硅外延片背面边缘异常黑斑原因分析及研究
2019-09-28彭永纯
彭永纯,边 娜
(中国电子科技集团公司第四十六研究所 天津300220)
0 引 言
外延片的电参数、缺陷及均匀性与器件关键参数直接相关,进而决定了器件的成品率[1]。为了更大程度地提高材料使用率,客户对外延片的边缘提出了更高的要求,边缘缺陷少便成为其中一项重要隐含要求。类似外延片边缘经常出现的雾缺陷[2]及滑移线等受到了较强关注,与此同时,边缘其他异常现象也引起关注。本文介绍的背面边缘黑斑现象则为边缘检验发现的一类异常。
1 问题来源
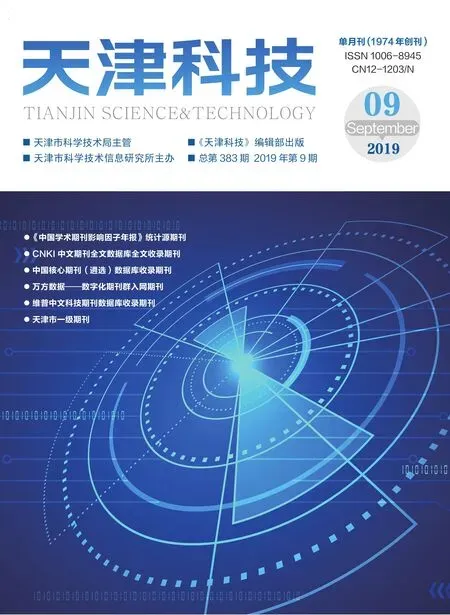
检验员在进行外延片表面及背面检验过程中发现硅外延片背面边缘异常。异常区域在日光灯下为黑色斑块,如图1所示,在强光灯下则反射白光,如图2所示,似异物沾污。
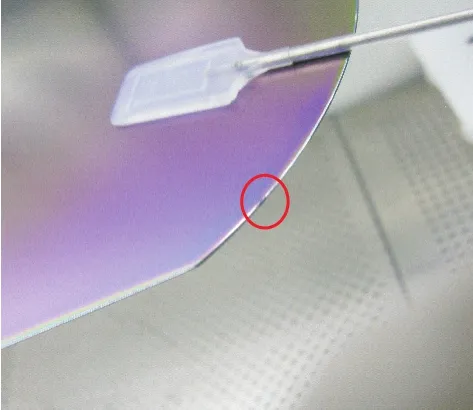
图1 日光灯下的异常片Fig.1 Abnormal wafer under daylight
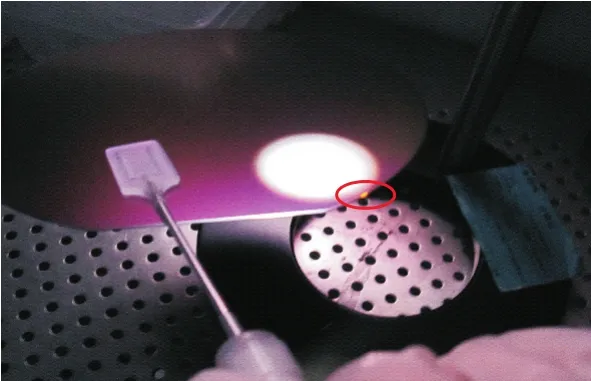
图2 强光灯下的异常片Fig.2 Abnormal wafer under highlight
2 原因分析及结果判定
2.1 异物沾污
首先,由于外延生产中所使用吸笔和顶笔等非破坏性检测无法感受到异物的存在,将异常外延片进行水洗及酸洗,判定是否为可清洗沾污导致。经清洗原黑斑无变化,未被清洗掉,证明该异常为非水洗及酸洗可清除的异物。
其次,考虑此黑斑是否为沾污导致,采用破坏性方法尝试,使用小刀在黑斑处反复刮蹭,发现黑斑无法经机械方式去除。
经过以上实验,结论为此黑斑非异物沾污导致。
2.2 晶棒原生缺陷
根据GB/T 14142—1993《硅外延层晶体完整性检验方法 腐蚀法》[3]对外延片进行腐蚀,并在金相显微镜下观察缺陷,图像如图3所示,并未发现硅单晶缺陷。结论为此黑斑非晶棒原生缺陷。
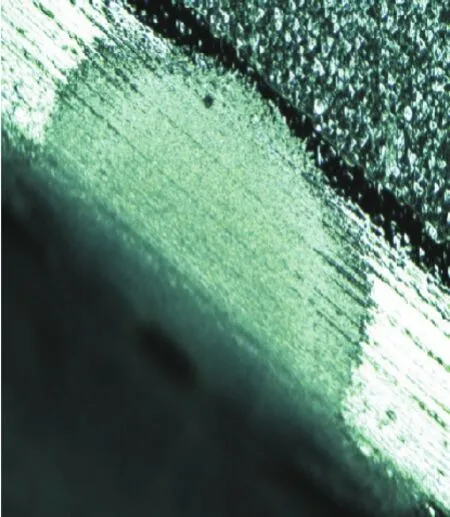
图3 腐蚀后的金相显微镜下的异常片Fig.3 Abnormal wafer under OM after etching
2.3 硅单晶衬底片加工缺陷
由于前期发现的异常片为顾客来料加工衬底片,全检剩余衬底片并未发现类似外延片黑斑异常,重复检验衬底边缘,强光灯下发现对应外延黑斑位置处的衬底边缘有白丝,但仅在边缘,并未出现在背面,且日光灯下观察不到。随即检验其他厂家衬底片,也发现有类似白丝,使用此类衬底片产出的外延片并未出现背面黑斑现象,且均检验合格无其他异常。
2.4 原因再探索
自从此异常片发现后,便要求检验员全数检验外延片背面。后期又出现了同样的异常片,表现为不同衬底片,相同位置、相同形态,但黑斑大小稍有不同,经过反复观察发现,黑斑均出现在背面边缘背封层去边处,止于背封处,初步怀疑与衬底片倒角工艺[2]有关。
经过与衬底加工厂家沟通,还原倒角工序,发现在衬底倒角过程中,倒角砂轮从起点到终点有可能存在过度研磨的现象,且过度研磨的位置与黑斑出现的位置一致。进一步确定了此现象与衬底片倒角工艺有关。
重复在金相显微镜下观察异常位置,发现异常处并不平滑,而是呈现出腐蚀状。若为倒角过度研磨导致,异常处不应有此腐蚀状出现,故此问题的根本原因仍需继续调查。
由于出现此异常片的数量较小,无法统计出现规律,我们将留存的测试片背面针对相同位置进行整盒检验,各外延炉均取相同数量的测试片进行检验,出现黑斑的数量如表1所示。

表1 各外延炉异常片统计Tab.1 Amount of abnormal wafers of different EPI equipment
以上可知,外延炉3无此类异常出现。对比各外延炉工艺,结合腐蚀状边缘的现象,发现外延炉1及外延炉2的工艺中均包含HCL抛光工艺,而外延炉3的工艺中不含有HCL抛光。
结合衬底片倒角边过度研磨及外延工艺中HCL的介入,过度研磨的区域与其他区域的腐蚀速率及吸硅速率不同,便会在灯光下出现表面颜色的不同,并出现在显微镜下观察到的腐蚀状的边缘。另外,由于HCL与SiO2不反应,故黑斑只出现在去边处。
3 结 论
外延片边缘异常黑斑产生需要具备两个条件:衬底片倒角过度研磨及外延工艺中存在HCL抛光。但需注意的是,此黑斑只存在于去边处,对器件工艺不会产生影响。