一种智能收割控制系统的设计与应用
2019-10-12林家平章二平
林家平,章二平
(广西柳工农业机械股份有限公司,广西 柳州 545007)
甘蔗收割机是一种代替人工收割甘蔗的机器,在国内产糖地区广西、广东两省应用非常广泛。由于甘蔗收割动作复杂,所以控制功能比较多,目前存在驾驶员操作困难,工作强度大,不利于长期作业,影响机器收割效率。本文针对收割机操作繁杂问题设计了智能收割控制系统,该系统是一种控制收割机按设定参数工作的控制系统。通过预先设定发动机转速、行走速度、割刀转速、通道转速和除杂风机转速,当按下智能收割按键后,控制收割机按设定参数进行收割。该系统采用参数化收割模式,具有操作简便和智能化作业的效果,采用通道堵塞保护方式,具有保护割刀和提高收割效率的效果。目前研究内容主要集中在参数的设定值和通道堵塞保护方式两个研究方向上。
1 系统结构组成
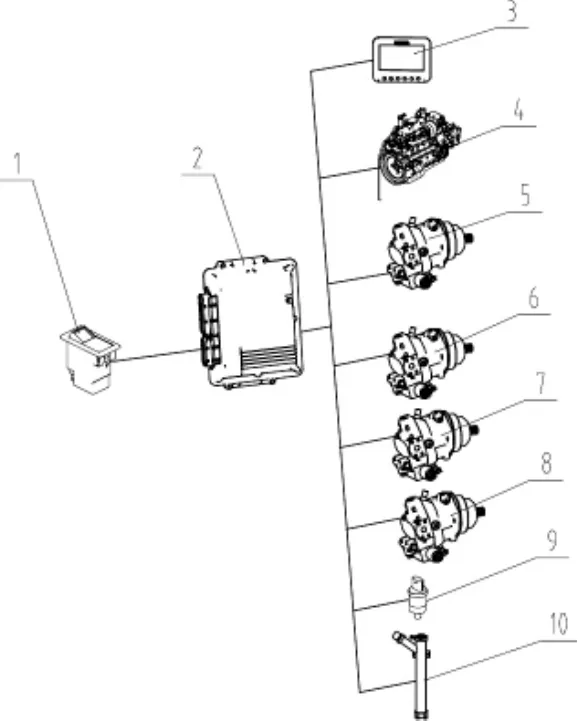
图1 系统结构组成
智能收割系统包括智能收割按键1、控制器2、显示器3、发动机4、行走电磁阀5、割刀电磁阀6、通道电磁阀7、除杂风机电磁阀8、压力传感器9、割台高度显示装置10;其中智能收割开关1与控制器2电性连接,控制器2分别与显示器3、发动机4、行走电磁阀5、割刀电磁阀6、通道电磁阀7、除杂风机电磁阀8、压力传感器9、割台高度显示装置10电性连接。系统结构组成如图1所示。
2 系统工作原理
该系统显示器上的智能收割参数设置界面,可以设定发动机转速、行走电磁阀电流、割刀电磁阀电流、通道电磁阀电流、除杂风机电磁阀电流等参数,控制器输出设定参数到发动机、行走电磁阀、割刀电磁阀、通道电磁阀、除杂风机电磁阀,当按下智能收割按键后,控制收割机按设定参数进行智能收割;当通道堵塞时,根据压力传感器和发动机转速反馈信号,降低行走速度;并根据割台显示装置反馈信号调节割台高度。工作原理如图2所示。
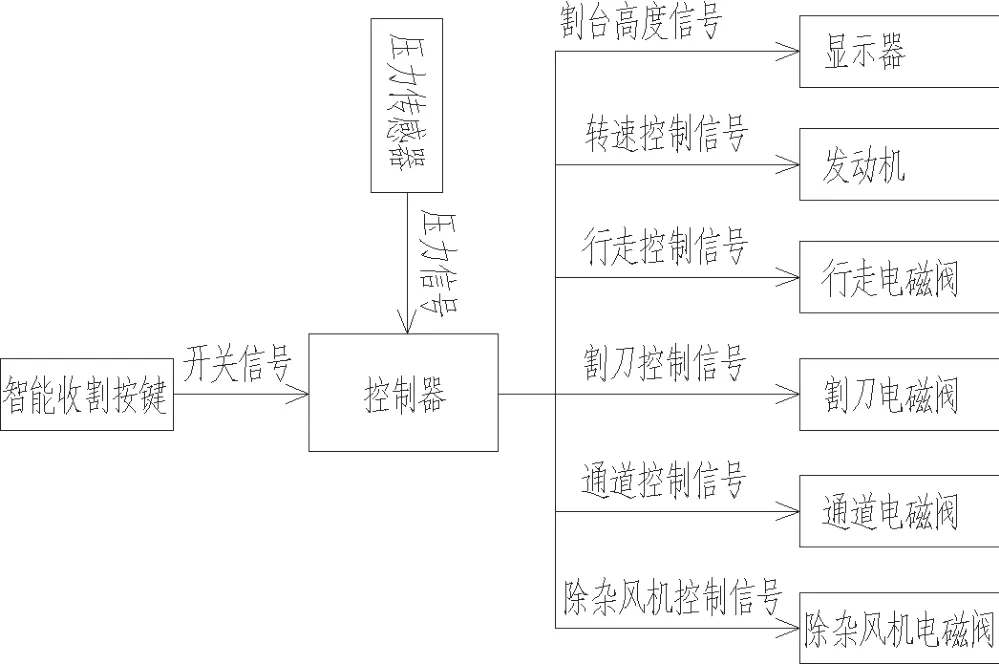
图2 系统工作原理
该系统中的控制器内置通道防堵塞程序,当通道堵塞时,控制器根据发动机和压力传感器反馈的信号,降低行走速度和调节割台高度。通道防堵塞过程:①只要满足割刀压力高、通道压力高、发动机转速掉速中任一条件,则降低行走速度;②行走速度降低后,只要满足割刀压力高、通道压力高、割刀转速低中任一条件,则升高割刀;③当同时满足割刀压力正常、割刀转速正常时,割刀高度恢复设定值;④当同时满足割刀压力正常、通道压力正常、割刀转速正常、发动机转速正常时,行走速度恢复设定值;⑤只要满足割刀压力高报警、通道压力高报警、割刀转速低报警中任一条件时,收割机停止前进;⑥当同时满足割刀压力正常、通道压力正常、割刀转速正常、发动机转速正常、行驶手柄回中位时,收割机恢复行驶功能[1]。
3 系统电路结构和工作流程
3.1 系统电路结构
该系统电路由电源电路、中央处理器、A/D输入电路、PWM输出电路、CAN总线电路构成。结构如图3所示。

图3 系统电路结构
3.1.1 电源电路
电源电路是控制器的供电模块,把整车电源DC24V转化为+5V、+3.3V,其中+5V为内部组成电路的电源,+3.3V为电源模块的基准电压,通过反馈电压Vf与基准电压Vcc的比较保证电源稳定输出。电路如图4所示。
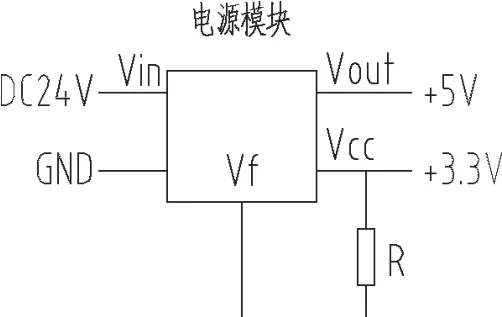
图4 电源电路
3.1.2 中央处理器
中央处理器(CPU=Central Processing Unit)为控制器的数据运算和存储模块,是控制器核心元件。控制器根据输入参数要求,通过CPU逻辑运算转化为相应的输出信号,控制机器的行走速度、通道转速、割刀高度、除杂风机转速,实现智能收割控投制。
(1)A/D输入电路。A/D输入电路由开关量信号模块和模拟量信号模块组成。开关量信号模块功能是通过设计外围电容充电检测电路,把输入信号转化为0(0V)或1(24V),这样中央处理器CPU就能够识别和运算相关信号。如:当电路中的开关闭合时,充电电容开始充电,当两端电压到达24V时,则CPU判断输入信号为1;反之,当电路中的开关断开时,充电电容开始放电,当两端电压到达0V时,则CPU判断输入信号为0。如果电路中的输入信号不稳定,一般使用延时计数方法采集信号以滤除干扰。电路如图5所示。

图5 开关量输入电路
开关信号电路工作流程如图6所示。
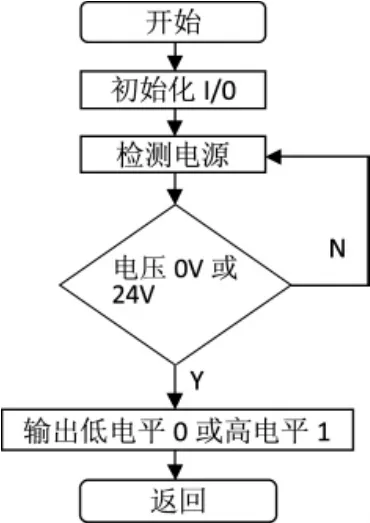
图6 开关信号工作流程
模拟量信号模块功能是通过设计+3.3V电压检测电路,把输入的物理量转化为相应的电信号,这样中央处理器CPU就能够识别和运算相关信号。如:割台高度传感器是电阻性信号,当接入3.3V电压检测电路时,不同的电阻信号转化对应的电压信号,CPU根据输入电量的变化再转化为高度显示。电路如图7所示。模拟信号电路工作流程如图8所示。
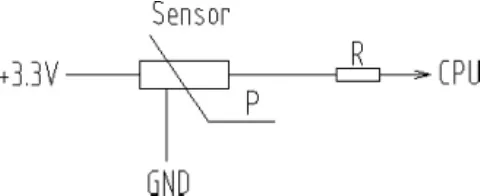
图7 模拟量输入电路

图8 模拟信号工作流程
(2)PWM输出电路。PWM输出电路主要由谐振电路、电压比较器和功率管构成。CPU控制谐振电路的占空比,占空比为脉冲正周期时间与脉冲整个周期的比例;当占空比大时,输出电压高,当占空比小时,输出电压小。功率管为开关元件,作用是控制输出信号的通断状态。电压比较器的作用根据反馈电压Vf与基准电压Vss比较结果调节占空比,当Vf>Vss时,降低占空比;当 Vf<Vss时,提高占空比;保证电源的稳定输出。电路如图9所示。
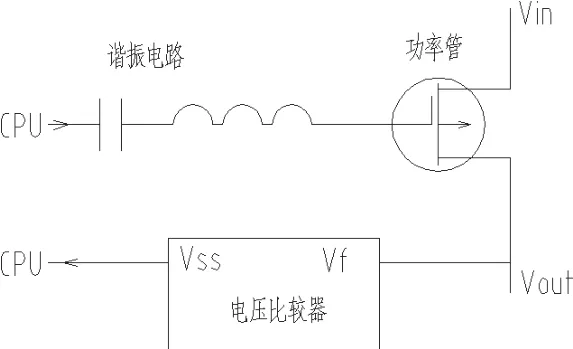
图9 PWM输出电路
PWM电路工作流程如图10所示。
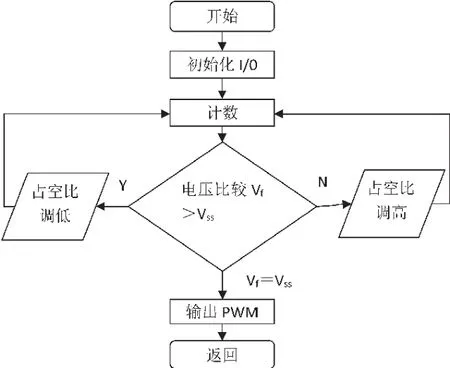
图10 PWM电路工作流程
(3)CAN总线电路。CAN总线电路由CAN通讯模块构成,主要作用是数据通信的物理接口。CAN通信线路由CAN_H和CAN_L组成,CAN_H的信号为2.5V-3.5V,CAN_L的信号为1.5V-2.5V;一般使带屏蔽层的平线双绞线进行连接,并在首尾安装终端匹配电阻(120Ω);CAN总线通信按J1939协议进行数据的收发。电路如图11所示。
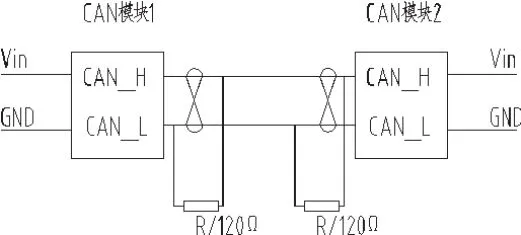
图11 电路图
CAN总线电路接收数据工作流程如图12所示。

图12 CAN接收数据流程
CAN总线电路发送数据工作流程如图13所示。
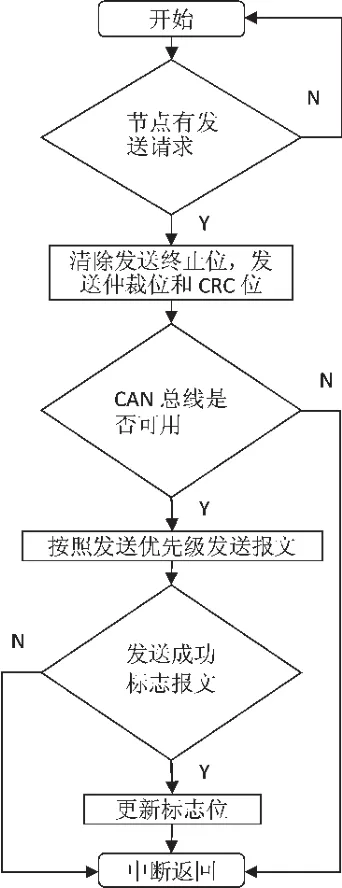
图13 CAN发送数据流程
4 系统的应用
该智能收割系统已在广西柳工生产的小型甘蔗收割机上成功运用,实现了一键智能收割作业的操作,并验证了防止通道堵塞的保护功能。
4.1 控制系统布置
控制系统布置如图14所示。

图14 控制系统布置图
4.2 显示器主界面
显示器是人机交互界面,驾驶员可以通过读取显示值了解机器的工作状态是否符合当前的工况要求,并进行收割参数设置。界面如图15所示。
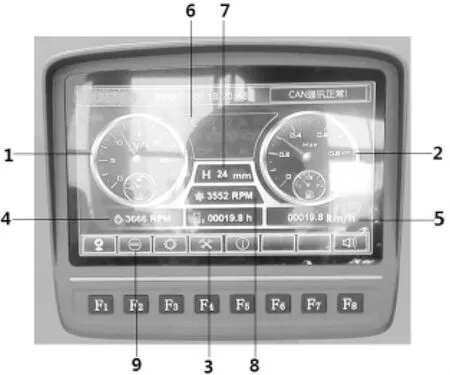
图15 显示器主界面
4.2.1 参数设置界面
参数设置界面是机器收割工作参数的输入窗口,共2个页面。
页面1是电磁阀电流设置界面,包括除杂风机转速、割刀电磁阀电流、通道电磁阀电流、行走电磁阀电流等参数。界面如表1所示。

表1 参数设置表
页面2是压力报警值、割台自动调整量、发动机转速等参数设置界面。界面如表2所示。

表2 参数设置表
5 结 论
目前智能收割控制系统在实际应用中,一般出现设定发动机转速过高,造成油耗大;设定行驶速度过快,造成通道堵塞;设定除杂风机转速低,收割含渣率高等问题。为了弥补这个缺陷,通过反复试验进行参数的改进,实现发动机油耗低、收割通道通畅、收割干净的效果。通道堵塞保护控制方式,目前通过降低行走速度和提高割台高度方式实现;其存在的问题是通道堵塞故障的判断是否准确。在后续工作中将对出现的问题继续进行研究。
