汽车盒式梁车架焊接工艺分析和设计
2019-09-26郑心荣
郑心荣
汽车盒式梁车架焊接工艺分析和设计
郑心荣
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
盒式梁车架总成主要靠焊接连接,焊缝复杂,弧焊后变形量大,影响悬架、转向、发动机等系统的后续装配精度。为了保证车架的焊接质量,文章夹具结构、焊接顺序和焊接设备等方面提出对盒式梁汽车车架的焊接变形及质量控制方法。
车架;夹具;焊接变形
1 概述
很多采用独立悬架的汽车底盘车架(如图1),其纵梁总成是盒式梁结构(如图2),即纵梁总成是有纵梁和纵梁加固板拼焊而成,焊缝的长度达到2-3米。车架的横梁等部件多采取焊接方式连接,存在很大的焊接残余应力,对车架总成的精度有显著影响,因此,如何选择合适的焊接夹具、合理的焊接顺序和工艺等方法控制此类车架的焊接变形控制,是车架工艺设计的关键。
2 焊接工艺性分析
汽车车架纵梁、纵梁加固板是宝钢热轧B510,属于低合金高强度钢,厚度3-5mm,焊接工艺性较好,多采弧焊连接。因为纵梁总成是盒式梁结构,焊缝的长度较长,所以焊接变形较大,是影响车架总成精度的重要因素。要想获得较好的焊接质量和较小的焊接变形,需要从夹具、焊接顺序、焊接设备等方面采取措施。
3 车架焊接产生的变形分析
3.1 焊缝复杂,分布不均匀
由于盒式梁车架的总成焊接缝相对较长,分布的范围广泛,焊接时将直接由此产生线性缩短,引发纵梁和横梁弯曲变形。可以说,其焊缝的数量越多,则相应的变形幅度也将随之增大。
3.2 零部件中间隙所致
在焊接汽车车架的过程中,为了能够获取到良好的焊接接头,就必须要求其工件相互间存在的装配间隙必须控制在合理的范围中。而且其中的间隙过大时,会导致施焊的过程变得异常困难,需要大量的堆焊才能把间隙填平,焊接的时间将变得越长,那么焊接工作的热输入量就大,从而直接导致焊接变形大。大梁板合理的搭接间隙应该控制在1.5mm以内。
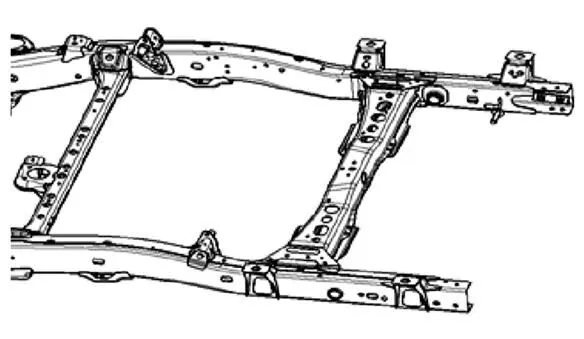
图1 车架总成

图2 纵梁总成
3.3 焊接工艺标准执行不规范
为相关焊接人员没有严格按照焊接标准作业,比如其焊接时的输入电流过大、焊条规格用错,焊接速度控制不好,焊接缝不均匀等等,这些都将直接促使焊接变形。
4 纵梁总成焊接工艺设计
4.1 纵梁总成的焊接流程
纵梁总成包含两条长焊缝,这是对车架总成的焊接变形影响最大的因素,因此需要采取专用的夹具刚性约束,并采取合理的焊接方法:

4.2 纵梁焊接总成夹具设计要求
①夹具的夹紧点根据产品结构设计,每隔500mm左右设置一个夹紧点,每个夹紧点要实现纵梁上下翼面和腹面的夹紧。
②夹具的Z向和Y向夹紧块可调,因为Z向的变形较大,Z向的调整量要大,可以通过标准调整垫片和5-10mm厚度的垫块来实现。目的是适应“反变形”方法的要求。
③夹具的采取液压式驱动,具备保压功能。
4.3 纵梁总成焊接设备
①由于纵梁总成的焊缝连续、规则,且焊缝较长,故采取机器人焊接,配备工作站,保证焊接的一致性。根据生产纲领和节拍来确定弧焊机器人的数量,工作站还要配置清枪站、剪丝机构以及防碰撞传感器等装置。
②焊接方法采取CO2焊接,也可采取Ar(80%)+CO2(20%)配比的MAG形式。后者对提高焊缝的质量,减少氧化物(主要MnO,SiO2),利于后续涂装质量的提升。
4.4 纵梁总成焊接顺序
为了减少焊接变形,抵消焊接残余应力,机器人焊接时沿着纵梁和纵梁加固板搭接的两条止口,采取“分段对称”焊接顺序,如(图3)按照1-2-3-4-5-6。下线补焊工位来填补焊缝的断点。

图3 分段对称焊接顺序
5 车架总成拼焊工艺
由于车架总成的拼焊需要焊接横梁的上下翼面,单从一个方向不能一次焊接完毕,需要分别从上翼面和下翼面两个方向施焊,因此,拼焊总成夹具需要两套或者一套(具备可翻转功能)。这里建议采取具备翻转功能的焊接夹具,把车架总成上下翼面的横梁和部件焊缝尽量焊完毕,并保压5-10分钟。其优点:一是定位固定,降低两幅夹具定位的偏差;二是保压一段时间,在夹具约束力的作用下充分冷却焊缝温度,降低车架总成变形量。
6 在线冲孔技术的应用
由于盒式梁车架焊接后变形量大,对前悬摆臂支架的精度影响很大,若是不采取措施纠正摆臂安装孔的精度,则装配困难,还会造成四轮定位精度差,造成车辆跑偏、异响和啃胎等市场质量问题。因此,要采取在线冲孔技术,即通过夹具和机构,在车架总成拼装完毕后,对摆臂支架孔位一次加工,保证此组孔为的相对精度。
7 车架总成变形矫正
车架总成经过拼装、补焊后,需要进行变形的矫正。虽然我们通过设计合理焊接顺序、适合的反变形措施和较好的刚性夹具等措施,但是车架总成焊接后变形依然存在,需要针对局部的变形采取机械矫正,使车架总成压缩变形区的塑性伸张相对减小。设计矫正夹具时需要注意几点,考虑到车架纵梁和横梁都是厚板钢材,一般用液压驱动矫正装置;同时,由于矫正力很大,为了防止矫正过度致使车架纵梁或者加固板变形,需要设置限制行程的限位块,还有矫正装置的接触面尽量大些,减小局部压强。
8 焊缝质量的控制
虽然焊接方法采取MAG,但是仍然在焊缝产生少许氧化物,若是不进行仔细的打磨处理,涂装后的涂层会很容易产生锈蚀。因此,车架总成下线前,需要多所有焊缝用角磨机进行打磨,把氧化物清除,这样车架焊缝的涂层附着力和耐腐蚀能力都会达标。
9 结束语
汽车车架焊接属于厚板的连接方式,弧焊必然产生很大的变形,导致车架总成装配精度降低。但是,通过采取合适的夹具、先进的焊接设备和科学的焊接工艺,可以控制和减少焊接变形量,提高车架总成的质量精度。
[1] 陈祝年.焊接工程师[M].北京.机械工业出版社.
[2] 刘会杰.焊接冶金与焊接性[M].北京.机械工业出版社.
Analysis and Design of Welding Technology for Automobile Box-beam Frame
Zheng Xinrong
( JAC Group Co., Ltd., Anhui Hefei 230601 )
The box-beam frame assembly is mainly welded, the weld seam is complex, and the deformation after arc welding is large, which affects the subsequent assembly accuracy of suspension, steering, engine and other systems. In order to ensure the welding quality of the frame, the welding deformation and quality control methods of the box-beam frame are put forward in the aspects of fixture structure, welding sequence and welding equipment.
frame; fixture; welding deformation
U466
A
1671-7988(2019)18-182-03
U466
A
1671-7988(2019)18-182-03
郑心荣(1982-),男,助理工程师,就职于安徽江淮汽车集团股份有限公司,主要研究方向:厚钢板的焊接、铆接以及冲压工艺和设备,特别是车架的生产制造工艺方向。
10.16638/j.cnki.1671-7988.2019.18.061
