注塑模具技术对汽车内饰产品感知品质提升的研究
2019-10-09王庆林钟国留
赖 文,王庆林,钟国留
(广州汽车集团股份有限公司汽车工程研究院,广州 511434)
模具是现代制造业的重要基础装备,被誉为“工业之母”。高水平的工业产品离不开高水平的模具,模具技术已成为衡量一个国家产品制造水平的重要标志。近年来,中国模具行业总体水平提高较快,主要反映在技术含量较高的中高档模具比例持续上升,科技进步明显,产品质量有了较大提高[1]。
塑料模具在模具市场占有率最高,而注塑模具在塑料模具占比、模具技术复杂程度、模具市场占有率等各项对比指标中均处于领先地位;注塑件在汽车内饰上的应用已有很高的占比。而内饰件基本都是平常乘客能够看到、触摸到的重点区域,所以对产品外观件的视觉、触感等感知品质要求较高。
针对各类汽车内饰注塑件的产品质量问题,笔者提出了产品品质改善方案,优化模具结构设计和加工,并且进行验证,可为同类产品外观品质提升提供技术参考。
1 门板地图袋分型线断差优化
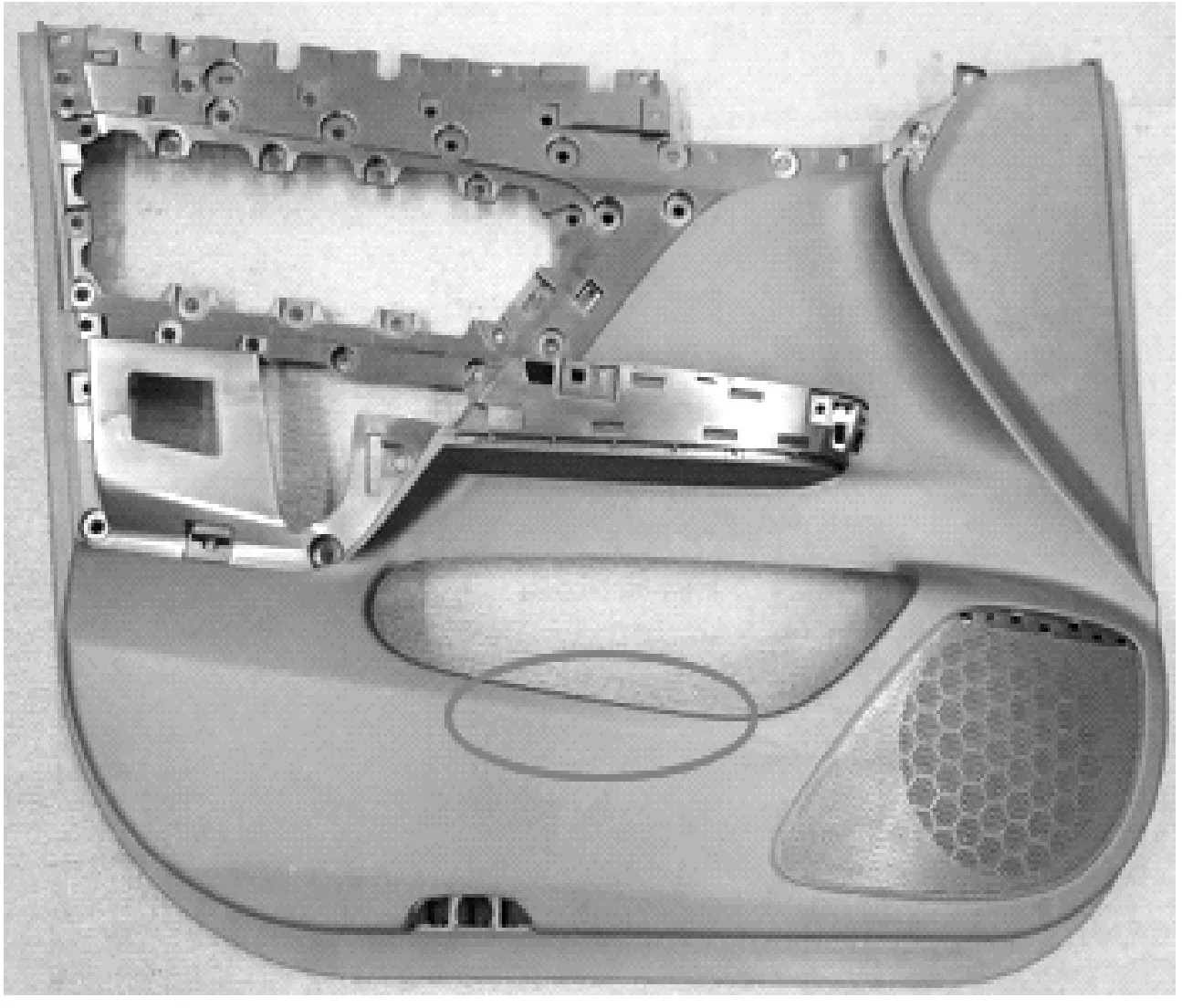
汽车内部空间用于存放物品或方便取放物品的地方不多,而门板地图袋是平时最适合随手取放物品的地方,是感知品质关注度较高的地方。通过对以往车型的调查,很多门板地图袋都会出现断差或多次修模后分型线扭曲的问题,影响外观或触感(见图1)。
(a) 门板

(b) 局部分型线1
(c) 局部分型线2图1 分型线断差明显
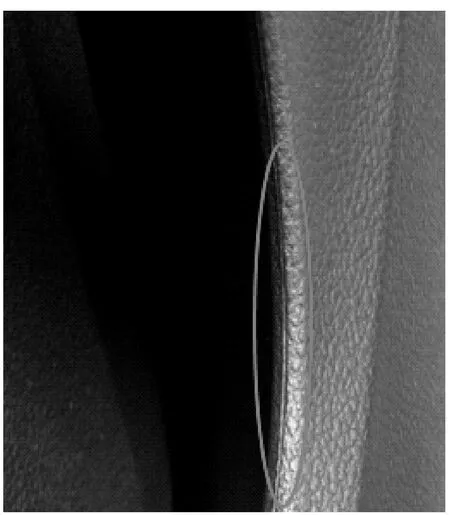
经过分析发现,模具设计数据并没有做断差处理,断差是由模具动定模的加工误差造成的,加工基准及定位不同,导致后期研配困难,不能保证分型线为数据设计的理想状态,模具状态截面见图2。
(a) 模具截面

(b) 截面局部放大图图2 模具结构优化前分型线状态
为了减少加工误差或模具研配不良造成此类质量缺陷,需要对模具结构进行优化调整,从源头上避免问题的产生。模具设计改善方案为:在地图袋分型面容易产生断差的位置增加镶块,先将镶块嵌在动模进行一体加工,等定模加工好后,将镶件反嵌在定模并定位锁紧,对分型线断差位置进行抛光处理,消除断差,完成抛光后再安装在动模上。优化后的模具结构见图3。

图3 优化后的模具结构
将研配好的模具进行产品试制,发现门板地图袋分型线断差缺陷消失,经过反复装拆模具镶件,产品断差问题并没有出现,最终判断优化后的模具结构可以有效解决产品断差问题,产品效果见图4。
2 门板喇叭网孔加工错位
门板喇叭网除了传递声音,还可以起到点缀门饰板的效果。现有多数门饰板喇叭网孔都是动定模对半分,仅少数采用喇叭孔定模成型,这种网孔孔径大,拔模角度大,导致网孔不够精致。喇叭网孔对应的模具位置一般是先经过数控机床(CNC)加工再火花放电(EDM)加工。对于喇叭网孔前后模各半的产品来说,经常看到网孔上下错位的现象,错位的网孔除了影响透音率,还与汽车高颜值、精致工艺发展方向相违背,错位图见图5。
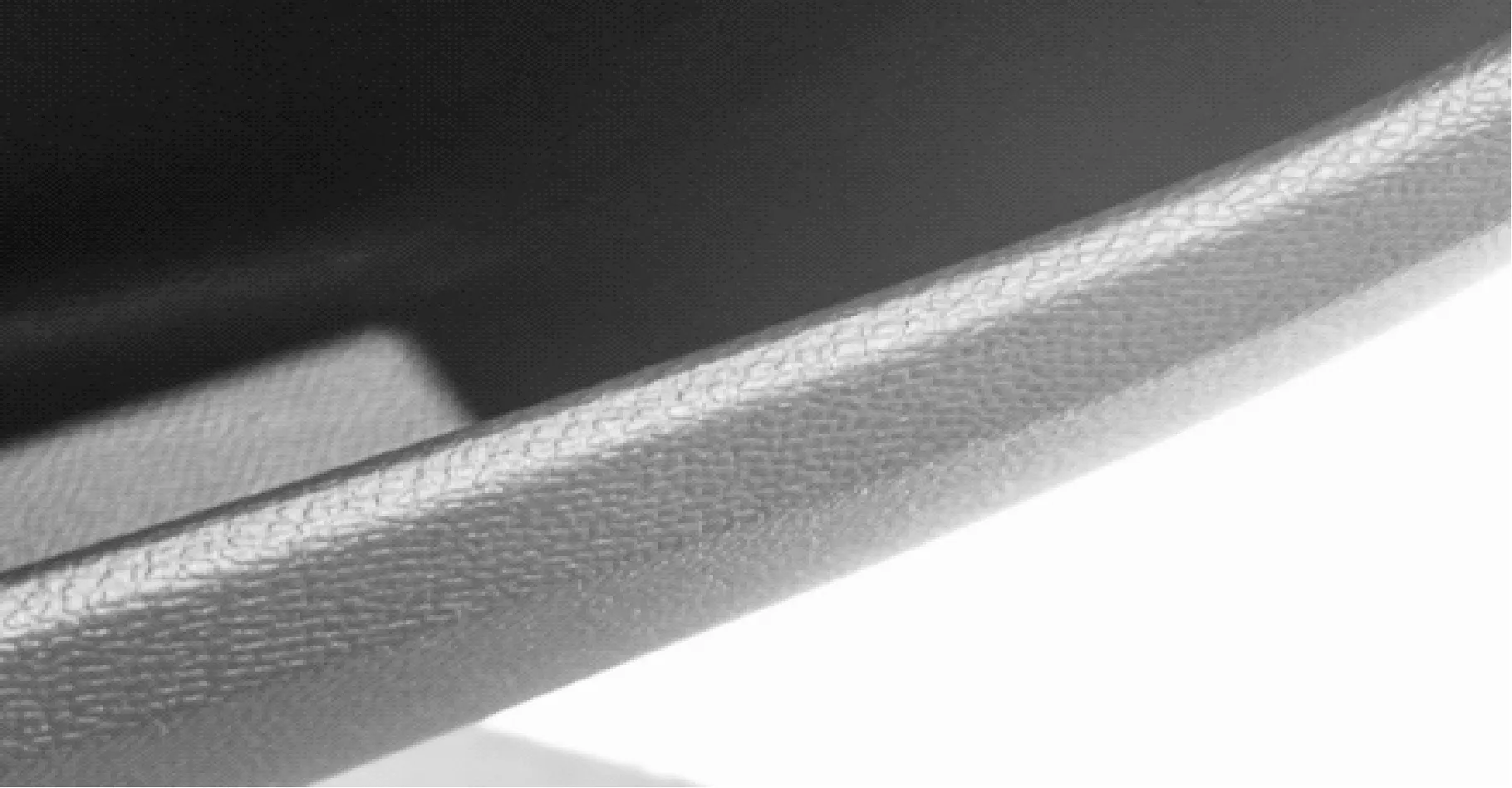
图4 产品实际效果
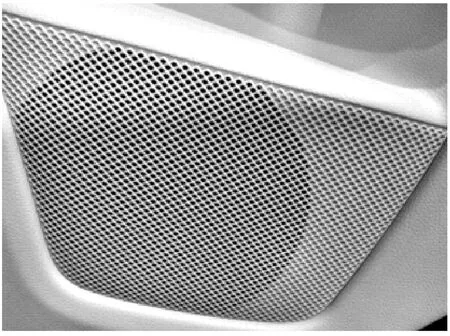
(a) 喇叭网孔

(b) 模具错位示意图图5 网孔错位示意图
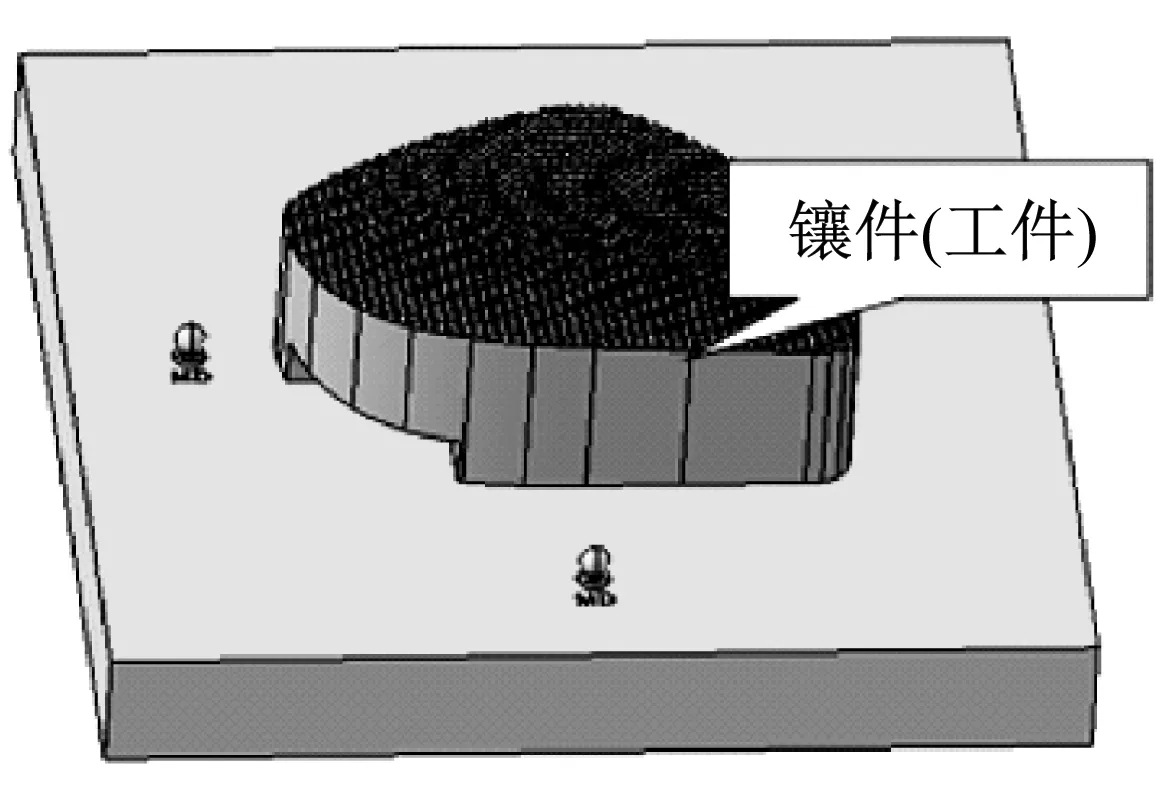
经过对模具制造商的调查发现,喇叭网孔镶件加工采用的是在喇叭镶件背面加工一个基准槽作为加工对刀校对基准,后面的CNC加工外形和EDM加工网孔都是以此为基准,前后模两个镶件各自有一个这样的基准,见图6,此类加工基准平面较短,在远离基准角的末端,偏差最大(比如校准加工基准时角度偏差0.03°,基准面长20 mm,误差在0.01 mm,工件长200 mm,误差在0.1 mm)。

(a) 网孔镶块基准

(b) 角度偏差计算图6 现有加工基准示意图
经过分析确认,由于基准校对面较短,加上不同的工件定位基准不一致,造成加工产生断差。结合现有问题点进行分析并得出结论,需要采用统一加工基准才能有效避免加工误差;因此,制造一套喇叭网孔加工专用夹具[2],以保证加工精度的准确性,加工夹具见图7。经过加工验证确认该加工工艺方案能有效解决喇叭网孔错位问题。

(a) 夹具基准
(b) 镶件与夹具的安装图7 网孔镶件加工夹具
3 结语
(1) 通过优化模具设计结构和加工工艺,可提升汽车内饰外观品质和精致度。
(2) 虽然模具制造行业引入了先进的加工设备和专业的设计辅助软件进行模具设计,但只有设计者理解产品需求,将模具设计思路和合理的加工方案相结合,才能制造出合格的模具。