后热处理工艺对酸奶贮藏过程中后酸化控制的影响
2019-10-15杨新尧康志远
杨新尧,康志远
(石家庄君乐宝乳业有限公司,石家庄 050221)
0 引 言
酸奶是原料乳经过杀菌、接种乳酸菌发酵制成的乳制品,因其风味优异、营养丰富受到越来越多消费者的欢迎。作为含有活菌的乳制品,成品酸奶需要在贮存、运输和售卖的过程中冷藏贮存,以控制产品的后酸化及可能存在的交叉污染引发的产品品质下降[1-2]。目前,乳制品市场的冷链系统仍不够完善,酸奶产品在冷链缺失区域会发生酸化现象,后酸严重时导致产品在货架期内感官品质迅速下降,以至于消费者体验变差,甚至会引发消费者的投诉[3-4]。本文旨在采用58℃,4 min热处理强度,对发酵后的酸奶进行热处理,进而控制酸奶在贮存过程中的后酸化现象,以期对于酸奶产品的生产和销售提供借鉴。
1 实 验
1.1 材料和试剂
脱脂奶粉(恒天然),全脂奶粉(恒天然),白砂糖(精制)。菌种:直投式发酵菌种FD-DVS YF-L922(保加利亚乳杆菌+嗜热链球菌),F-DVS eXact®ST-39(嗜热链球菌)和F-DVS YoFlex®Cremoso 1(保加利亚乳杆菌)。
培养基为MRS培养基和M 17培养基。
1.2 仪器与设备
电子秤,实验室用均质机,水浴锅,实验室用杀菌机,酸奶后处理设备,搅拌器,无菌操作台,恒温培养箱,涡旋振荡器,拍打器,移液枪,p H计(梅特勒-托利多),酸度滴定仪,酸奶制备和乳酸菌计数所需的其他仪器和工具。
1.3 方法
1.3.1 搅拌型酸奶的配方
以复原乳制备的搅拌型酸奶的理化指标:蛋白质质量分数2.90%,脂肪质量分数3.2%。具体配方如表1所示。

表1 搅拌型酸奶的配方
1.3.2 搅拌型酸奶的制备工艺
脱脂乳粉、全脂乳粉、白砂糖→溶解、水合(45~50℃,20 min)→均质(一级压力15 MPa,二级压力3 MPa)→杀菌(85℃,30 min)→冷却(43℃)→接种(具体信息参见表2)→发酵(43℃,终点pH4.55±0.05)→冷却、后处理(背压:0.4 MPa,冷却至23~25℃)→热处理(58℃,4 min)→冷却(23~25℃)→冷藏(5~7℃)。
表2 各样品的接种量和后处理方式
1.3.3 p H值、滴定酸度和活菌数的检测
以上4组样品,分别贮存在15℃和25℃的条件下(模拟售卖条件)贮存21 d,每隔7 d检测样品中的pH值、滴定酸度和活菌数,并对数据进行统计分析。
滴定酸度的检测参考GB5413.34;乳酸菌的计数参考GB4789.355。
2 结果与分析
2.1 不同贮存条件下酸奶的滴定酸度状况
15℃和25℃的贮存条件分别是模拟间断性冷链缺失和冷链严重缺失的售卖环境,以观察酸奶产品在此条件下的后酸变化情况。由图1和图2可以看出,25℃贮存的样品的滴定酸度和15℃的样品的滴定酸度均出现了增长,25℃的样品滴定酸度增加的更多。这是因为在冷链不佳的条件下,酸奶中的乳酸菌仍能利用残存的乳糖进行缓慢发酵,贮存温度越高,后酸化的程度越严重[5]。与对照组相比,经过热处理的酸奶后酸增加明显减弱,尤其是未后添加乳酸菌只做热处理的样品,后酸显著的低于其他3组,两组后添加乳酸菌并经过热处理的样品,由于后添加了乳酸菌,后酸较未添加乳酸菌的样品均出现了一定的增长,但后酸增加的幅度仍显著的低于对照组。
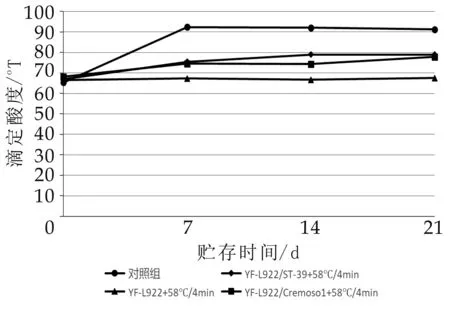
图1 25℃贮存时酸奶滴定酸度的变化
2.2 不同贮存条件下酸奶的p H状况

图2 15℃贮存时酸奶滴定酸度的变化
滴定酸度反映了发酵及后酸化过程中乳酸产生的程度,而pH值则代表了酸奶中处于电离状态的活性氢离子浓度,由于发酵基料中的蛋白质、磷酸盐、柠檬酸盐等物质具有缓冲作用,酸奶的pH值受到多种因素的影响[6-7]。如图3和图4所示,在本研究的贮存温度下,伴随着酸奶的后酸化,产品的p H值均出现了一定的下降。与滴定酸度的变化一致,25℃贮存的酸奶比15℃贮存的酸奶p H降幅更大。与对照组相比,经过热处理的酸奶样品p H值的降幅更小,后酸化程度更弱。尤其是未后添加乳酸菌只经过热处理的样品,在15℃和25℃贮存21 d,pH值基本没有变化,而对照组的样品pH值分别下降了0.25和0.38。热处理对于酸奶样品的后酸控制效果显著;两组后添加菌种并经过热处理的样品,由于后添加了保加利亚乳杆菌和嗜热链球菌,这些后添加的乳酸菌势必会对酸奶的后酸化作用产生一定的影响,其对应的pH值降幅大于未后添加菌种只进行热处理的样品,但仍显著低于对照组的p H值降幅。
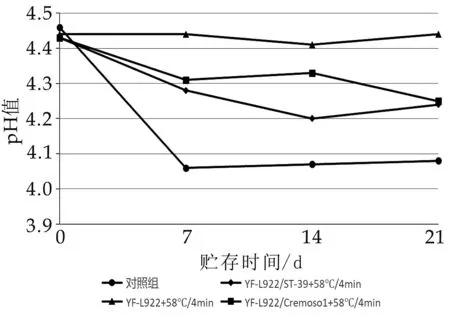
图3 25℃贮存时酸奶pH值的变化

图4 15℃贮存时酸奶pH值的变化
2.3 不同贮存条件下酸奶的活菌数状况
作为含有活菌的发酵乳制品,酸奶中的活菌对人体健康有特殊的生理作用。按照GB 19302-2010食品安全国家标准发酵乳的有关规定,活菌型的发酵乳中乳酸菌总数不能低于1×106g-1,活菌总数不达标乳酸菌在人体内就不能达到应有的生理学保健功能。所以,在控制产品后酸的同时,也要兼顾产品中的活菌数。本研究采用的热处理强度(58℃,4 min),旨在抑制乳酸菌的活性,但不会完全杀死乳酸菌,控制产品贮存过程中后酸化的同时活菌数也能达到相应的要求。
如图5和图6所示,经过58℃(4 min)的热处理后,乳酸菌的活性虽然受到了影响,但与对照组相比,贮存过程中的活菌数并没有明显地下降,热处理过的样品与对照组在贮存过程中,活菌的稳定性无显著差异。在25℃的贮存条件下,所有样品中的嗜热链球菌在14 d仍能维持在106g-1,保加利亚乳杆菌在14 d也可维持在104g-1左右,但到21 d时,嗜热链球菌就迅速降至102g-1左右,保加利亚乳杆菌在21 d时也出现了下降,但幅度没有球菌明显,这可能与保加利亚乳杆菌对高酸环境的耐受能力比嗜热链球菌更强有关[8]。无论是热处理组还是对照组的样品,在货架期内活菌数的变化趋势是一致的。在15℃贮存的样品的活菌数状况好于25℃贮存的样品,贮存过程中的活菌数更加稳定,贮存21 d时,所有样品的嗜热链球菌依然维持在108g-1以上,保加利亚乳杆菌也维持在104g-1左右,总活菌数也在要求的106g-1以上。另外,后添加乳酸菌的样品在活菌数方面的表现与未后添加乳酸菌直接进行热处理的样品并没有显著的差异,在两种贮存温度下活菌数的变化趋势是一致的,但后添加的乳酸菌对于贮存过程中样品滴定酸度的增加和pH值的下降起到了一定的作用。
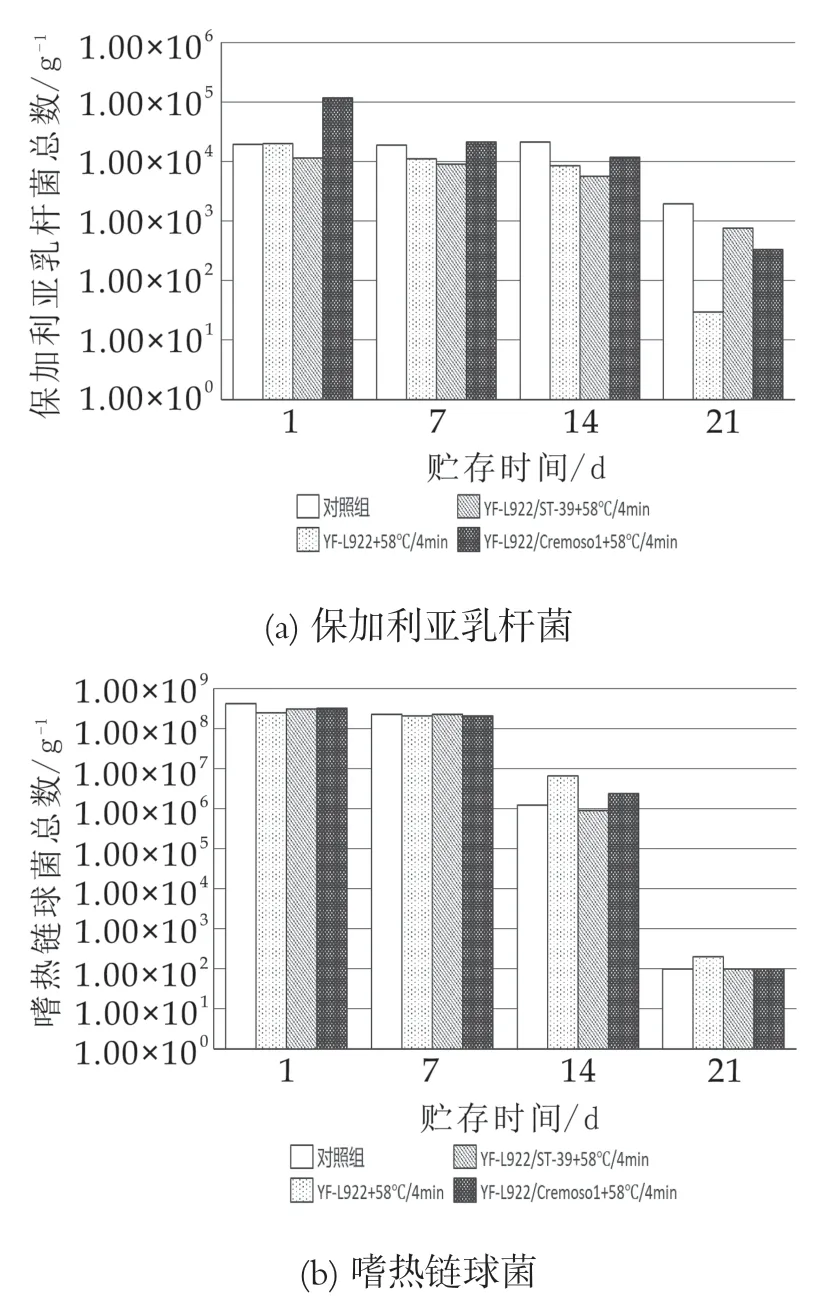
图5 25℃贮存时酸奶中细菌总数的变化
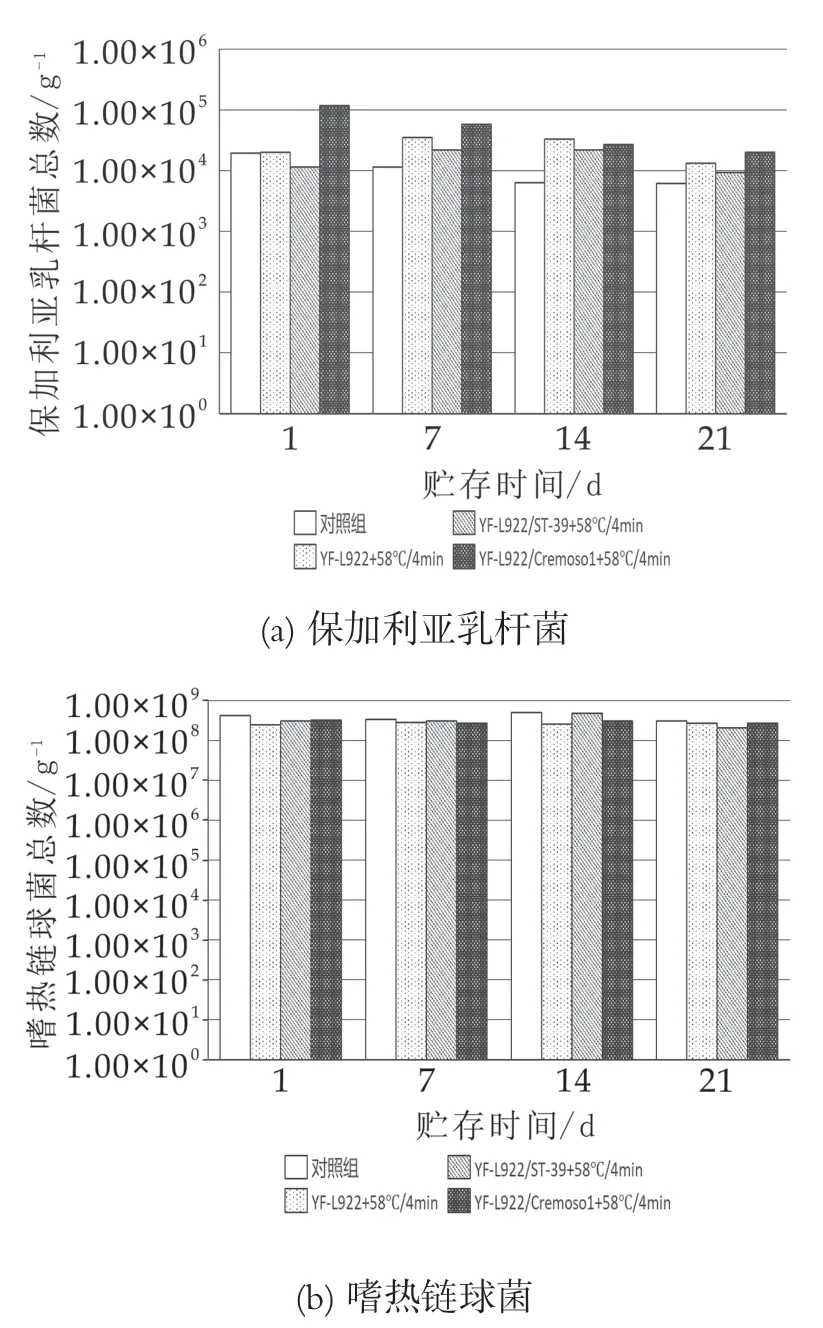
图6 15℃贮存时酸奶中细菌总数的变化
3 结 论
通过本研究可以看出,采用58℃(4 min)的热处理强度对发酵后的酸奶进行后处理,可以显著地改善酸奶在冷链缺失状况下的后酸化,与对照组相比,产品在贮存过程中的后酸化水平显著的降低。在满足控制产品后酸要求的基础上,热处理工艺对酸奶在货架期内的活菌数稳定性没有产生显著地影响,活菌数在货架期内的表现与对照组相一致,发酵后添加乳酸菌的样品活菌数状况也没有显著的差异。综上所述,发酵后的热处理工艺对于控制酸奶产品在货架期内的后酸,降低酸奶对全程冷链的依赖会有一定的作用,这也为指导目前各乳品工厂解决产品后酸化、冷链条件难以控制、酸奶售卖范围进一步的扩展、酸奶保质期延长等问题提供了新的思路。
