初期干燥对竹展平板变形的影响
2019-09-30赵文恺刘焕荣王雪花
赵文恺,刘焕荣,王雪花
(1.南京林业大学家居与工业设计学院,江苏 南京210037;2.国际竹藤中心,北京100102)
木材是人类生产生活中最重要的材料之一。近年来,因木材消耗量大,砍伐严重,很多国家都制定出台了限制商业性采伐木材的政策,严重影响了中国市场上木材的供给[1]。与木材资源贫乏的现状不同,中国素有“竹子王国”之称,竹产品产量和贸易量均居世界第一位。以竹材作为中国可持续发展的新兴材料,对竹资源进行科学的管理与经营,适合当前国情发展需求,并能最大化创造竹资源相应副产业及产业链的价值,可持续化利用竹资源,让这些资源成为我们取之不尽、用之不竭的重要生物资源[2]。
在众多竹制产品中,竹展平板可实现圆竹的整张化利用,具有材料利用率高、加工工艺简单的特点。在竹展平板的加工过程中,干燥是极其重要的一环。竹展平板干燥效果的好坏直接影响竹产品的物理力学性能及其附加值[3]。目前竹展平板干燥中最常用的技术是窑干,此法具有能耗低、热效高、操作简单等特点,但制出的展平竹片存在大量的贯穿或不贯穿的裂纹,质量较差,合格率较低,极大地影响了消费者的使用体验[4]。
为提高竹展平板的使用效率,相关研究人员就竹展平板的制备及干燥工艺方面取得一定的进展,例如:邵迎涛等[5]的研究表明在170℃软化工艺下,竹展平板的尺寸稳定性和力学性能较好;刘红征等[6]的研究则表明竹展平板在展平过程中竹黄面施以交叉状线槽刻痕,更易于获得无裂纹的平面竹板材等。但总体上,对于竹展平板开裂变形控制的干燥工艺的研究并不多。目前竹展平板干燥主要参照木材的干燥工艺,未能充分依据竹展平板特性制订适于竹展平板的干燥工艺,关于竹展平板的研究尚处于起步阶段。
针对有关竹展平板的研究相对较少以及竹展平板容易出现干燥质量缺陷的问题[7],研究以实验室用恒温恒湿箱为处理设备,制定了4种不同的初期(24 h)温湿度状态,并就表面刻痕、板材尺寸等竹展平板外部形态的变化对干燥度的影响进行了测试分析,以期为竹展平板干燥工艺制订、工业化加工提供前期基础数据支持[8]。
1 实验材料
实验选用产于浙江安吉壁厚约10 mm的4年生新鲜毛竹,将其经170℃高温高压蒸汽软化展平后得到含水率约77%的竹展平板。竹展平板经平刨刨削掉1 mm厚的竹青后,用横截锯将其锯切成不同长度、宽度、厚度共8种不同尺寸的试件(表1),刻痕组设置1个对照组,试件重复数4。

表1 竹展平板尺寸Tab.1 Flattened bamboo board size
2 仪器与设备
试验采用FR-1204可程式恒温恒湿试验机(上海发瑞仪器科技有限公司)为处理设备,其他辅助设备包括截锯、刨光机、精度为0.01 mm的游标卡尺、精度为0.01 g的电子天平、精度为0.001 mm的千分尺、记号笔等。
3 试验方法
3.1 初期干燥
试验设置4组干燥工艺,以24 h为一个周期,每6 h调整1次处理箱内温湿度(表2)。选取预处理后的展平竹组,在干燥箱提前预热完成后放入恒温恒湿干燥箱内并施以重物,每两层竹展平板间用3条横截面大小为15 mm×20 mm的隔条分隔以保证气体畅通。试验过程中每6 h测量一次试件平衡含水率及尺寸。

表2 不同干燥工艺各阶段对应温湿度Tab.2 Temperature and humidity of each stage in various drying processes
3.2 测试指标
试验过程中,每6 h对试件的长度、宽度、厚度及拱高进行测试,其具体测试位置如图1,取其所测数值的代数平均值作为最终测定值。

图1 尺寸测量位置示意图Fig.1 Schematic diagram of size measurement position
3.3 结果表征
试验以竹展平板干燥处理前后的长度、宽度、厚度干缩率及拱高变化率作为评价指标,计算方法如下:

式中,DR-试件尺寸干缩率(长/宽/厚)/干缩率(拱高),%;Da-干燥后的尺寸(长/宽/厚/拱高),mm;Db-干燥后的尺寸(长/宽/厚/拱高),mm。
4 结果与分析
4.1 竹展平板含水率变化情况
表3为不同尺寸竹展平板在4种初期干燥工艺12 h及24 h时的平衡含水率。
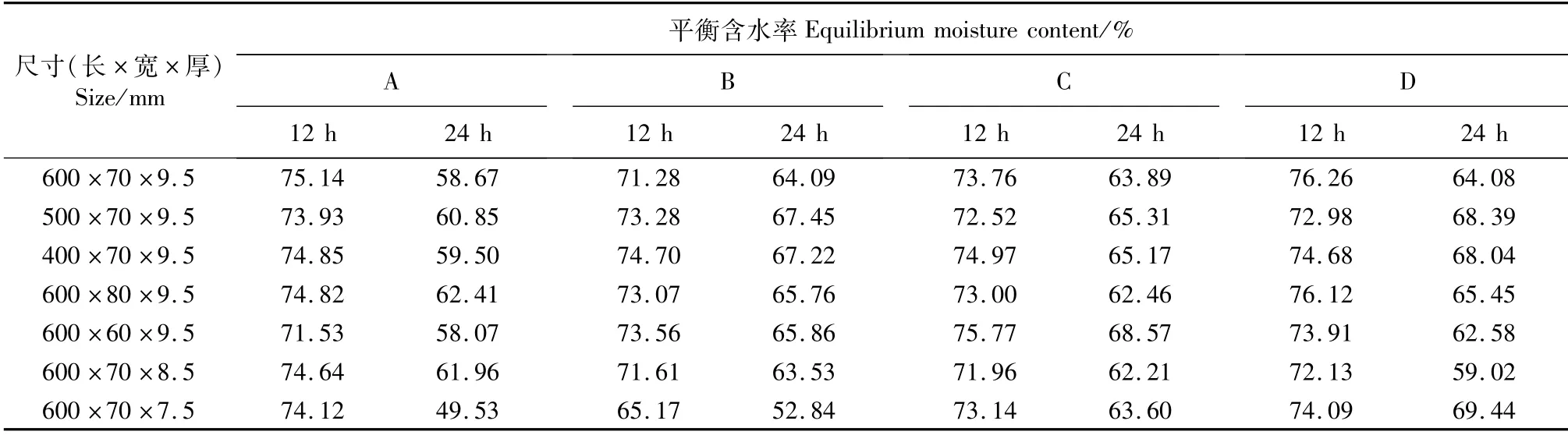
表3 不同尺寸竹展平板4种干燥工艺下对应的平衡含水率Tab.3 Equilibrium moisture content under four drying processes of flattened bamboo boards with different sizes
平衡含水率随干燥时间的增长而降低,0~12 h平衡含水率变化较小,与初含水率相比平衡含水率下降在5%以内;12~24 h平衡含水率下降显著,约为15% ~20%。由于A组干燥过程中温度改变量较大(6 h时为43.4℃,12 h时升至82.2℃),该组竹展平板24 h平衡含水量较B、C、D组低。
试件不同长、宽、厚度尺寸对平衡含水率的影响,从表3中看,不同长度和宽度尺寸对竹展平板干燥速率的影响很小,而厚度对干燥速率有着显著的影响,当竹展平板厚度小于或等于7.5 mm时,干燥速率明显快于厚度大于7.5 mm的竹展平板。这是由于竹展平板的厚度尺寸较小,干燥过程中竹展平板内部的水分主要沿厚度方向蒸发[9],竹展平板厚度较小时可加速水分蒸发,提高平面竹板材的干燥效率。
4.2 干燥工艺及刻痕对竹展平板拱高变化率的影响
拱高是表征竹展平板干燥质量的最直接指标,图2所示为4种干燥工艺下竹展平板有无刻痕情况下的拱高变化率。

图2 刻痕及干燥工艺对竹展平板拱高的影响Fig.2 Effect of nicking and drying process on arch height of flattened bamboo boards
由图2可知,不同干燥工艺对竹展平板的拱高变化率影响明显不同,以无刻痕竹展平板为例,4种干燥工艺的拱高变化率分别为92.02%、134.38%、22.22%、100.96%,C组干燥工艺的拱高变化率明显低于A、B、D组。造成C组拱高变化率较低的原因,可能是由于C组在初期干燥的24 h内仅随时间延长降低了处理箱内湿度,而维持了同一温度(表1),使处理箱内环境变化较缓和,从而有效避免了竹展平板尺寸发生剧烈变化[10]。
刻痕对竹展平板拱高变化有明显改善作用。从图中可以看到,四组竹展平板的拱高变化率,有刻痕组均远低于无刻痕组:无刻痕竹展平板的拱高变化率分别为92.02%、134.38%、22.22%、100.96%,有刻痕组则分别降低至34.00%、45.38%、11.11%、92.59%。出现这种情况的原因是竹黄面加工出的刻痕可以分散竹展平板干燥过程中产生的内部应力,使其变形程度减小[11];此外,展平竹黄面的刻痕使竹青面受到挤压,竹青层密度增大,减小了空气中OH-接触交换的通道,从而增加了竹展平板的尺寸稳定性[12]。
虽然刻痕处理可以有效提高竹展平板的尺寸稳定性,但因刻痕而造成竹黄层凹坑较多导致板材力学性能下降显著[13]。在具体生产中,应结合实际情况选择是否对竹展平板进行刻痕处理。
4.3 尺寸对竹展平板长、宽、厚度干缩率及拱高变化率的影响
以C组初期干燥工艺为例,分析竹展平板尺寸对长度、宽度、厚度干缩率及拱高变化率的影响,见图3、4、5、6。
图3 尺寸(长、宽、厚)对竹展平板长度干缩率的影响Fig.3 Effect of size(length,width,thickness)on length dry shrinkage rate of flattened bamboo boards

图4 尺寸(长、宽、厚)对竹展平板宽度干缩率的影响Fig.4 Effect of size(length,width,thickness)on width dry shrinkage rate of flattened bamboo boards

图5 尺寸(长、宽、厚)对竹展平板厚度干缩率的影响Fig.5 Effect of size(length,width,thickness)on thickness dry shrinkage rate of flattened bamboo boards

图6 尺寸(长、宽、厚)对竹展平板拱高变化率的影响Fig.6 Effect of length,width and thickness on change rate of arch height of bamboo flattened boards
由图可知,不同尺寸下竹展平板的长度方向干缩率基本接近于0%(图3),宽度和厚度方向干缩率均在0~2%(图4、5)。竹展平板长/宽/厚度对宽度及厚度干缩率的影响有所不同。竹展平板长度、宽度对宽度干缩率的影响无明显规律,3种长度下对应的宽度干缩率分别为1.21%、0.68%、1.39%,3种宽度下对应的宽度干缩率分为0.75%、1.39%、1.08%;随厚度增加,竹展平板的宽度干缩率呈增大趋势,3种厚度下的宽度干缩率分别为0.86%、1.13%、1.39%(图4)。竹展平板的厚度干缩率随竹展平板长、宽、厚度尺寸增加呈增大趋势,3种长度下的厚度分别为0.36%、0.68%、1.48%,3种宽度下分别为1.29%、1.48%、1.83%,3种厚度下分别为1.08%、1.26%、1.48%(图5)。
上述数据表明,宽度对竹展平板尺寸,特别是厚度干缩率的影响明显,这可能是由于竹展平板的宽度在一定程度上代表了圆竹展平过程中所需克服的弯曲应力。竹展平板在长、宽、厚3个方向的干缩差异,从材料结构的角度解释,引起竹材干缩的主要原因是竹材维管束中的导管失水后发生干缩,维管束分布的疏密情况是决定干缩率大小的重要因素,其分布越密集的地方,干缩率越大,反之干缩率越小。由于其结构特点,竹材的干缩以弦向(宽度)最大,径向(厚度)次之,纵向(长度)最小[14],从而使其表现出3个方向干缩不一致的现象。
拱高变化率数值较长/宽/厚度变化率大,随长度、宽度及厚度增大而增大,3种长度对应的竹展平板拱高变化率分别为-11.9%、-3.84%、27.78%,3种宽度对应的拱高变化率分别为23.98%、27.78%、35.19%;3种厚度对应的拱高变化率分别为22.22%、26.44%、27.78%(图6)。在长度较小时,拱高变化率出现负值(图6,长度为400 mm、500 mm时),说明竹展平板在干燥处理后较干燥前的拱高有所减小,竹展平板有变平整的趋势,即采用较小长度的竹展平板可获得较平整的竹展平板。
从数值上看,拱高变化率是长度、宽度、厚度干缩率的10倍以上(图3、4、5、6),是影响竹展平板干燥质量及使用性能的最重要指标,为简化测试,若选用1个指标对干燥质量进行评定时,可选拱高变化率作为评价竹展平板干燥质量的指标。
5 结论
采用4种初期干燥工艺,对刻痕以及不同长、宽、厚度的竹展平板进行初期干燥(24 h),测试其对竹展平板的长度、宽度、厚度干缩率及拱高变化率的影响,得到以下结论:(1)平衡含水率随干燥时间的增长而降低,前12 h平衡含水率下降较小,在5%以内,该阶段可能主要用于对物料升温。(2)刻痕对竹展平板变形有明显抑制作用。四组竹展平板的拱高变化率从无刻痕竹的92.02%、134.38%、22.22%、100.96%分别降低至34.00%、45.38%、11.11%、92.59%。(3)试件长、宽、厚度尺寸中,厚度对干燥速率的影响较大。竹展平板厚度小于7.5 mm时,干燥速率加快,但当厚度从9.5 mm降低至8.5 mm时,干燥速率变化不大。(4)初期干燥(24 h)保持处理箱内温度不变而持续降低湿度,可使处理箱内环境变化较缓和,从而有效避免竹展平板尺寸发生剧烈变化。(5)宽度对竹展平板厚度干缩率的影响明显,长度较小时,可在一定程度上减小竹展平板起拱,采用较小物料更易可获得较平整的竹展平板。
