封闭母线气密性不良的原因分析与处理
2019-09-26杨立影
杨立影
福建福清核电有限公司维修二处 福建福州 350000
福清核电1号机组发电机离相封闭母线(IPB)由镇江华东电力设备制造厂生产,型号为QLFM-24/33000-Q/I,即全连式金属离相封闭母线,冷却方式为带有微正压装置的闭式强迫风冷,离相封闭母线主回路及发电机连接处均采用风冷,其他回路母线(包括励磁变、电压互感器分支母线,高厂变分支母线和主变△回路)采用自冷,发电机连接处采用开式冷却系统,主回路采用闭式循环冷却系统。
离相封闭母线的主要功能是将汽轮发电机的输出功率通过它与主变低压侧相连,同时也使功率经过高压厂变A和高压厂变B到6.6kV母线,以及发电机出口电压互感器、主变低压侧电压互感器和励磁变。
离相封闭母线微正压装置的主要作用是使发电机离相封闭母线外壳内的干燥空气压力维持在一个比外界大气压略高一些的水平,形成微正压,从而抑制外界潮湿空气通过母线外壳上的安装接合处进入母线内部。在母线外壳密封有保证的情况下,使用微正压装置可以保持母线外壳内空气的干燥和洁净,运行温度和环境温度的大幅变化不容易使母线内壁和绝缘子出现凝露现象,从而提高母线整体的绝缘水平,防止母线带电运行过程中出现接地和短路故障。
为了防止离相封闭母线壳外的灰尘、潮气进入外壳内部,脏污导体及绝缘子,降低母线的绝缘水平引发闪络,在封闭母线系统还装设了一套空气循环干燥装置。
因封闭母线的导体封闭在外壳之内,具有良好的防尘效果和一定的防潮性能,从而降低了绝缘故障发生率,特别是相间短路的发生率,增强了母线运行的可靠性。
封闭母线的主要缺陷是气密性难以保证,而气密性的好坏直接影响到母线的绝缘性能,继而影响母线的正常运行[1]。在国内因封闭母线气密性不良引起的事故已发生多起,福清核电1号机组离相封闭母线完成安装后,封闭母线的漏气问题也没有得到彻底解决,空气泄漏率远远低于标准要求。
1 离相封闭母线强迫风冷系统(IPB-FAC)构造
离相封闭母线主回路采用闭式强迫风冷,构造如图1所示,含有5个模块:2个进风模块、2个回风模块、1个热交换器模块。2个进风模块分别含两套风机和电机;2个回风模块分别含两个电动单相风门;1个热交换器模块含2套空气-水热交换冷却器,其中1-风门(开启),2-风门(关闭),3-手动球阀(水),4-热交换器,5-出口风道W,6-进口风道V,7-出口风道U,8-电动球阀(水),9-手动蝶阀,MV1/2/3/4:风机,FS1/2:流量开关,K2/3:漏水开关,B4/5:水温测点,B6:空气湿度测点,B7/8:气温测点。
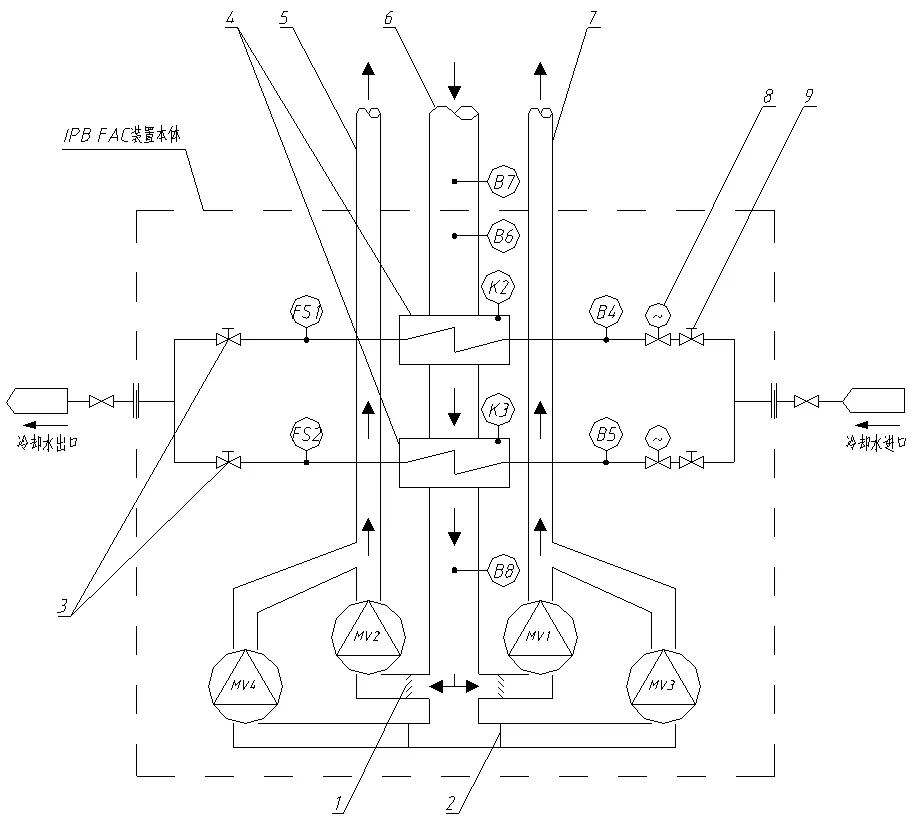
图 强迫风冷系统构造Fig.1 Structure of lPB-FAC
IPB-FAC系统流程如图2所示,经过空气-水热交换器冷却后的空气从A、C相进入外壳内部,经发电机侧母线端部及主变三角回路处设置的相间消离子连通管汇入B相外壳,受热后的空气由B相进入空气-水热交换器冷却后再返回A、C相,其中1-母线进口风道W(装置本体出口风道W),2-母线出口风道V(装置本体进口风道V),3-母线进口风道U(装置本体出口风道U),4-母线隔断(盘式绝缘子),5-相间消离子装置,6-相间调节风门,7-安全阀门,8-微正压装置进气口,PA1/PA2/PA3-流量开关,B1/B2/B3/B9-气温测点,011/012/013MT-发电侧母线外壳温度测点,014/015/016MT-主变侧母线外壳温度测点。

图2 强迫风冷系统流程图Fig.2 Flow diagram of lPB-FAC

图3 盘式绝缘子处漏气Fig.3 Leakage of Pots lnsulator
2 气密性不良原因分析及处理
2.1 气密性不良现象
根据标准[1]要求,微正压充气离相封闭母线的外壳内充以500Pa~1500Pa压力的干燥净化空气,空气泄漏率每小时不超过外壳内容积的6%。由于外壳容积较难计算,而时间容易测定,因此根据理想气体状态方程,计算出压缩空气泄漏6%时外壳所需的时间t即可,即:
PV=nRT=mRT/M
其中,V为外壳的容积,T为温度(压力变化过程中温度变化较小,忽略不计),R为气体常数,M为空气摩尔质量。P0为大气压,则:
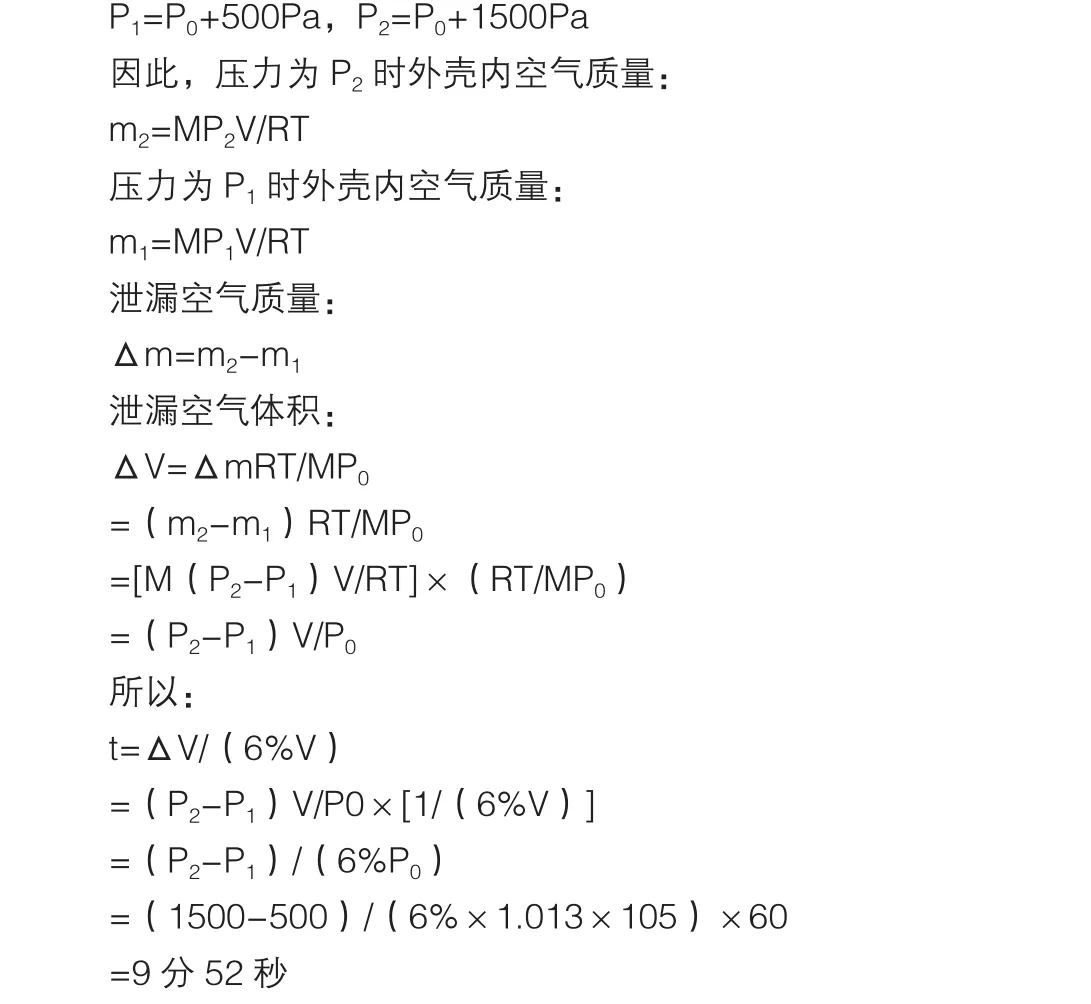
福清核电1号机组离相封闭母线安装完成后,封闭母线的空气泄漏率严重超标,从1500Pa到500Pa仅能维持3分45秒,有多处明显漏气点。
2.2 气密性不良产生的原因分析
2.2.1 结构原因
在发电机出线侧、电压互感器连接处、主变低压侧接地变连接处母线端部,设有绝缘密封盘式绝缘子,以螺栓固定,并且在绝缘子与母线外壳间涂抹密封胶来防止漏气。因运输过程、吊装过程引起的盘式绝缘子螺栓松动、密封胶脱胶均会导致盘式绝缘子处漏气[2]。现场检查中发现,在绝缘子与母线外壳的间隙处确实出现了较为明显的漏气。
封闭母线风机室的电动风门依靠电动机构驱动,如图4所示。电动机构与风门齿轮连杆处设有“O”型密封圈密封。但由于连杆制造过程中偏心,“O”型密封圈与连杆的啮合不良,密封性能降低,尤其在连杆驱动风门期间,漏气严重。

图4 电动风门驱动机构处漏气Fig.4 Leakage of Electric Damper Driving Mechanism
2.2.2 安装原因
封闭母线导体通过绝缘子支持于外壳内部,绝缘子支持采用同一断面三个绝缘子支持形式,每个绝缘子之间相差120°,成Y型,绝缘子及蘑菇型金具指向母线导体中心。各段离相封闭母线就位后,为满足母线导体焊接的误差要求及母线导体与外壳的同轴度不超过±5mm的要求,需通过调整绝缘子的调高垫块,以调整母线导体高度,如图5所示。其中1-蘑菇型支持金具,2-金属弹性块,3-支柱绝缘子,4-六角螺栓,11-橡胶密封垫(一),12-调高垫块,13-绝缘子固定底板,14-橡胶密封垫(二),15-绝缘子支持底座。调整完成母线导体高度后,需将绝缘子支持底座上的所有六角螺栓全部紧固,但因安装工序遗漏,部分支持底座螺栓未恢复紧固,导致密封不严,漏气严重。
封闭母线与强迫风冷装置之间设有可拆气路通道。气路通道分为进风通道和回风通道,其中两个进风通道分别和A、C相母线外壳上焊接的风道连接,1个回风通道则和B相母线外壳上焊接的通道相连。可拆气路风道上端采用橡胶伸缩套的连接方式,下端则采用法兰接口的连接方式和风冷装置本体相连[3]。可拆气路通道与封闭母线之间的橡胶伸缩套安装完成后,需用不锈钢带抱箍或压环将其收紧于外壳上,再用玻璃密封胶对橡胶套边缘部位进行密封处理,如图6所示。由于遗漏玻璃密封胶密封处理的安装工序,橡胶套边缘出现漏气现象。
2.2.3 焊接质量
封闭母线强迫风冷装置的2个进风模块、2个回风模块、1个热交换器模块在福清核电工程采用焊接的方式拼装对接,如图7所示。各模块外壳均为铝材,对焊接工艺要求较高:
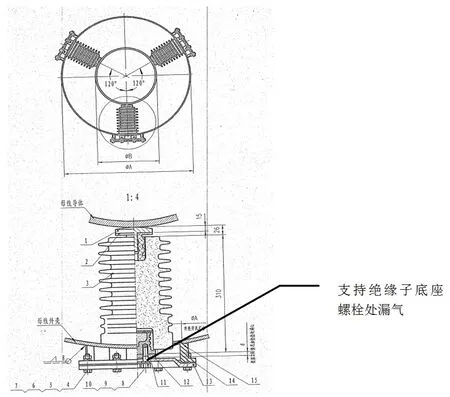
图5 绝缘子支持底座处漏气Fig.5 Leakage of lnsulator Support Base
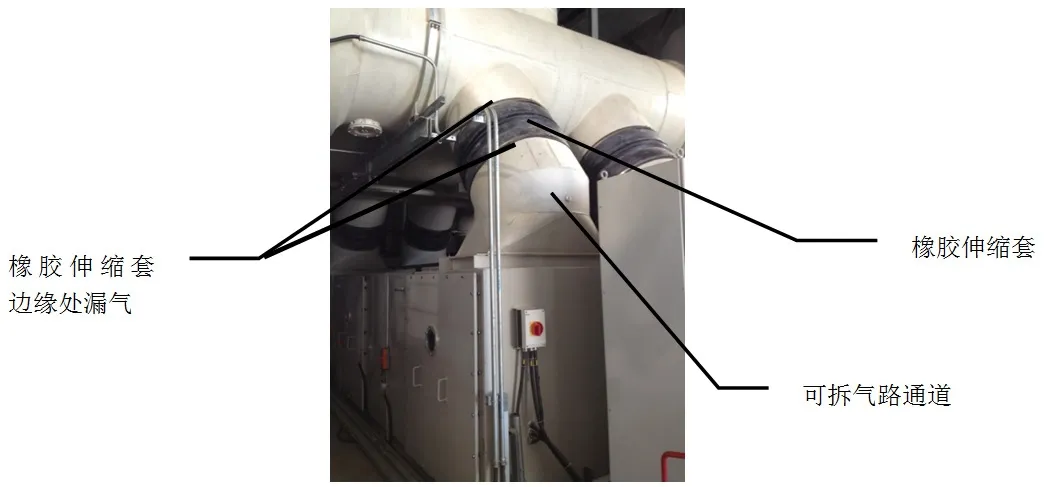
图6 橡胶套边缘部位漏气Fig.6 Leakage of Rubber Sleeve Edges
(1)铝板易和氧起作用,在其表面生成一层致密而又难熔的氧化膜,且氧化膜的比重也大,不易浮出熔池而形成焊缝夹渣;
(2)液态铝可溶解大量氢气,固态铝几乎不溶解氢,因此,熔化的焊缝金属快速冷却与凝固时,氢气来不及析出,容易在焊缝中聚集形成气孔;
(3)焊接环境潮湿等因素也会影响焊接处的密封性能。
经对焊缝进行PT渗透检测,部分焊缝有明显气孔。微正压充气至500Pa到1500Pa情况下,喷涂肥皂水,出现明显气泡,漏气明显。
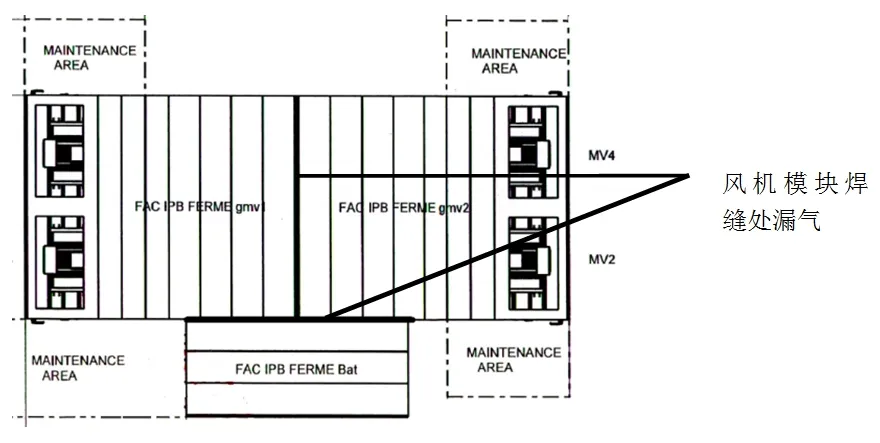
图7 强迫风冷装置焊缝处漏气Fig.7 Leakage of FAC Welds
2.3 故障处理方法
针对封闭母线气密性不良的原因,经与设备厂家商定,采取以下措施处理:
(1)逐一排查漏气点:启动微正压装置向封闭母线充气,维持压力500Pa~1500Pa。对所有绝缘子法兰面、橡胶套连接部位、风门驱动机构喷涂肥皂水,检查漏点并用记号笔进行标记。封闭母线泄压后,对强迫风冷装置模块间焊缝进行PT渗透试验,对气孔进行标注定位。
(2)在强迫风冷装置模块间的焊缝气孔处均匀涂抹玻璃密封胶封堵,静置24小时,等待密封胶固化。
(3)紧固橡胶伸缩套不锈钢带抱箍,确认将其收紧于外壳上,再用玻璃密封胶对橡胶套边缘部位进行密封处理,静置24小时,等待密封胶固化;
(4)紧固发电机与封闭母线连接处,电压互感器、主变低压侧接地变压器分支母线处共12支盘式绝缘子法兰螺栓,并在盘式绝缘子与封闭母线外壳间均匀涂抹玻璃密封胶,静置24小时,等待密封胶固化;
(5)紧固母线导体支柱绝缘子底座螺栓。主变低压侧封闭母线△回路标高达10.75米,紧固导体支柱绝缘子底座螺栓需搭设脚手架。在不具备工期窗口情况下,为满足施工要求,现场采用10米电动升降车代替;
(6)确认已标记的漏气点全部处理完成,玻璃密封胶已固化。启动微正压装置,向封闭母线内充气,再次进行气密性试验,并重复步骤(1)-(5),直到气密性试验合格。
(7)玻璃密封胶在强水-紫外辐照、高温环境下,易加速老化,密封性能降低。因此,需考虑在机组停机检修期间增加封闭母线气密性检查的预防性试验项目,处理漏气点,防止封闭母线受潮。
经过反复查找、处理漏气点,2014年3月31日,封闭母线气密性合格,保压时间达到11分10秒。
3 结语
由本次故障的原因分析和处理措施可知,封闭母线的制造质量、安装质量和焊接质量对于封闭母线的气密性影响很大。封闭母线运行后,气密性问题可能因密封胶的密封性能降低再次发生,因此,得出以下结论:
(1)加强设备制造过程和出厂试验控制。封闭母线制造期间,需设置质量见证点,出厂试验根据国家标准必须制定详细的试验质量计划,业主人员见证试验全过程;
(2)加强安装期间的文件控制和质量控制。封闭母线安装及试验必须出具详细的安装方案,监理公司、业主公司对质量见证点进行严格控制。封闭母线安装完成后,需对所有法兰,密封面的螺栓进行紧固,密封面边缘部位用玻璃密封胶密封处理;
(3)提高焊接质量。强迫风冷装置模块焊接必须由具备资质的氩弧焊焊工担任,焊接前还应提取试品试焊,然后拍片检查,合格后才能正式焊接。焊接前,技术人员应根据不同部位,施焊电流的大小,焊接环境的要求等做出详细的技术要求,明确技术要点,难点和质量目标[2-3]。
(4)增加预防性维修项目。在机组停机检修期间增加封闭母线气密性检查的预防性试验项目,重点关注以密封胶密封部位的漏气情况,对漏气点进行重新打胶密封处理,防止封闭母线受潮。
