的优化工艺参数组合是可靠的,具有一定的实用价值。
3 结论
(1)单因素试验结果表明,在青虾仁保温浸泡加工工艺参数中,无磷保水剂用量为2%左右较为合适,食用盐用量较佳范围在1%~1.5%之间,保温浸泡时间在3h左右较为合适,且选定料液质量比为1∶1.5较合适。
(2)正交试验优化得到青虾仁保水浸泡关键生产工艺参数的最佳组合为:食用盐用量为1.0%,保温浸泡时间为3h,料液质量比为1∶1.5,无磷保水剂用量为1.5%。以此最佳工艺参数组合为条件,青虾仁浸泡增重率可达到21.48%。
