荞麦挤压膨化产品的理化特性研究
2019-10-12王瑞斌苏笑芳魏益民
王瑞斌 李 明 苏笑芳 魏益民
(中国农业科学院农产品加工研究所/农业农村部农产品加工重点实验室 北京 100193)
荞麦作为一种食药两用的杂粮作物,富含类黄酮、必需氨基酸等营养物质,具有丰富的营养和保健价值。有学者指出,荞麦的营养效价为80~92,远高于玉米、马铃薯、小麦等谷物[1]。挤压膨化作为一种新型的食品加工技术,与传统蒸煮工艺相比,在很大程度上能够保留荞麦的营养及保健功能成分[2]。
荞麦经挤压膨化处理,因热效应和剪切效应,故其淀粉和蛋白质等大分子发生糊化、降解、变性。挤压膨化产品的理化特性与物料含水量、加工温度、喂料速率、螺杆转速和原料特性等密切相关[3-4]。前人研究发现,随着物料含水量增加,温度升高,螺杆转速降低,荞麦挤压膨化产品的径向膨化率减小,可溶性成分减少[5-7],水溶性指数、熔融体黏度降低。若物料含水量过低或加工温度过高,径向膨化率反而降低。这可能是由于淀粉颗粒完全糊化、过度降解所致。Launay等[6]还发现膨化率与熔融体的黏弹性密切相关。荞麦粉与玉米粉等谷物混合后,随着荞麦粉添加量增加(0~100%),膨化产品的水溶性指数增加,L*减小,b*、ΔE增大[8-9],这与高温条件下美拉德反应、焦糖化反应有关。郝彦玲等[10]将荞麦与黑米、薏米以40∶45∶15的比例混合后挤压,膨化效果更好。荞麦淀粉与玉米、红薯淀粉混合后挤压处理,淀粉颗粒的形貌和质地结构被极大地改变,挤出物质地更加疏松[11]。在高水分条件下挤压西米淀粉,发现高水分会限制淀粉的降解和相变(糊化),水溶性较低可能是由淀粉结晶结构残留或结构重排所致[12]。淀粉在挤压膨化过程中的降解、糊化等能显著影响产品的水溶性、色泽、黏度等理化特性。
前人对荞麦挤压膨化的研究主要集中于操作参数和物料组成对挤压膨化产品特性的影响,而挤压过程中淀粉分子结构变化的研究相对较少,对挤压膨化产品理化特性变化的原因缺少试验验证。本文系统分析操作参数对挤压膨化产品理化特性的影响,进一步明确系统参数与产品特性的关系,从淀粉分子结构变化角度初步解释荞麦挤压膨化产品特性变化的原因,为荞麦挤压膨化产品的开发和用途提供理论指导和应用建议。
1 材料与方法
1.1 材料与设备
选用市售脱壳荞麦米(购自本地超市)作为试验材料,经超速离心粉碎仪(ZM 200,Retsch,德国)粉碎(筛网直径0.5 mm),制备荞麦粉。荞麦粉各组分含量如下:蛋白质15.00%(干基),总淀粉71.66%(干基),脂质 2.32%(干基),纤维素 0.37%(干基),灰分2.00%(干基)。
双螺杆挤压机(DSE-25),德国 Brabender;超离心粉碎仪(ZM 200),德国 Retsch;冷冻干燥机(ALPHA 1-2 LD plus),德国 CHRIST;冷冻离心机(3-30K),德国 SIGMA;色彩色差仪(CR-400),日本 Minolta;流变仪(Physica MCR 301),奥地利Anton Paar;SEC 系 统,Agilent Technologies,Waldbronn,德国。
1.2 试验方法
1.2.1 试验设计在资料分析和预试验的基础上,选取物料含水量、加工温度、螺杆转速进行三因素五水平二次旋转中心组合试验(Design-Expert.8.05b 软件,Stat-Ease,美国),因素水平编码表如表1。试验方案设计见表2。

表1 因素水平编码表Table 1 Code for different factor levels

表2 二次旋转中心组合试验设计表Table 2 Table of three-factor and five-level experimental design
1.2.2 挤压 采用双螺杆挤出机(DSE-25,Brabender,德国),螺杆长径比(L/D)为 20∶1。模头直径5 mm。挤压参数设定如下:喂料速度35 g/min;物料含水量14%~19%;加工温度140~180℃;螺杆转速100~200 r/min。挤压后,冷冻干燥器(ALPHA 1-2 LD plus,CHRIST,德国)对样品干燥,待用。
1.2.3 产品特性测定
1)截面膨化率 将样品截成20 cm长条,用游标卡尺测定样品直径,重复测15次,计算截面膨化率,求平均值。

2)水溶性指数和吸水性指数 参照Anderson 等[13]的方法,取 1.6~2.0 g(干基)样品(W0),放入已知质量的离心管(W1)中,加入25 mL蒸馏水,剧烈振荡2 min,直至膨化物被完全分散成悬浮液体系。将其置于30℃水浴保持30 min,间隔10 min振荡一次。待水浴完成后,4 200 r/min离心15 min;最后,将上清液倒入已经恒重过的500 mL烧杯(W2)中,105 ℃烘至恒重(W3)。同时,对离心管及沉淀的凝胶质量(W4)进行称量,计算WSI和WAI。

3)色泽 挤出物磨粉,利用色彩色差仪(CR-400,Minolta,日本)测定其 L*值、a*值和b*值。每个样品重复5次。计算总色差ΔE:

其中,Ls*,as*,bs*为标准白色板的测定值,分别为 97.13,0.21,1.87。
4)黏度 本研究所测黏度为荞麦挤压膨化物冷却后的黏度。通过流变仪(Physica MCR 301,Anton Paar,奥地利)测定。探头选取50 mm平板,改性荞麦粉与水按2∶15混合。参数设定如下:应力 1.0%,温度 25℃,频率 0.1~20 Hz,间距 2 mm。含淀粉物料挤出物多为假塑性流体,因此可使用黏度幂率方程(5)来描述挤压膨化产品的流变特性,对得到的黏度曲线计算k*和n*值[14-15]:

其中,η*——黏度(Pa·s);k*——黏度系数;γ——频率(Hz);n*——幂律指数。k*和n*可从双线图中直线的截距和斜率分别确定。
5)淀粉分子尺寸分布 参照Li等[16]的方法:使用配备有GRAM 30和3 000分析柱(PSS)和折射率(RI)检测器(RID-10A,Shimadzu Corp,日本)的Agilent 1100系列SEC系统(Agilent Technologies,Waldbronn,德国)测定淀粉分子的结构。将淀粉分子尺寸分布绘制为质量分布Wbr(logRh)对流体动力学体积Vh(SEC的分离参数)或等效成流体动力学半径 Rh,Vh=4/3πRh3。
用已知分子质量的普鲁兰标准品绘制SEC洗脱体积和多糖分子的Vh之间的标准曲线,根据Mark-Houwink方程(6)求出所测淀粉的分子大小及分布。由于不同测定过程中温度或溶剂浓度波动的原因,本研究采用Rh而非洗脱时间表示分析物的分子大小,Rh表示淀粉平均分子半径。

其中,NA为Avogadro的常数;K和α为淀粉的Mark-Houwink方程的参数,其值分别为2.424×10-4dL g-1和0.68(80 ℃,DMSO/LiBr溶液)。
6)统计分析 利用Design-Expert.8.05b软件分析试验结果的差异(P<0.05)并进行响应面回归,利用SPSS 18.0软件分析各指标相关性。
2 结果与分析
2.1 操作参数对荞麦挤压膨化产品特性的影响
由表3可知,物料含水量(x1)、加工温度(x2)、螺杆转速(x3)对荞麦挤压膨化产品特性具有显著或极显著影响(P<0.01),回归方程中部分二次项(x12、x22、x32)和交互项(x1×x2、x1×x3、x2×x3)的影响也达到显著或极显著水平。操作参数与淀粉平均分子半径线性相关,而对截面膨化率、水溶性指数、吸水性指数、色泽、黏度、淀粉重均分子质量的影响无线性相关关系。回归模型中,所有响应变量与自变量之间关系极显著,且R2都大于0.80,模型拟合程度较好,即可采用二次多项式建立回归模型,并根据回归模型作响应面图,分析操作参数对产品特性的影响。
2.1.1 截面膨化率在试验范围内,荞麦挤压膨化产品的截面膨化率在1.14~3.11之间(变异系数24.2%)。截面膨化率受物料含水量一次项,加工温度一次项、二次项,以及物料含水量与加工温度、加工温度和螺杆转速交互项的影响,其中加工温度和螺杆转速的交互作用影响极显著(表3)。随着加工温度升高、螺杆转速增大,截面膨化率先增大后减小,加工温度在160℃附近时截面膨化率最大(图1a)。随着加工温度升高、物料含水量增大,截面膨化率减小;在较低温度时,物料含水量对截面膨化率的影响大于高温下物料含水量的影响(图1b)。螺杆转速对截面膨化率影响不显著。该结果与杜双奎等[17]的研究结果一致。

表3 操作参数对荞麦挤压膨化产品理化特性影响Table 3 Effect of processing parameters on the physicochemical characteristics of buckwheat extrudates

图1 不同操作参数下截面膨化率的响应面图Fig.1 Response surface of sectional extrusion index under different processing parameters
2.1.2 吸水性指数和水溶性指数 荞麦挤压膨化产品的吸水性指数在2.1~6.5之间(变异系数20.5%),未挤压荞麦粉的吸水性指数为2.8。除物料含水量的二次项外,其他操作参数的一次项、二次项和交互项均对挤压膨化粉的吸水性指数有显著或极显著影响,其中加工温度的影响最大(表3)。加工温度升高,螺杆转速增大,吸水性指数降低;螺杆转速较大时,加工温度对吸水性指数的影响大于低螺杆转速下加工温度的影响(图2a)。螺杆转速较大或温度较高时,物料含水量对吸水性指数的影响比螺杆转速较低或温度较小时的影响更大,且随着物料含水量增加,吸水性指数显著增大(图2b、图2c)。
荞麦挤压膨化产品的水溶性指数在17.6%~72.2%之间(变异系数51.8%),远高于未挤压荞麦粉(8.4%)。螺杆转速对水溶性指数的影响最大,螺杆转速和加工温度对水溶性指数影响为正效应,物料含水量对水溶性指数影响为负效应(表3)。随着螺杆转速增加,加工温度升高,水溶性指数明显增大。这与Sarawong等[18]的研究结果一致。加工温度为180℃时,水溶性指数随螺杆转速增大而增长较剧烈(图2d)。

图2 不同操作参数下吸水性指数和水溶性指数的响应面图Fig.2 Response surface of water absorption index and water solution index under different processing parameters
2.1.3 色泽 挤压膨化产品的总色差(ΔE)在30.9~41.4之间(变异系数8.1%),远大于未挤压荞麦粉(14.4),挤压处理使物料色泽变暗,与淀粉降解、高温下美拉德反应等有关[19]。表3表明,物料含水量、加工温度、螺杆转速的一次项对色差有极显著影响;显著性顺序依次为螺杆转速>物料含水量>加工温度。螺杆转速减小,物料含水量增加,挤压膨化物色差减小;加工温度降低,螺杆转速减小时,也能得到相似的结果(图3a、图3b)。这与Sgaramella等[19]结果一致。

图3 不同操作参数下色差的响应面图Fig.3 Response surface of ΔE under different processing parameters
2.1.4 黏度 荞麦挤压膨化产品的黏度系数(k*)与黏度直接相关。k*受物料含水量、螺杆转速一次项、二次项、加工温度一次项的影响,其中物料含水量对k*影响极显著,是影响黏度的最重要因素(表3)。图4a、图4b表明,物料含水量在14%~16.5%,加工温度较高(160~180℃)、或螺杆转速较大(150~200 r/min)时,k*无显著变化。物料含水量由16.5%增加到19.0%,加工温度降低,螺杆转速减小,k*显著增大,表现为黏度增加。在高水分、低温度下挤压,挤压膨化产品的黏度最大;在高水分、低转速或低水分、低转速或高水分、高转速条件下挤压也能得到相似的结果。

图4 不同操作参数下黏度系数的响应面图Fig.4 Response surface of viscosity under different processing parameters
2.1.5 淀粉分子结构在试验范围内,挤压膨化后的淀粉平均分子半径在26.7~35.8 nm之间(变异系数8.6%),远小于未挤压荞麦粉的淀粉平均分子半径(75.1 nm),表明挤压处理使淀粉分子降解。表3表明,淀粉平均分子半径受物料含水量、螺杆转速、加工温度的一次项的影响,其中物料含水量、螺杆转速对其影响极显著。螺杆转速减小,淀粉平均分子半径随物料含水量降低而减小。这与Li等[20]的研究结果一致。物料含水量一定,加工温度对淀粉平均分子半径影响不显著(图5a、图5b)。
淀粉重均分子质量在4.2×106~9.7×106之间(变异系数23.2%),远低于未挤压荞麦粉(6.1×107)。物料含水量对淀粉重均分子质量影响最大(表3)。物料含水量或加工温度升高,螺杆转速减小,重均分子质量增加。在低螺杆转速下,加工温度对淀粉重均分子质量的影响大于高螺杆转速下加工温度的影响(图5c、图5d)。

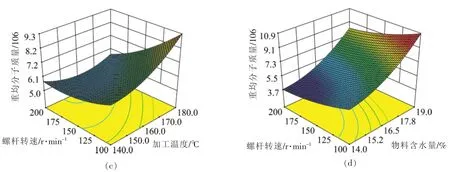
图5 不同操作参数下淀粉平均分子半径、重均分子质量的响应面图Fig.5 Response surface of average radius and molecular weight of buckwheat starch under different processing parameters
2.2 挤压膨化产品特性间的相关关系
挤压膨化产品特性的相关性分析结果(表4)表明,水溶性指数与色差呈极显著正相关,与吸水性指数(r=-0.939)、黏度系数、淀粉分子半径呈显著或极显著负相关;色差与黏度系数、淀粉分子半径、淀粉重均分子质量呈显著或极显著负相关;黏度系数与淀粉分子半径、淀粉重均分子质量呈显著正相关;淀粉分子半径与淀粉重均分子质量呈极显著正相关(r=0.962);截面膨化率与其它产品特性无显著相关性。

表4 挤压膨化产品理化特性间的相关关系Table 4 Correlation among different physicochemical characteristics of extrudates
水溶性指数和吸水性指数,淀粉平均分子半径和重均分子质量均具有较高的线性相关性,其线性回归方程分别为:

由于R2>0.85,可由挤压膨化产品的水溶性指数来估测吸水性指数,淀粉平均分子半径来估测淀粉重均分子质量。
3 讨论
3.1 荞麦挤压膨化产品的理化特性
挤压膨化技术通过热和剪切作用使淀粉结构发生变化,并最终影响产品的膨化率、吸水性、水溶性等理化特性。本研究发现加工温度和螺杆转速的交互作用对截面膨化率影响极显著,而杜双奎等[17]对玉米挤压膨化发现,加工温度和螺杆转速的交互作用对膨化率无显著影响。造成差异的原因可能是荞麦、玉米中淀粉的含量和结构不同。荞麦淀粉含量较低,糊化温度低于玉米淀粉,温度和螺杆转速更易影响荞麦粉的膨化。
温度对吸水性指数影响最大,温度升高,吸水性指数降低。这与Miladinov等[21]研究结果一致。当温度升高时,由于熔融体黏度降低,可能使有效膨胀体积减小,孔隙度减小[21]。而挤压膨化产品的孔隙度与吸水性密切相关[22]。
水分的润滑和增塑作用有利于[23]减缓在高温或高螺杆转速条件下物料所受的强剪切效应,使淀粉适度糊化、降解。因此,物料含水量增加,水溶性指数降低;而适度糊化、降解的淀粉在室温下保水能力增加,溶胀程度增大,吸水性指数增加[18,24]。物料含水量除影响水溶性、吸水性等理化特性外,也是影响k*的最重要因素。k*与挤压改性荞麦粉的黏度直接相关,k*越大,黏度越大;物料含水量增加,黏度增大。这可能由于较高水分含量下淀粉分子的降解程度较小所致(表4)。
3.2 荞麦挤压膨化产品的理化特性与淀粉分子结构的关系
淀粉平均分子半径直接反映了淀粉挤压后的降解程度。淀粉分子半径越小,降解程度越高。本研究发现挤压处理使淀粉分子半径、重均分子质量显著减小,这与Li等[20]的研究结果一致,表明机械剪切是导致淀粉分子降解的主要原因。
淀粉平均分子半径与水溶性指数、色差呈显著负相关,与吸水性指数、黏度、淀粉重均分子质量呈显著正相关(表4)。挤出物中降解程度越高,水溶性指数越大;而降解后的分子越小,持水能力越弱,吸水性指数越小。剪切效应加剧,挤压膨化粉的降解程度越高,支链淀粉被降解成小片段的直链淀粉或更小的支链淀粉,淀粉分子半径减小,其黏度也越低,降解后生成的小分子糖导致的美拉德反应也相应增多,使得ΔE增大。
3.3 荞麦挤压膨化产品的理化特性与膨化食品
荞麦挤压膨化产品的膨化率较小,水溶性、吸水性较高,黏度较小。如希望获得高膨化率产品,可根据截面膨化率研究结果并对其优化。建议操作参数为:物料含水量较低(如15%)、加工温度较高(如 151℃)、螺杆转速较快(如 162 r/min)。当考虑其作为早餐谷物成分时,若希望产品浸于水或牛奶中不会马上变成糊状,要求保持形状的相对时间较长,制品脆性较好时,需考虑产品具有较小的吸水性指数。这是由于吸水性指数是衡量耐泡时间的重要指标。而速溶营养粉需要较高的水溶性以保证其冲调性[26]。建议食品生产者应降低物料含水量(如15%),提高加工温度(如172℃)和螺杆转速(如180 r/min)。对于荞麦面条生产者,为克服荞麦粉难以形成面筋网络结构的不足,荞麦挤压膨化粉可能需要较高的黏度,建议生产中提高物料含水量(18%~19%),降低加工温度(140~150℃)和螺杆转速(约 100 r/min)。
4 结论
1)加工温度、螺杆转速是影响截面膨化率、水溶性指数、吸水性指数重要因素;水分含量、螺杆转速是影响黏度、淀粉平均分子半径、重均分子质量的重要因素。水溶性指数可用于估测吸水性指数,淀粉平均分子半径可用于估测淀粉重均分子质量。
2)荞麦挤压膨化产品的水溶性指数、吸水性指数、色泽、黏度与淀粉分子结构显著相关。螺杆转速越大,加工温度越高,物料含水量越低,则剪切效应越强,淀粉平均分子半径越小,使得挤压膨化物的吸水性指数、黏度降低,水溶性指数、色差增大。
3)挤压改性技术可改善荞麦粉的水溶性、吸水性、黏度、色泽等理化特性,可根据产品用途,通过调节操作参数,改善荞麦挤压膨化食品的质量特性。
