酶法降解玉米芯生产低醇饮料的研究
2019-09-28陆步诗李新社戴苑媛殷海艳
陆步诗,李新社,戴苑媛,殷海艳,谢 洪
(邵阳学院食品与化学工程学院,湖南邵阳 422000)
玉米芯是玉米果穗去籽脱粒后的穗轴,占玉米穗重量的20%~30%[1],多作为废弃物丢弃。但玉米芯营养成分十分丰富,除含有31%~35%的纤维素、36%~41%的半纤维素、18%~21%的木质素等[2]主要成分外,还含有粗蛋白、粗脂肪、糖类、矿物质等[3],因此具有潜在的利用价值。近年来,许多研究者对玉米芯的开发利用进行了大量研究,集中在利用物理、化学的方法对玉米芯进行处理获得目的产物,如:罗鹏等[4]利用超临界二氧化碳及超声波预处理玉米芯制备还原糖;吴晓斌等[5]采用稀盐酸和硝酸水解玉米芯生产木糖;徐艳阳等[6]利用微波辅助提取玉米芯中木聚糖;赖富饶等[7]利用超声提取甜玉米芯多酚;张静文等[8]利用玉米芯提取多糖;李志松等[9]利用玉米芯制备糠醛;贾玲等[10]利用有机酸提取玉米芯木质素。利用微生物发酵玉米芯的研究有:何海燕等[11]利用玉米芯发酵生产黄原胶;林逸君等[12]研究利用Clostridium thermocellum与Clostridium beijerinckii偶联发酵玉米棒芯生产丁醇;蒋兴等[13]利用玉米芯同步糖化发酵产生产2,3-丁二醇;王晨霞等[14]利用酸水解玉米芯进行酒精发酵生产;李永莲等[15]利用酶法降解玉米芯制备燃料乙醇。而利用微生物发酵玉米芯生产低醇饮料未见有报道。
发酵低醇饮料是以水果汁、果蔬汁为原料,通过特殊菌种适当发酵而成的一种酒精度一般在0.5%vol~7.0%vol 的低度饮品[16],因酒精含量低,能促进血液循环,减少血管中脂肪沉积,符合绿色健康消费趋势而备受消费者欢迎。因此,以玉米芯为原料发酵生产低醇饮料,产品既有酒的风味,又有玉米的香气和营养,具有一定的市场前景。
1 材料与方法
1.1 材料、试剂及仪器
原料:玉米芯采集于湖南邵阳市新邵县。
菌种:安琪酵母,湖北安琪酵母股份有限公司。
纤维素酶:河南祥盛食品配料有限公司,酶活为10万U/g。
试剂:氢氧化钠、蔗糖均为食品级商品,其他试剂均为市售分析纯商品。
仪器设备:电热鼓风干燥箱101-2AB 型,天津市泰斯特仪器有限公司;高速万能粉碎机FW400A,北京科伟永兴仪器有限公司;电子恒温水浴锅CZKW-4,北京中兴伟业仪器公司;立式自动压力蒸汽灭菌锅C154DWS,致微(厦门)仪器有限公司;隔水培养箱GH4500,天津市泰斯特仪器有限公司;电热恒温培养箱DH-360 型,北京科伟永兴仪器有限公司。
1.2 工艺流程及操作要点
试验采用工艺流程及操作要点见图1。
原料预处理:选择尺寸均匀一致、无霉变的玉米芯,洗净后置于75 ℃干燥箱中烘24 h 至水分含量恒定,用高速万能粉碎机将其粉碎后过40 目筛,备用。
纤维素酶降解:称取一定量玉米芯粉末,于121 ℃高压蒸汽灭菌20 min 后冷却,添加一定量的纤维素酶,在一定的条件下(pH 值、温度、时间)水解糖化。
菌种活化:无菌称取20 g安琪干酵母置于500 mL无菌锥形瓶中,加400 mL 2%蔗糖温开水(38 ℃)溶液,搅拌溶解后,置于恒温水浴锅中保持30 min,每隔5 min摇1次。
发酵:添加一定量的酵母菌活化种至玉米芯的纤维素酶水解糖化液中,在一定温度下发酵一定时间。
成品杀菌:将产品分装至干净、密封性良好的玻璃瓶中,拧紧瓶盖,于80 ℃的条件下灭菌10 min。
1.3 检测方法
还原糖的测定:按GB 5009.7—2016《食品安全国家标准食品中还原糖的测定》执行。
理化指标检测:参照GB/T 15038—2006《葡萄酒、果酒通用分析方法》。总糖(以可溶性糖计)采用手持糖度仪法;总酸采用滴定法;酒精度采用酒精比重计法。
微生物指标检测:参照GB 2758—2012《食品安全国家标准发酵酒及其配制酒》。
1.4 感官评分
选10名食品专业人员,根据GB/T 15038—2006《葡萄酒、果酒通用分析方法》,从香气、色泽、口感、外观形态4个方面进行评分,评价标准见表1。
2 结果与分析
2.1 纤维素酶降解玉米芯的最佳条件
取9 个500 mL 三角瓶,分别称取10 g 玉米芯,加入120 mL 蒸馏水,用氢氧化钠(食品级)溶液调节pH 为4.8,添加一定的纤维素酶解液,在一定的温度下酶解一段时间。设定纤维素酶添加量、酶解温度、酶解时间为3个变量,每个变量取3个水平进行3 因素3 水平正交试验,通过检测还原糖含量确定最佳酶解条件,正交试验因素水平见表2,正交试验结果及极差分析见表3。

图1 工艺流程图

表1 玉米芯低醇饮料感官评价标准
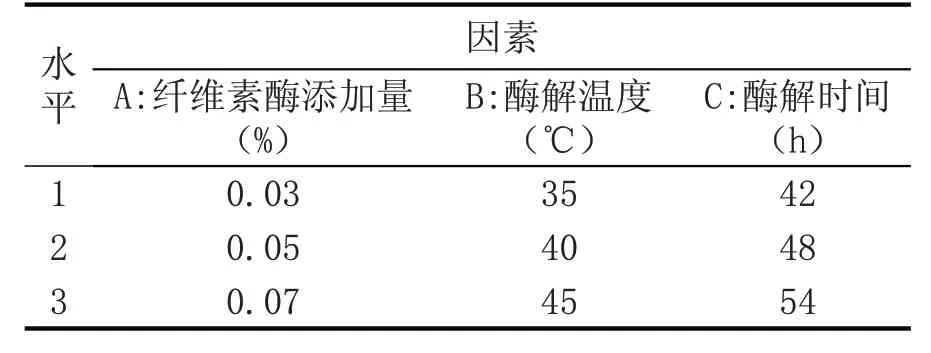
表2 酶解正交试验因素水平表

表3 酶解正交试验结果及极差分析
由表3 直观分析可知,各因素的主次顺序为A>C>B,即对还原糖产量影响最大的是纤维素酶添加量,其次是纤维素酶降解时间,纤维素降解温度影响较小。纤维素酶降解玉米芯的最佳组合为A2B1C1,即纤维素酶添加量为0.05%,酶解温度为35 ℃,酶解时间为42 h。在此条件下所得酶解液中还原糖含量为5.232 g/L。
对酶解正交试验结果进行方差分析,结果见表4。

表4 酶解正交试验结果方差分析
由表4 方差分析可知,F0.01<FA>F0.05,表明A因子水平的改变,对实验结果有显著的影响。B、C因子水平的改变,对实验结果影响不显著;F0.01<FA×B>F0.05,F0.01<FA×C>F0.05,表明因子A 与B、A 与C的交互作用显著,因子B 与C 的交互作用不显著。因此,在利用纤维素酶降解玉米芯时,应控制好纤维素酶添加量,以保证降解液中还原糖的含量。
2.2 玉米芯低醇饮料发酵的最佳条件
在最佳条件下利用纤维素酶降解玉米芯,获得玉米芯酶解液并发酵生产低醇饮料。设定酵母菌接种量、发酵温度、发酵时间为3 个变量,进行L9(33)正交试验,对发酵产品进行感官评分,确定最佳发酵条件。正交试验因素水平见表5,正交试验结果及极差分析见表6。
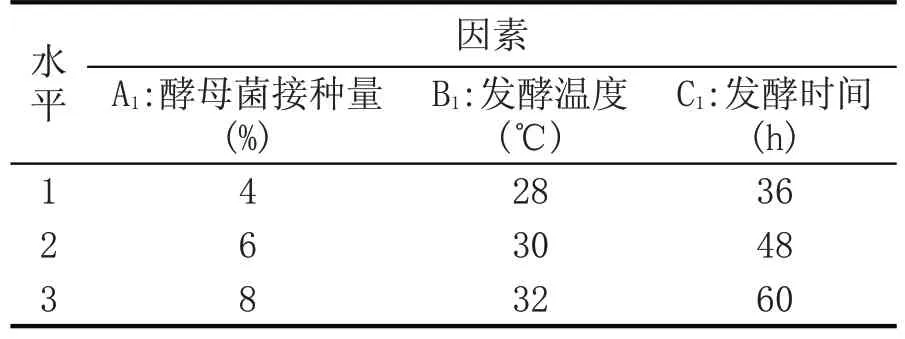
表5 发酵正交试验因素水平表

表6 发酵正交试验结果及极差分析
由表6 直观分析可知,各因素的主次顺序为C>A>B,即对感官评分影响最大的是发酵时间,其次是酵母菌接种量,发酵温度影响较小。发酵的最佳组合为A2B1C2,即酵母菌接种量为6%,发酵温度为28 ℃,发酵时间为48 h。
对发酵正交试验结果进行方差分析,结果见表7。
由表7 方差分析可知,F0.05<FC>F0.1,表明C 因子水平的改变,对实验结果有一定的影响。A、B因子水平的改变,对实验结果影响不显著;F0.05<FA×C>F0.1,表明因子A 与C具有一定的交互作用,因子A 与B,B 与C 的交互作用不显著。因此,发酵玉米芯纤维素酶降解液生产低醇饮料时,应控制好发酵时间。

表7 发酵正交试验结果方差分析
2.3 玉米芯低醇饮料质量标准
在最佳条件下利用纤维素酶降解玉米芯后在最佳条件下发酵生产低醇饮料,并对其进行感官评价,结果见表8;参照GB/T 15038—2006《葡萄酒、果酒通用分析方法》,对产品理化指标进行检测,结果见表9;参照GB 2758—2012《食品安全国家标准发酵酒及其配制酒》,对产品微生物指标进行检测,结果见表10。

表8 感官评价

表9 理化指标

表10 微生物指标
由表8、表9、表10 检测结果可知,玉米芯低醇饮料符合相关质量标准。
3 结论
通过本试验,得到如下结论:
纤维素酶降解玉米芯的最佳条件:纤维素酶添加量为0.05%,酶解温度为35 ℃,酶解时间为42 h,酶解pH 值为4.8,在此条件下所得酶解液中还原糖的含量为5.232 g/L。
发酵玉米芯酶解液生产低醇饮料的最佳条件为:酵母菌接种量为6%,发酵温度为28 ℃,发酵时间为48 h,在最佳条件下产品感官评分为90分。
